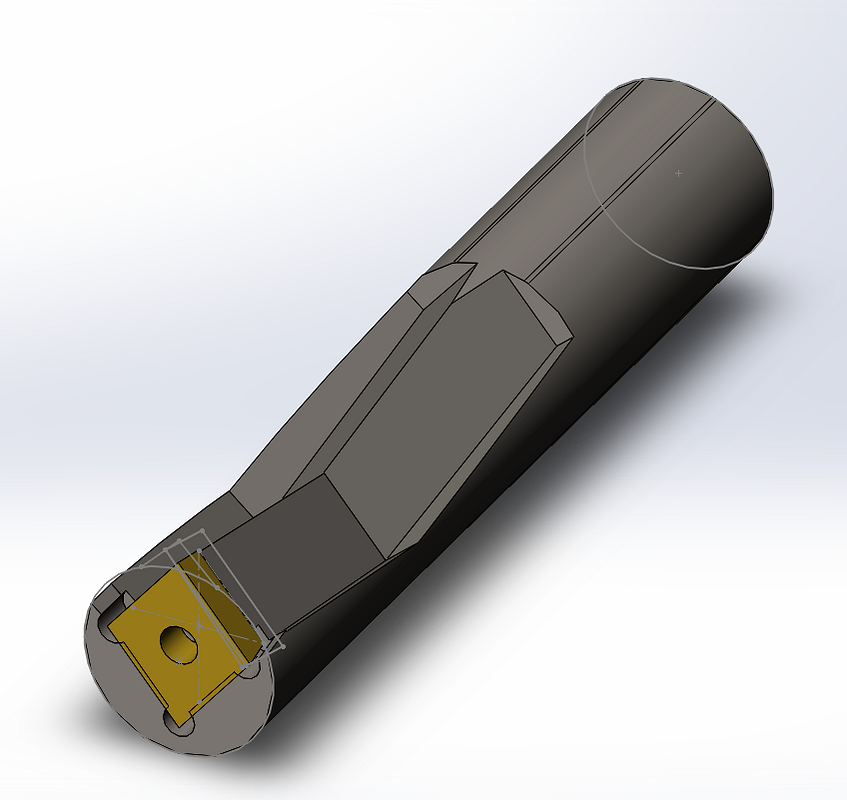
The tip of your cutter is already past the center of the chuck. You don't need to reach in any farther than that .Here is a rather shabby youtube link to the cutter being used.
[ame]http://www.youtube.com/watch?v=6ygtJFBRUOU[/ame]
[ame]http://www.youtube.com/watch?v=6ygtJFBRUOU[/ame]
Last edited:














![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)

































![MeshMagic 3D Free 3D Modeling Software [Download]](https://m.media-amazon.com/images/I/B1U+p8ewjGS._SL500_.png)