mklotz said:
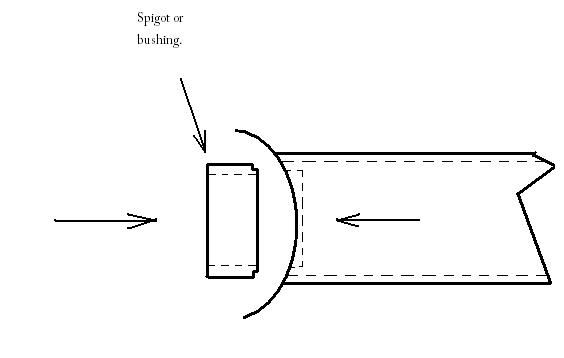
It may have been that you had a (tiny) gap of sufficient width that the solder couldn't close it. If I understand the design correctly, you're soldering the edge of the boiler hole to the OD of the bush - sort of like a butt joint. A small deviation of the fit of the boiler hole to the bush OD might have created a void that the solder has difficulty bridging.
I think you're exactly right. And I think it was caused by the bit wandering...in part because of the brass but given today's experience, the chrome cladding. When I trimmed the pipe today I tried to take it even slower than last time. I'm talking a feed rate on the order of fractions of a thou over several seconds. I noticed that when I got past the chrome, the cutting became easier. Still...it's not like cutting the half hard brass I have.
It's why the shoulder idea you proposed is so appealing. I have my doubts that it will look good...but like I said...I'm more interested in getting it to work.
You'd mentioned turning the boiler upside down so the bushings are at the bottom. Is the solder placed around the bushing (only to fall off) or between the shoulder and the pipe and some pressure applied so seating is achieved.
Oh and silly me...I'd mentioned earlier about (the unfounded) concern that the boiler pressure would pop the stud out. Well doh...what about the bushings? So it's no longer a concern (even though the stud is smaller).
The procedure sheet...hm...not sure what you're looking for...
The pipe is currently on a dowel held in the lathe with a live center. The ends have been trimmed off.
a) For each end, place tape around the boiler to keep a straight edge while the chrome is sanded off. Tape the other end to the dowel so the pipe doesn't spin. Protect the lathe bed with paper towels. Take it slow and use short lengths of sandpaper to lessen the chance of it grabbing. Coarse paper.
b) Move to the mill and drill/ream the two bushing holes. Use v-blocks in the vise. 11/32. I don't have a unibit yet and don't even know if they come in 1/32 grads.
c) No one has answered my question about parting of 1 3/8 brass. I'm thinking about using a small vise to hold the brass and having the bandsaw hold the small vise. I have to give that more thought.
d) For each end sheet, trepan, flip it, hold it by the inner surface, and face to length. Still thinking about making the stud integral in the one...that's just a turning job followed by threading. ('just' he says.)
e) Then it's soldering. The end sheets went very well last time so I'll do the same thing here. Stand the boiler on end, ring of silver solder and flux, and heat.
f) As for the bushings...either same as before using the jig or try the shoulder idea. Pipes are easy to get so I'll probably see what it would take to sand the chrome off around the edge. Successful or not, I want to try the boring bar.
Making the shoulder bushings...
Mount rod in a collet in the vise of the mill.
Use boring bar to cut the radius. (Calculate needed radius and use pipe to fit.)
Put bar in lathe (may not be exactly square anymore but close enough).
Turn bushing diameter.
Turn shoulder diameter.
Drill and tap.
AHA! I need (would like) to keep the bushing diameter as it is now. Otherwise the other bits that thread into it won't look right. That means the shoulder is a smaller diameter...and that means the hole I drill into the boiler is smaller. So it can't be 11/32.
How much shoulder is enough? 1/4-28 has a major diameter of 0.25".
(0.34 - .25) / 2 = .045 wall thickness.
.015 shoulder? leaving .03 wall thickness?
Thanks Marv. ;D























































![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)




")