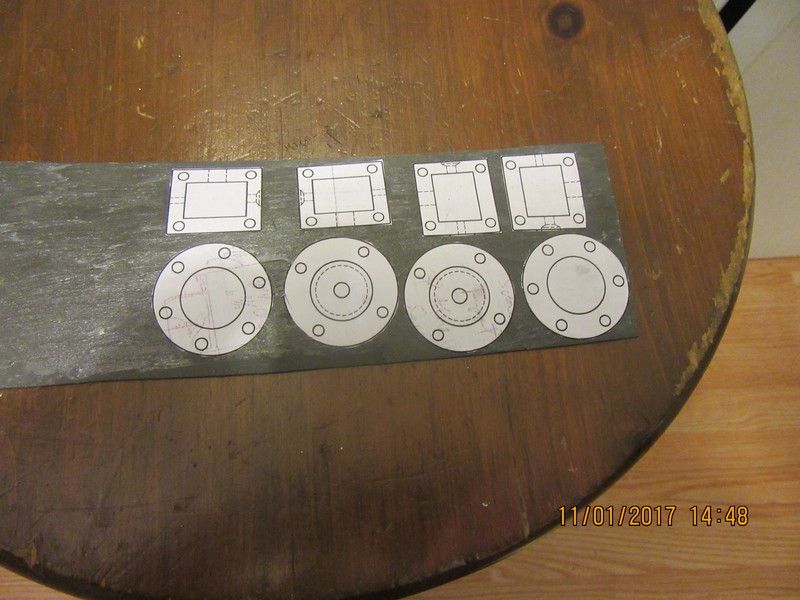
Here we have the ultimate in "low tech" gasketry. Print the parts the gaskets are going onto at 1:1 scale, cut them out and use a glue stick to stick them onto a piece of .030" general purpose gasket from the automotive supplier in town. When the glue is dry I use scissors to cut the outer profiles, an exacto knife for the inner surfaces, and a leather punch for all the bolt holes.

















































![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)