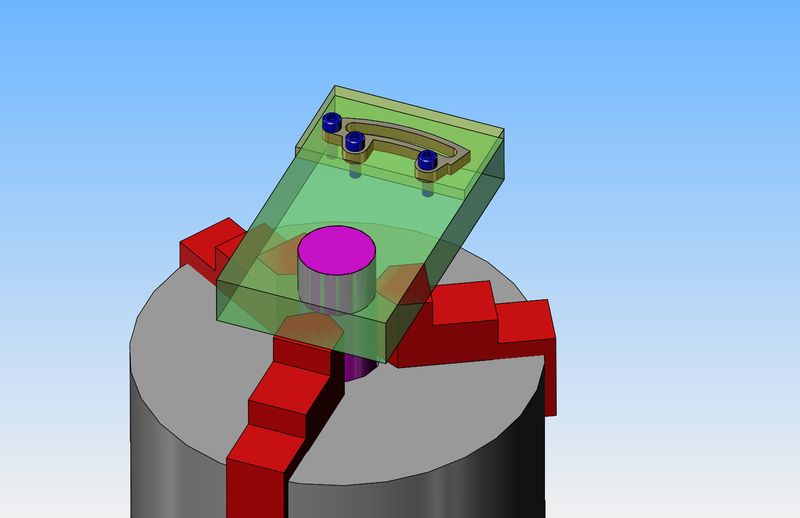
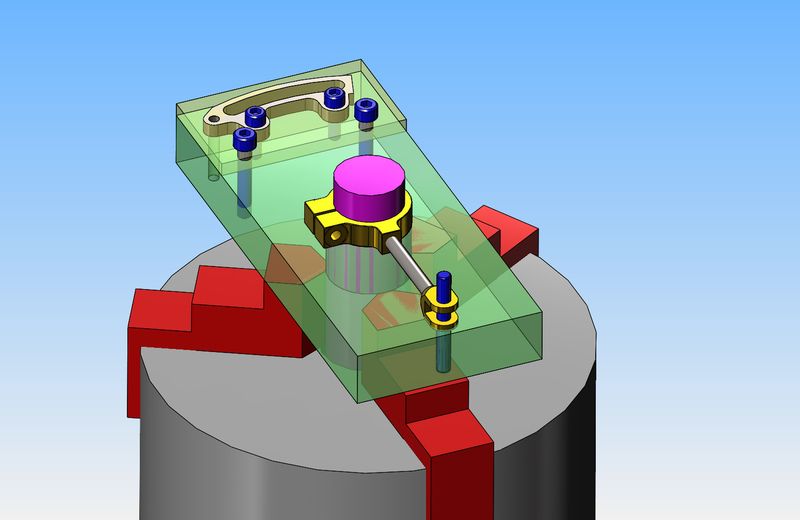
This is sorta/kinda what I had in mind. The green plate is 1/2" thick aluminum with a red 3/4" shaft 3" long hard press fitted to it. The red 3/4" shaft is held in the chuck jaws, The chuck is bolted to the top of my rotary table. The yellowish colored plate is 1/8" thick steel from which the finished link will be cut. Three #4-40 threads will be tapped in the 1/2" aluminum plate, and three "size on size" corresponding holes will be drilled thru the yellow coloured steel plate to hold it in place during the milling operation. The center of the red round part in the chuck is concentric to the center of the slot being cut in the link, and is centered under the mill quill. Since the rotary table will be locked until all of the holes are drilled, I can probably drill holes at the ends of the inside arc at the same time. Then when the rotary table is unlocked to begin cutting the arced slot, the drilled holes will tell me when to stop cutting at either end of the milled arc



















































![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)