
You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
Bazmak - gearcutting
- Thread starter bazmak
- Start date




Help Support Home Model Engine Machinist Forum:
This site may earn a commission from merchant affiliate
links, including eBay, Amazon, and others.
Sensational Bazmak!!!
Those look nice - Got the feeling you'll love the cutters you ordered, less interrupt cutting, less thump thump thump going down the backbone . . .
Recent cousin Tim visit reminded me - Could you please put some large dia, hardened washers and flange nuts on your gizmos slotted hold-downs? Got that abstract image in my head of it rocking back and forth which brought the reality of cousin Tim and his rocking motor mount, busted fuel pump oil leaking truck to my door step . . .
In a reverse sort of manner - what happens when the pinch area is insufficient, it rocks - in this case to the point of failure - - - Carriage bolt for hold down, Ah No . . Solution is crude but a full length t-nut and holder, hardened washer and flange nut thingy - No more busted parts on the boat anchor that is an AA109 . Should be of steel but nothing of substance to whittle one out with . . .

Recent cousin Tim visit reminded me - Could you please put some large dia, hardened washers and flange nuts on your gizmos slotted hold-downs? Got that abstract image in my head of it rocking back and forth which brought the reality of cousin Tim and his rocking motor mount, busted fuel pump oil leaking truck to my door step . . .
In a reverse sort of manner - what happens when the pinch area is insufficient, it rocks - in this case to the point of failure - - - Carriage bolt for hold down, Ah No . . Solution is crude but a full length t-nut and holder, hardened washer and flange nut thingy - No more busted parts on the boat anchor that is an AA109 . Should be of steel but nothing of substance to whittle one out with . . .
- Joined
- Dec 12, 2012
- Messages
- 2,220
- Reaction score
- 1,288
Don't fully understand your post Foozer are you refering to my hold down bolts to the RHS index head.I am looking at minor mods to the head to increase rigidity and the fixings are one area.I was thinkinking of making some deicated large heavy washers and your post has talked me into it whether intended or not. Regards barry
Don't fully understand your post
That's normal - I and the language of communication don't always see eye to eye - One of the thumb rules from Boeing body structures was whenever a slot was encountered, fastening became one of a tension application - Use a washer of substance at least 2D the size of the fastener . . .
- Joined
- Dec 12, 2012
- Messages
- 2,220
- Reaction score
- 1,288
I successfully made a pair of brass gears for Herbie using a 5T homemade cutter.Very primitive but my thoughts turned to making a simple single tooth cutter from HSS. The initial cut at full depth would give a rack form.The cutter could then be raised and lowered a full pitch and further passes taken in order to approximate the involute form.This cutter could be used to cut any metric or imperial gear.Would be of benefit to anyone who wanted to make a few odd gears
without buying or making more expensive cutters Will give it go and let you know.I have some spare gears .I will machine one down to a suitable dia
and cut a single gear of yet to be decided DP and no of teeth.Will keep you posted
Sorry the sketch is upside down and I have just realised the cutting face must be flat and on centre line as per a D bit

without buying or making more expensive cutters Will give it go and let you know.I have some spare gears .I will machine one down to a suitable dia
and cut a single gear of yet to be decided DP and no of teeth.Will keep you posted
Sorry the sketch is upside down and I have just realised the cutting face must be flat and on centre line as per a D bit


















$426.53
DM14 Engine Build Kit, Metal Engine Build Model Great Metal Material for Engineer for Factory
Easoger Official
![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)
$0.00
DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]
Amazon.com Services LLC






$40.02
$49.99
Becker CAD 12 3D - professional CAD software for 2D + 3D design and modelling - for 3 PCs - 100% compatible with AutoCAD
momox Shop







$109.99
AmTech300 - Boiler Treatment Professional Strength (Rust Inhibitor For Outdoor Wood Boilers)
Alternative Heating & Supplies




$45.99
Sunnytech Mini Hot Air Stirling Engine Motor Model Educational Toy Kits Electricity HA001
stirlingtechonline





$649.00
$699.00
FoxAlien Masuter Pro CNC Router Machine, Upgraded 3-Axis Engraving All-Metal Milling Machine for Wood Acrylic MDF Nylon Carving Cutting
FoxAlien Official






$94.99
$109.99
AHS Woodmaster 4400 Maintenance Kit for Outdoor Wood Boiler Treatment
Alternative Heating & Supplies

$99.99
AHS Outdoor Wood Boiler Yearly Maintenance Kit with Water Treatment - ProTech 300 & Test Kit
Alternative Heating & Supplies



$39.99
$49.99
Sunnytech Low Temperature Stirling Engine Motor Steam Heat Education Model Toy Kit For mechanical skills (LT001)
stirlingtechonline




$188.98
TM NEXDYNAMI RE41157 Water Pump Compatible With/Replacement For/John Deere 6200 7400 6300 6600 6500 6400 7220 7600 7200 RE41157
VIVID MARKET CORPORATION





$160.35 ($1.43 / oz)
Replacement Combustion Chamber Kit, Burnham V8 and V8H, 1-6 Sec, 108136-01, 1129
Plumbing Planet

$443.98
TM NEXDYNAMI AT29618 Water Pump Compatible With/Replacement For John Deere 1020 1520 2020 300 301 400 401 440 440A 480 AT29618
VIVID MARKET CORPORATION



- Joined
- Dec 12, 2012
- Messages
- 2,220
- Reaction score
- 1,288
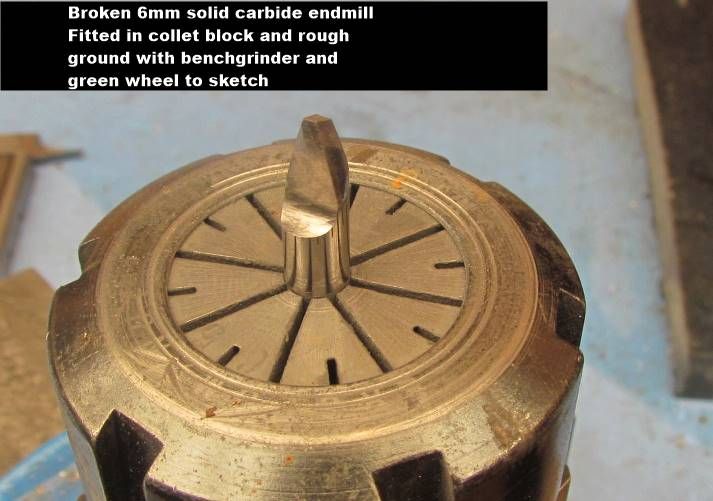
Made a start on the cutter.Started with a broken 6mm carbide endmill
Rough ground with the bench grinder and finished in the mill with
a diamond cup wheel.Must say easy peasy so far and the finish is
almost professional.Hope it works.TBC Missing photo here don't know why




Rough ground with the bench grinder and finished in the mill with
a diamond cup wheel.Must say easy peasy so far and the finish is
almost professional.Hope it works.TBC Missing photo here don't know why






- Joined
- Dec 12, 2012
- Messages
- 2,220
- Reaction score
- 1,288
I finished the single point carbide cutting tool,machined 2 surplus gears
and fitted keyed to my mandrel.Next is to try to cut the gears
May or may not be successful but will try tomorrow ,need a good fresh start
The gears I cut for Herbie were DP24.The mod 1 gears are DP 25.4
I decided to cut some with larger teeth so chose DP20 which I think are
for the Myford.Kept the PA to 20o as std and chose 2 surplus gears
to give me 44t and 30t .No particular reason other than that what I have
on my deviding plate.TBC




and fitted keyed to my mandrel.Next is to try to cut the gears
May or may not be successful but will try tomorrow ,need a good fresh start
The gears I cut for Herbie were DP24.The mod 1 gears are DP 25.4
I decided to cut some with larger teeth so chose DP20 which I think are
for the Myford.Kept the PA to 20o as std and chose 2 surplus gears
to give me 44t and 30t .No particular reason other than that what I have
on my deviding plate.TBC





- Joined
- Dec 12, 2012
- Messages
- 2,220
- Reaction score
- 1,288
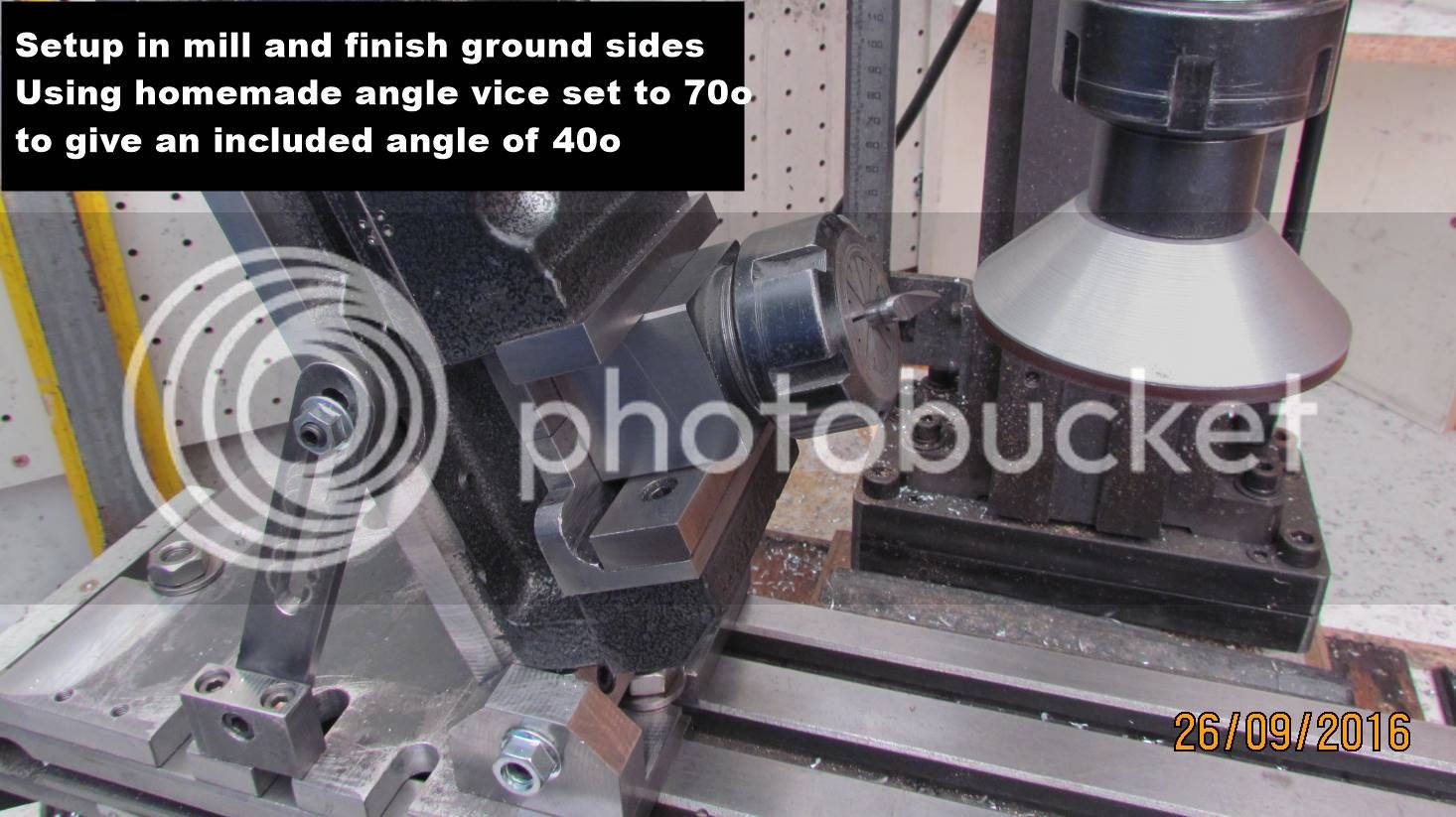
Thanks,yes I thought they were,but these are just test pieces to
mesh with each other and nothing else.I decided on the now,more common
20o PA which decides the included angle of 40o on the cutter.14.5o Pa
would mean grinding to 29o included (ACME) profile for the rack cutter
Something else I have discovered.An acme thread profile is the same as
a rack for a 14.5PA gear less the thread pitch of course
This means that an acme tap could be used as a hob to cut both spur gears
and a worm wheel ? Long learning curve.If I was 20 and not 70
mesh with each other and nothing else.I decided on the now,more common
20o PA which decides the included angle of 40o on the cutter.14.5o Pa
would mean grinding to 29o included (ACME) profile for the rack cutter
Something else I have discovered.An acme thread profile is the same as
a rack for a 14.5PA gear less the thread pitch of course
This means that an acme tap could be used as a hob to cut both spur gears
and a worm wheel ? Long learning curve.If I was 20 and not 70
Yes. You can use an Acme thread gauge or screwcutting tool gauge to grind up a 14.5* PA gearcutting tool of the rack variety.
However, I broke down yesterday and ordered a proper 32DP 14.5PA gear cutter from RDG so I can complete my GHT dividing head. Single point cutter on steel gear of that size is just too time consuming and too hard on my poor old lathe's already worn cross slide and headstock, I decided in the end.
I probably could have just bought the gear from Hemingway kits for about the same price, if they ever bothered to answer their emails.
Too bad that eBay supplier with the cheap module cutters does not do 0.8 module, equivalent(ish) to 32DP!
However, I broke down yesterday and ordered a proper 32DP 14.5PA gear cutter from RDG so I can complete my GHT dividing head. Single point cutter on steel gear of that size is just too time consuming and too hard on my poor old lathe's already worn cross slide and headstock, I decided in the end.
I probably could have just bought the gear from Hemingway kits for about the same price, if they ever bothered to answer their emails.
Too bad that eBay supplier with the cheap module cutters does not do 0.8 module, equivalent(ish) to 32DP!
- Joined
- Dec 12, 2012
- Messages
- 2,220
- Reaction score
- 1,288
Yes I have the 14.5o gauge for acme threads,but these 2 gears will only mesh with each other.Just going thru the motions of proving the single point tool concept
I have just successfully cut the 44t gear in mild steel and will post details when I have done the 30t and checked mesh and centres etc.Will keep you posted
I have just successfully cut the 44t gear in mild steel and will post details when I have done the 30t and checked mesh and centres etc.Will keep you posted
- Joined
- Dec 12, 2012
- Messages
- 2,220
- Reaction score
- 1,288
After a few minor mods to reduce play and increase rigidity
I set up the dividing head in the mill and the single point cutter
Starting with the 44t and depth set at .5mm I cut a few teeth
Cutter seems to work well so increased to 1mm and then 1.5mm
depth of cut.Still Ok.Then tried 2mm deep but started to get bounce
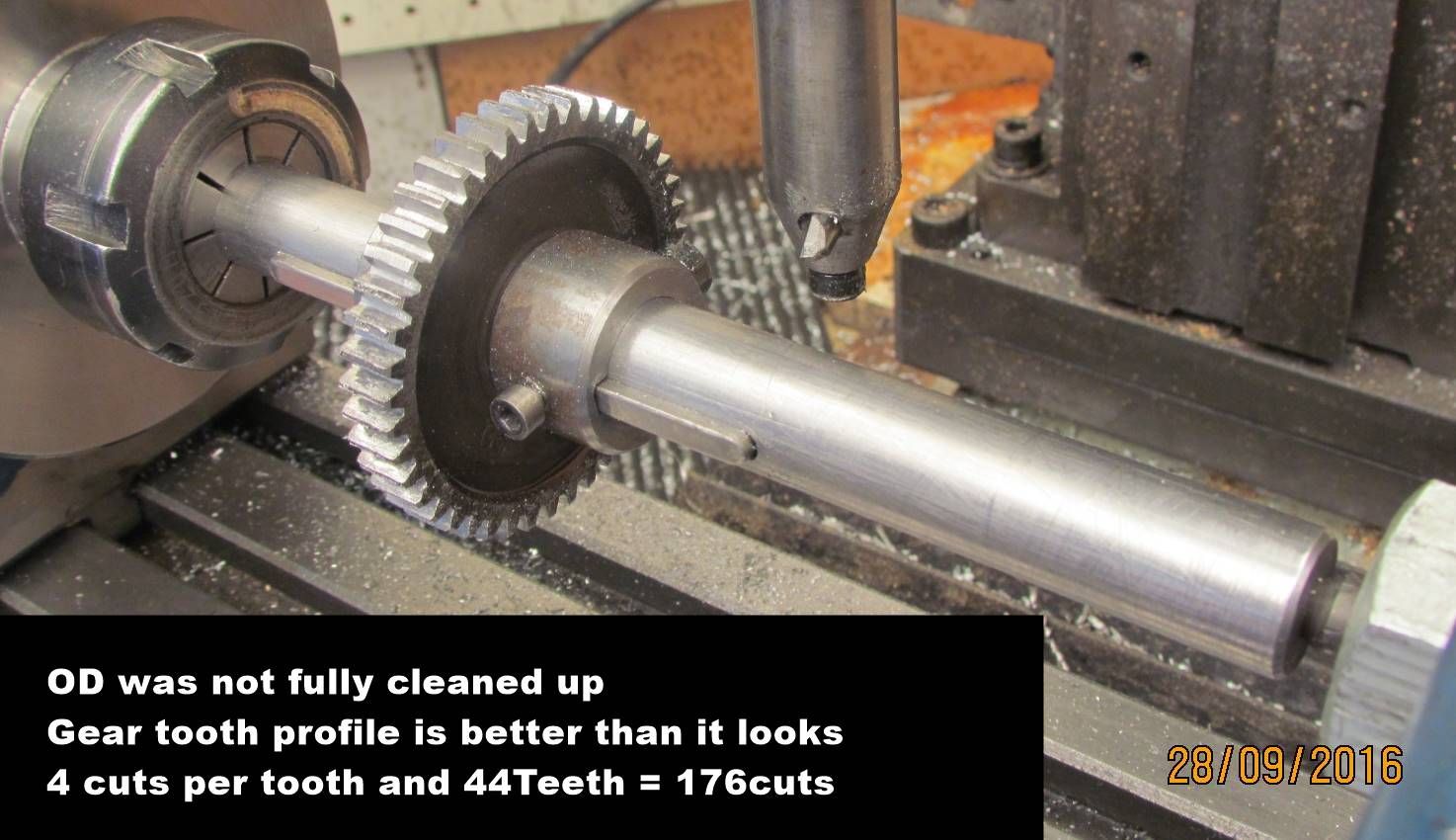
Set back to 1.5mm depth and finished all teeth.Then cut again at 1.25mm
to get full depth of 2.75mm.I then raised the cutter x 1 tooth pith (4mm)
and skimmed the teeth,lowered x 8mm and repeated.Tooth form looks ok but bad burrs.I then tried raisig and lowering x 2 pithes 8mm but no cutting
Conclusion is that except for large gears a 3t cutter will suffice and a 5t is not needed.For the 30t gear I repeated except first cut at 1mm,2nd at 1mm and
3rd at .75mm depth.Much easier but cutter starting to blunt.Touched up with a diamond file and took the 2 more involute passes
Conclusions.A 3t cutter from silver steel is ok for alum brass etc but not steel
A single t cutter from HSS or carbide is ok for steel
The cutter is easy to shape 40o included angle for 20DP,29o for 14.5DP etc
The width of the front end of the tool needs to be ground 1/4 of tooth pitch
PROS A single tooth can be easily made cheaply to cut any gear satisfactory
CONS A satisfactory but not Proffessional job.Too many cuts ball aching job
Works well for a small no of self meshing gears or replace for existing
Next job is to turn 2 cast iron blanks and make a pair of larger tooth gears
for a better idea of tooth form TBC



I set up the dividing head in the mill and the single point cutter
Starting with the 44t and depth set at .5mm I cut a few teeth
Cutter seems to work well so increased to 1mm and then 1.5mm
depth of cut.Still Ok.Then tried 2mm deep but started to get bounce
Set back to 1.5mm depth and finished all teeth.Then cut again at 1.25mm
to get full depth of 2.75mm.I then raised the cutter x 1 tooth pith (4mm)
and skimmed the teeth,lowered x 8mm and repeated.Tooth form looks ok but bad burrs.I then tried raisig and lowering x 2 pithes 8mm but no cutting
Conclusion is that except for large gears a 3t cutter will suffice and a 5t is not needed.For the 30t gear I repeated except first cut at 1mm,2nd at 1mm and
3rd at .75mm depth.Much easier but cutter starting to blunt.Touched up with a diamond file and took the 2 more involute passes
Conclusions.A 3t cutter from silver steel is ok for alum brass etc but not steel
A single t cutter from HSS or carbide is ok for steel
The cutter is easy to shape 40o included angle for 20DP,29o for 14.5DP etc
The width of the front end of the tool needs to be ground 1/4 of tooth pitch
PROS A single tooth can be easily made cheaply to cut any gear satisfactory
CONS A satisfactory but not Proffessional job.Too many cuts ball aching job
Works well for a small no of self meshing gears or replace for existing
Next job is to turn 2 cast iron blanks and make a pair of larger tooth gears
for a better idea of tooth form TBC





Nice work there Bazmak. Thanks for sharing your results. Saved the rest of us some time consuming experimenting. Would you maybe get less spring in the tool at heavier cuts if the shank holding the HSS toolbit were shorter?
- Joined
- Dec 12, 2012
- Messages
- 2,220
- Reaction score
- 1,288
Probably,i am still experimenting.Larger dia carbide or HSS and larger dia stubbier holder would help.Most of the bounce seems to be in the index head
I have always found it easier to make improvements in stages,then you know which ones are the most effective.TBC
I have always found it easier to make improvements in stages,then you know which ones are the most effective.TBC
- Joined
- Dec 12, 2012
- Messages
- 2,220
- Reaction score
- 1,288
When I first bought my mill one of the tools I wanted was a 50mm
RCT face mill.The cost was about $130 and my homemade flycutter
worked well so I never bothered.When browsing ebay I saw the same face mill
with R8 arbor and 10 carbide tips for $65.What also caught my eye was
that the arbor had a 22mm spigot,the same as the bore on the involute cutters
Could as use the same.You betya so I ordered one.All arrived,so I made a keyed blank to fit the arbor and silver soldered a half key to fit the cutter
Also made a clamping nut.Works well.Now to try the facemill and the involute cutter arbor.2 tools for half the price of one

RCT face mill.The cost was about $130 and my homemade flycutter
worked well so I never bothered.When browsing ebay I saw the same face mill
with R8 arbor and 10 carbide tips for $65.What also caught my eye was
that the arbor had a 22mm spigot,the same as the bore on the involute cutters
Could as use the same.You betya so I ordered one.All arrived,so I made a keyed blank to fit the arbor and silver soldered a half key to fit the cutter
Also made a clamping nut.Works well.Now to try the facemill and the involute cutter arbor.2 tools for half the price of one


That's the way to do it Baz, if you ain't got it, adapt it.
John
John
- Joined
- Dec 12, 2012
- Messages
- 2,220
- Reaction score
- 1,288
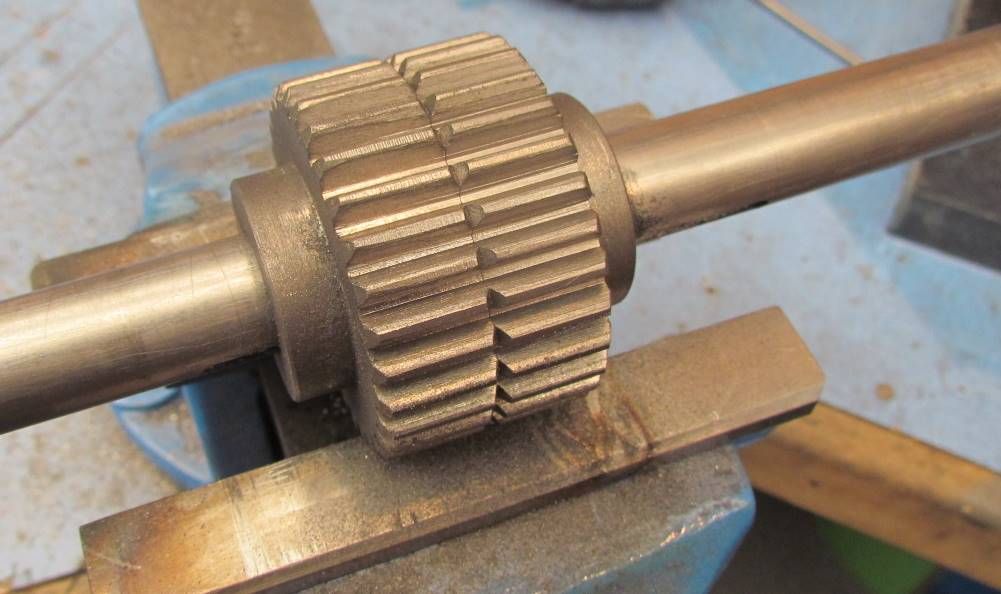
Next test was to cut a larger tooth gear in cast iron
So I turned up a couple of blanks to make a pair
of 16DP - 30 tooth gears.First I reground the single point tool
at the front to give me a width of pitch/4 and honed the edges
I also made a new detent pin for the indexer and 2 10thk clamping washers
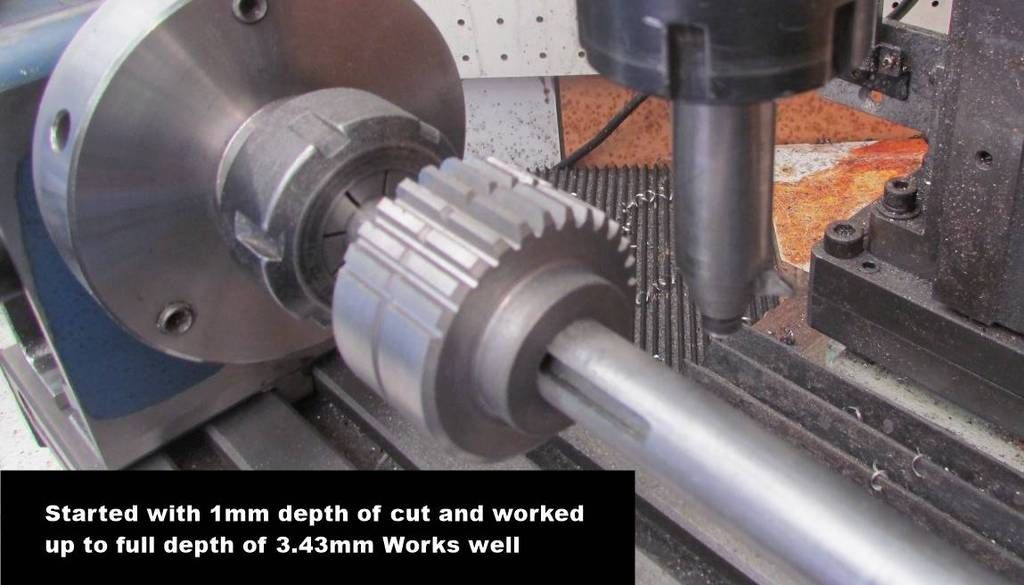
for a more rigid fix to the table.I started with a depth of cut of 1mm for the
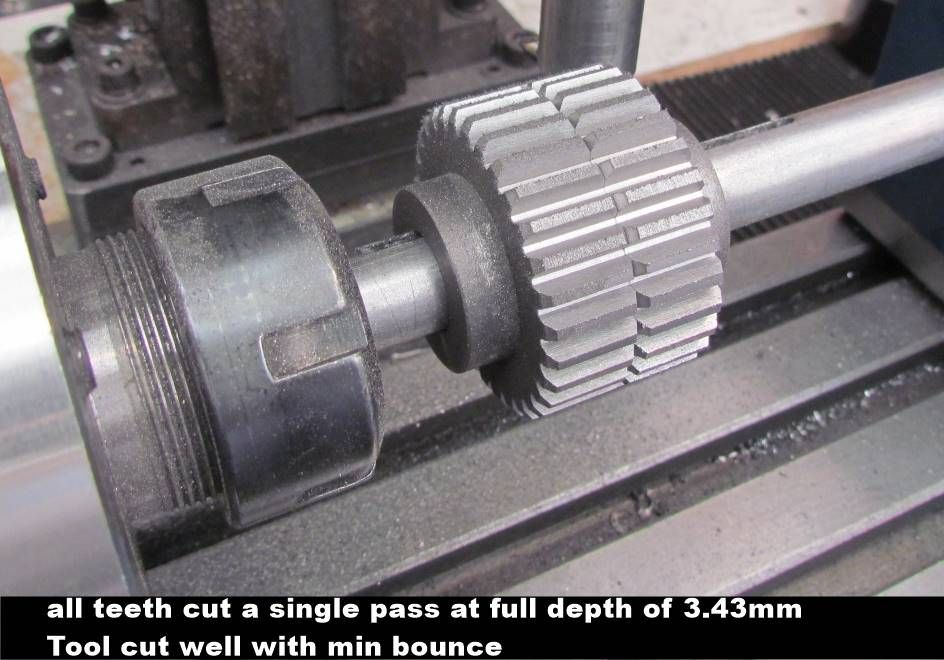
first couple of teeth.Then I cut a couple more at 2mm,finally tried the full depth
of cut at 3.43mm.The setup was much improved and much more rigid so
I proceeded to cut all the teeth at 1 pass.Then raised the cutter 1 tooth and took the second cut all round,lowered by two teeth and repeated.Teeth were not perfect but much improved.Very happy with the result.Any minor niggles are down to the homemade indexer and not the basic principle of the single
point cutter.In a few weeks I have gone from knowing nothing to be confident
in cutting any size/pitch gear with a homemade single point tooth
I have cut Mod 1,16-20and 24 dp gears.That would require 32 involute cutters.Next I will try the 4 involute cutters I bought for Mod1


So I turned up a couple of blanks to make a pair
of 16DP - 30 tooth gears.First I reground the single point tool
at the front to give me a width of pitch/4 and honed the edges
I also made a new detent pin for the indexer and 2 10thk clamping washers
for a more rigid fix to the table.I started with a depth of cut of 1mm for the
first couple of teeth.Then I cut a couple more at 2mm,finally tried the full depth
of cut at 3.43mm.The setup was much improved and much more rigid so
I proceeded to cut all the teeth at 1 pass.Then raised the cutter 1 tooth and took the second cut all round,lowered by two teeth and repeated.Teeth were not perfect but much improved.Very happy with the result.Any minor niggles are down to the homemade indexer and not the basic principle of the single
point cutter.In a few weeks I have gone from knowing nothing to be confident
in cutting any size/pitch gear with a homemade single point tooth
I have cut Mod 1,16-20and 24 dp gears.That would require 32 involute cutters.Next I will try the 4 involute cutters I bought for Mod1





Love that fresh cut cast iron - Organic Artwork . . .
- Joined
- Dec 12, 2012
- Messages
- 2,220
- Reaction score
- 1,288
I love cutting cast iron,the crisp finish with no burrs far outweighs the
dirty mess the chips leave.Cutting like butter,soft to cut yet hard for the application and it seems to absorb the vibrations more even when cutting dry
I think I would use CI over steel for all gears.Brass is also good and alum
acceptable.Havent tried plastics or tufnol yet,will leave that until I have a purpose
for the gears
dirty mess the chips leave.Cutting like butter,soft to cut yet hard for the application and it seems to absorb the vibrations more even when cutting dry
I think I would use CI over steel for all gears.Brass is also good and alum
acceptable.Havent tried plastics or tufnol yet,will leave that until I have a purpose
for the gears
Similar threads
- Replies
- 11
- Views
- 2K