Instead of drilling a screw, would it be easier to make one from brass and then press the needle into that? Mine was also a 2-56.






Metal Butcher said:Brian, on the loose bearings. Mike up your crank journals and see what the exact size is. The reamed holes may have been to large. Material diameter varies from batch to batch. I have some stress proof that's taged .3125" but mikes up @ .3105"! Also they may have been touching on a few high spots (or canted) giving the impression of a good fit but after a short run in the small high spots on the bearings or journals come down quick and show a loose fit. The bronze couldn't have worn out, this stuff doesn't wear out that fast, unless they didn't give full support.
To fight these battles, under size, oversize, and decimal reamers are your friend. Drill bits are the enemy you can't trust!
-MB
Brian Rupnow said:Gee Whiz---This is just like forensic pathology!!!
") Lucky enough that I get to do that in my day job.
Lucky enough that I get to do that in my day job.






![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)

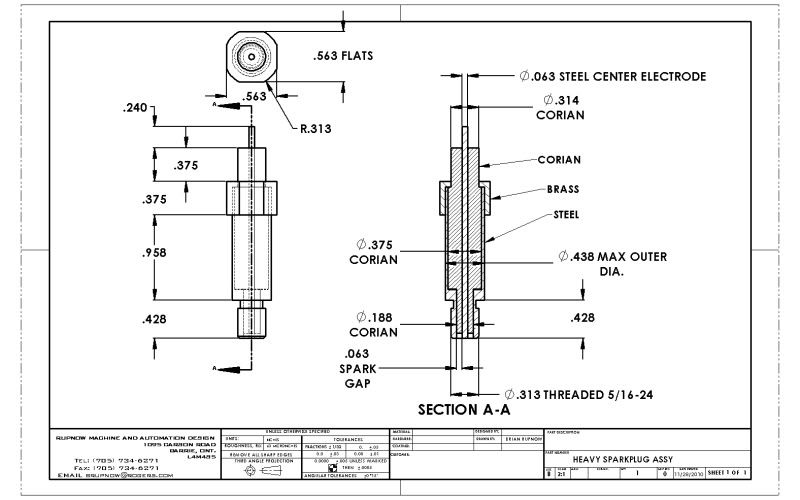



Brian Rupnow said:Somebody was suggesting a plug with a 1/4" thread, but I don't know what his source was.----Brian















![MeshMagic 3D Free 3D Modeling Software [Download]](https://m.media-amazon.com/images/I/B1U+p8ewjGS._SL500_.png)
































