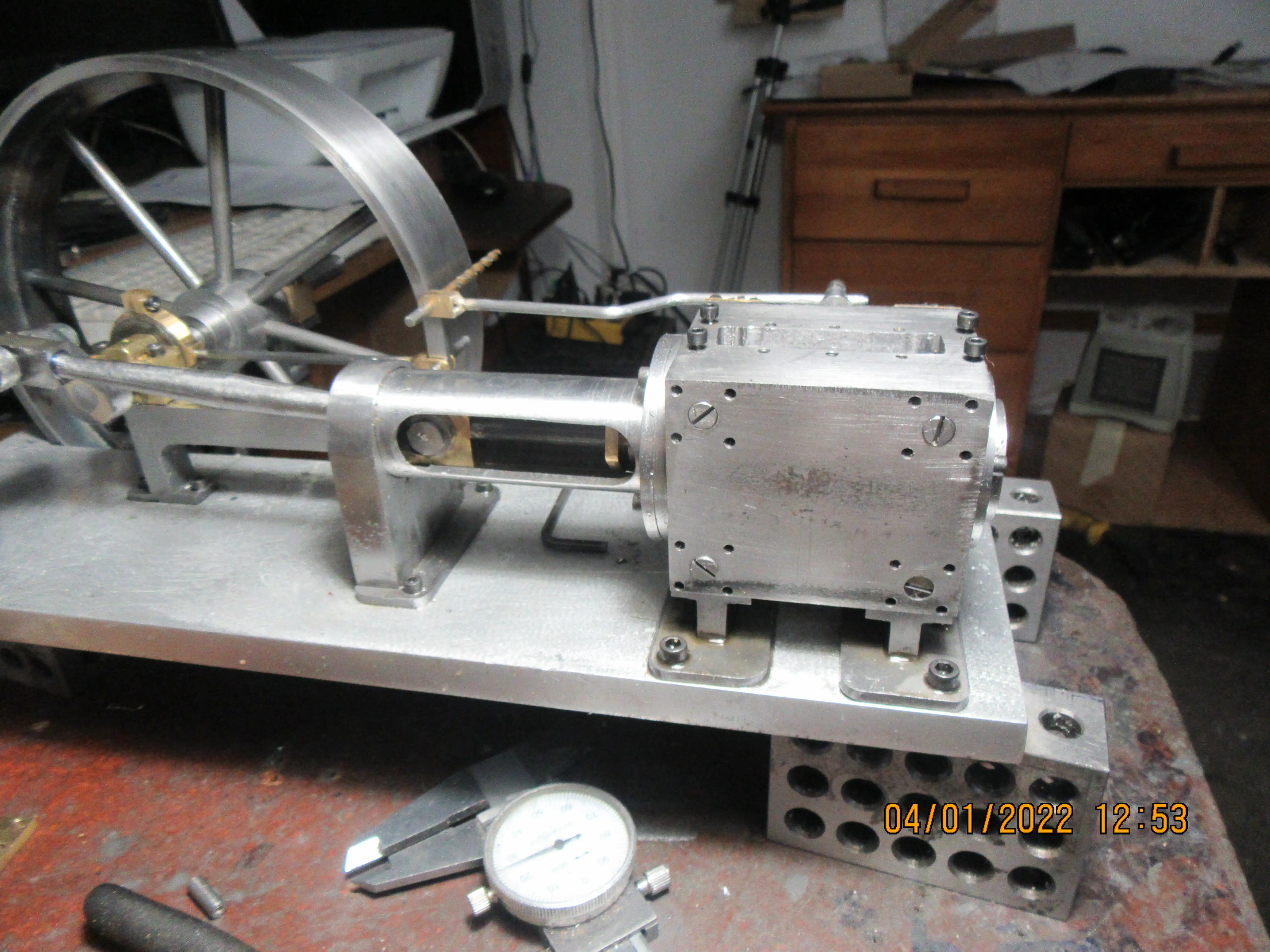
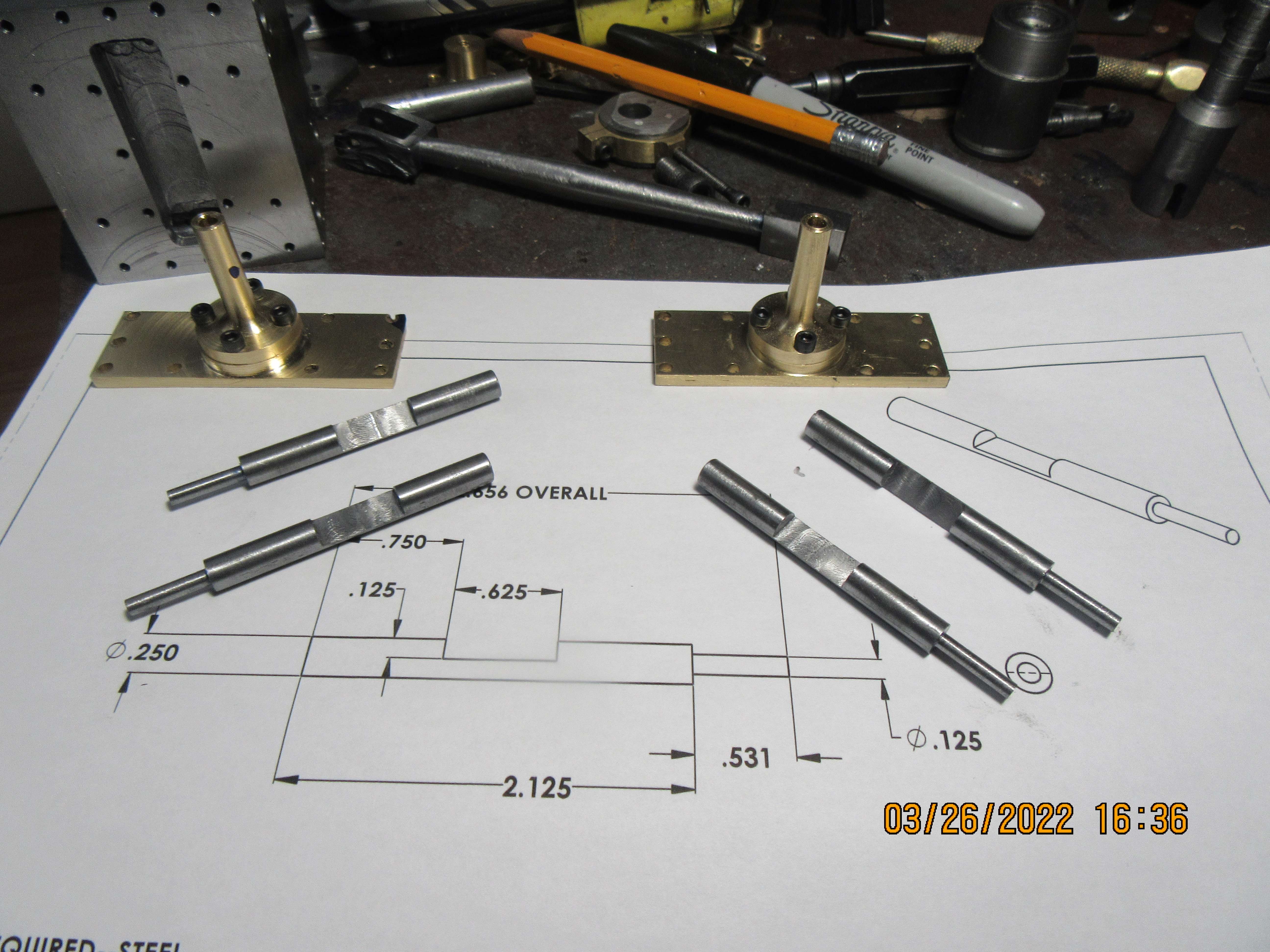
Liar,Liar, Pants on fire---I said yesterday that I only had the valves left to make. A closer look this morning showed that I had yet to make the air intake and exhaust pieces. Got it all sorted out today anyways. I think I'm going to remake the "wobble plate" that sets on the front of the cylinder block and operates all the valves. I misread my own drawing when I made it, and although it would work as is, it looks to skinny for my taste. I hope I have another piece of brass big enough to make it from. If not, it will be made from mild steel.



")



























![MeshMagic 3D Free 3D Modeling Software [Download]](https://m.media-amazon.com/images/I/B1U+p8ewjGS._SL500_.png)





















![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)