Thought I would post a few pictures ...
Here is where it all started ... 2" x 8' Aluminum stock ... cut so that I could make 3 cylinders at time.
Turned it down to about 1.8" then cut in 3 pieces (this should look familiar see Stew's build log).
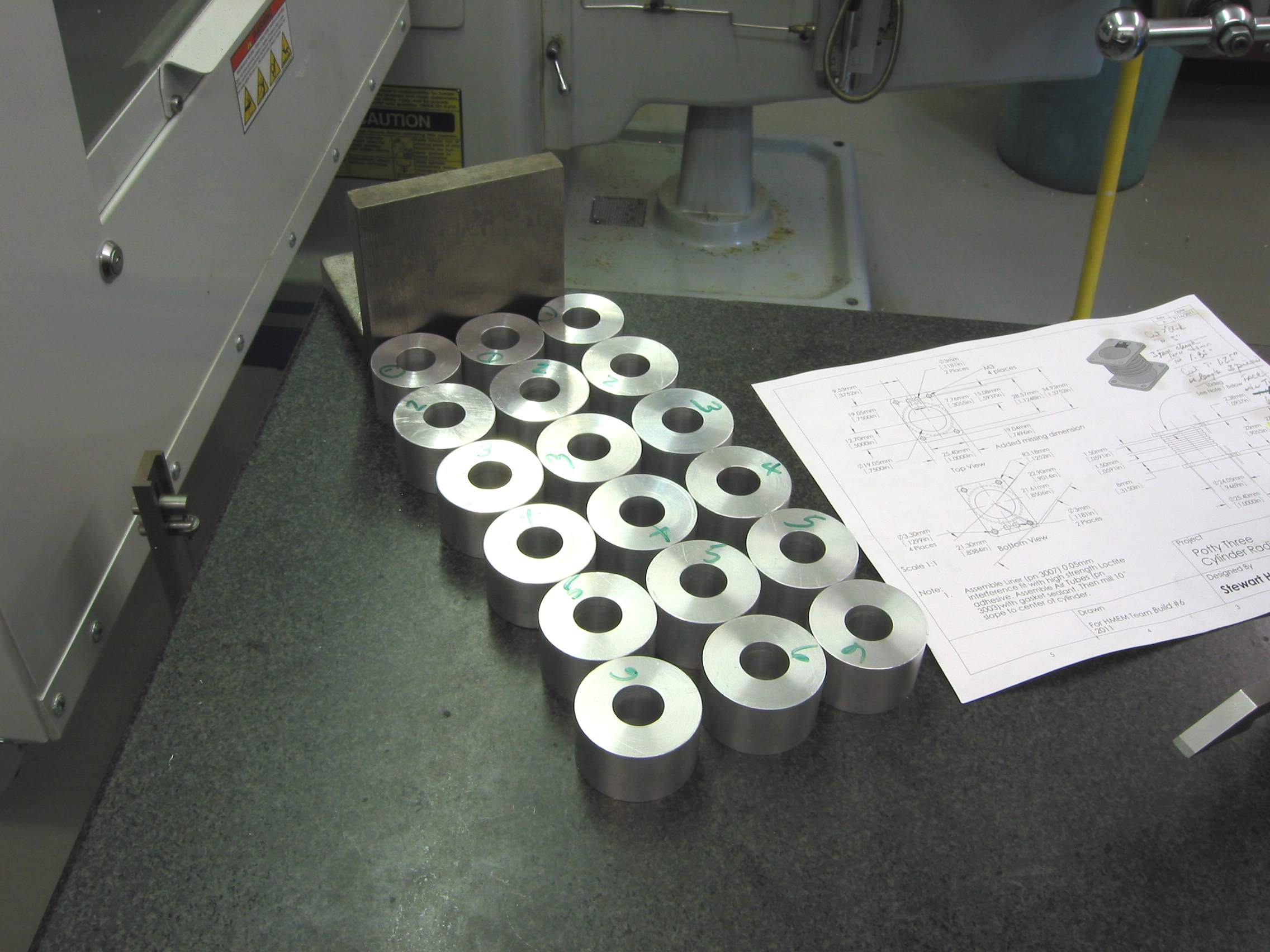
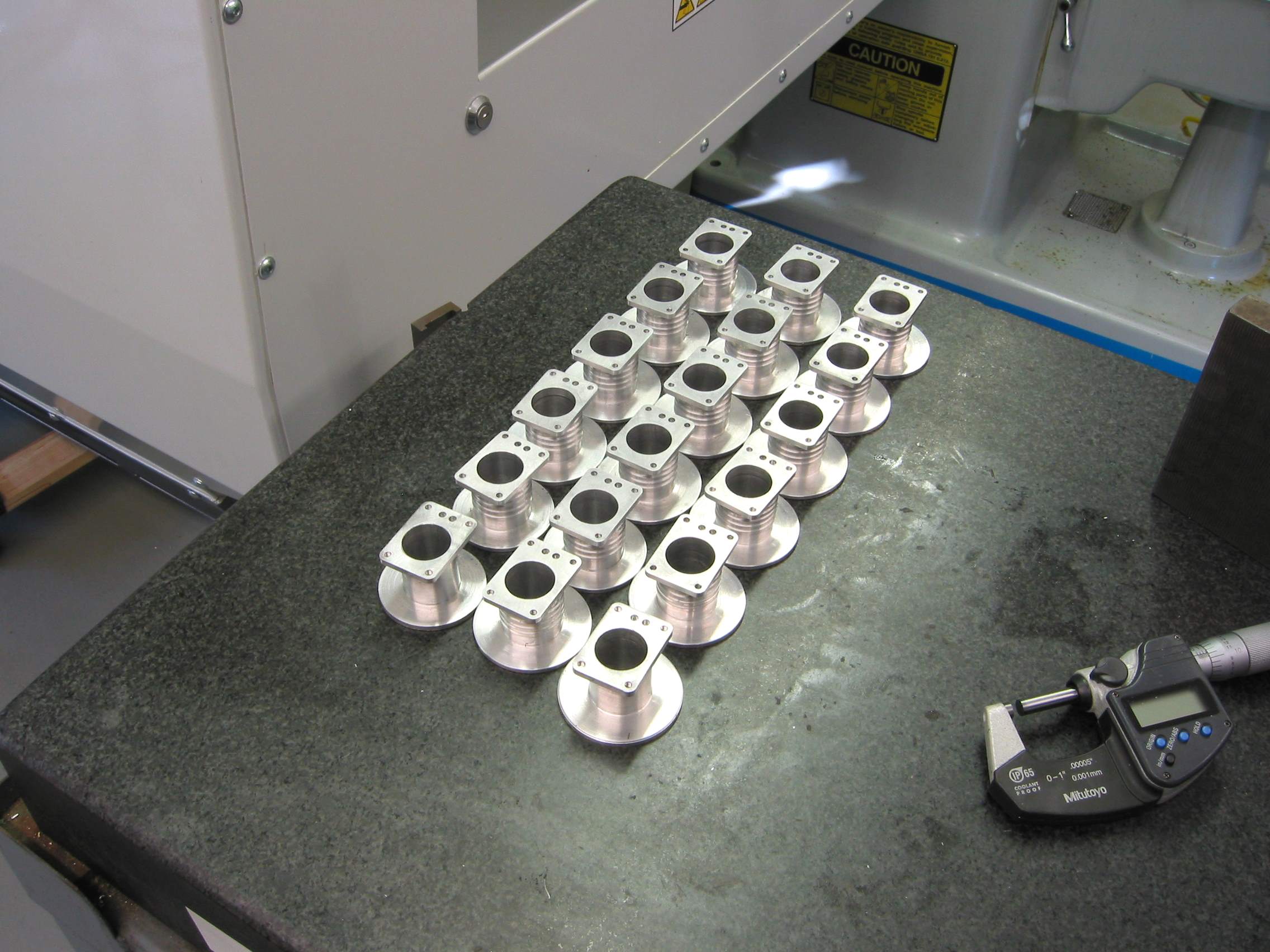
Here are 18 future Cylinders 3 extras
All 18 with the .75" hole for the Liner
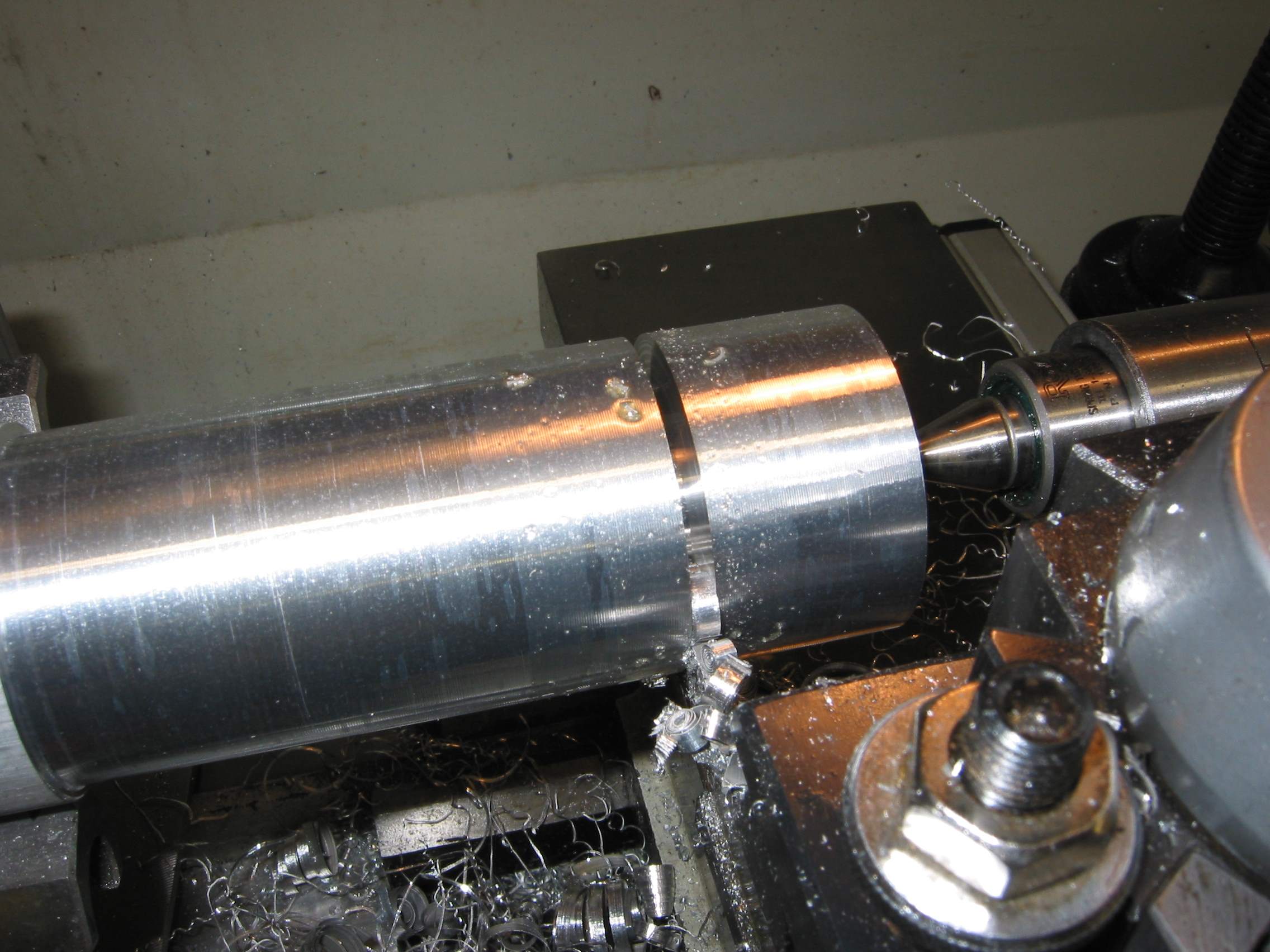
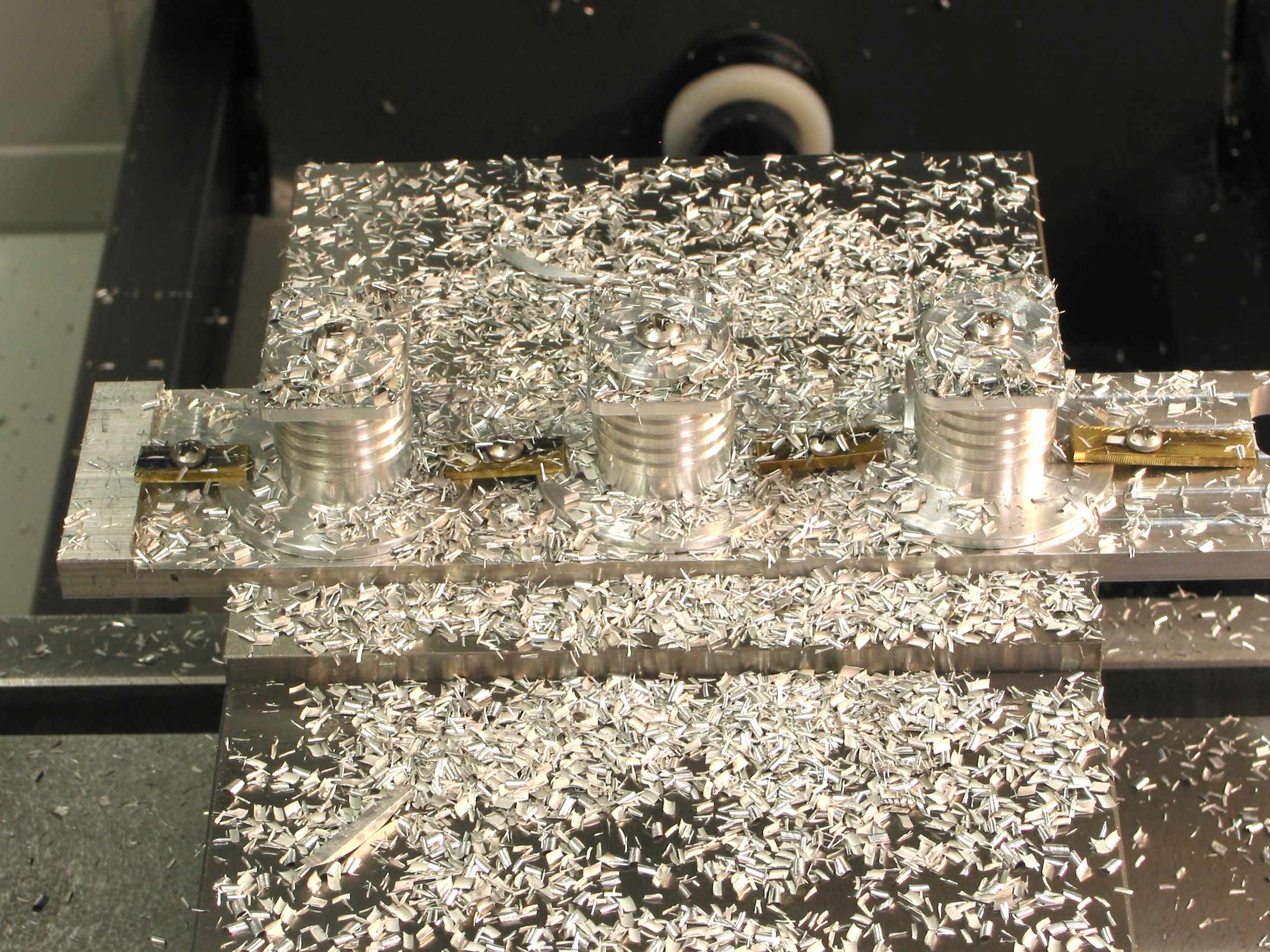
Machining the fins OD using a cutoff blade ... last cut .002 or less. Using a maderal.
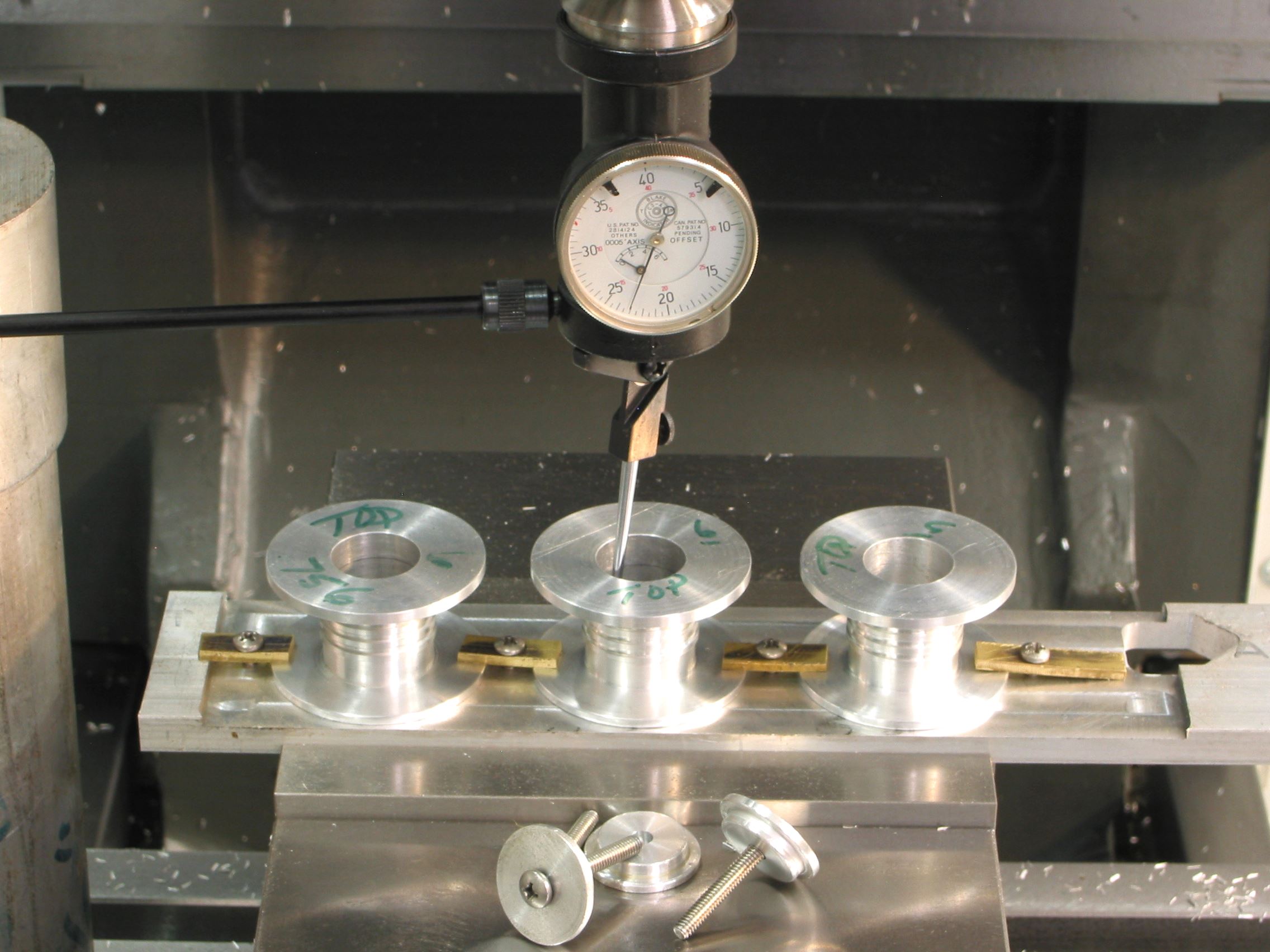
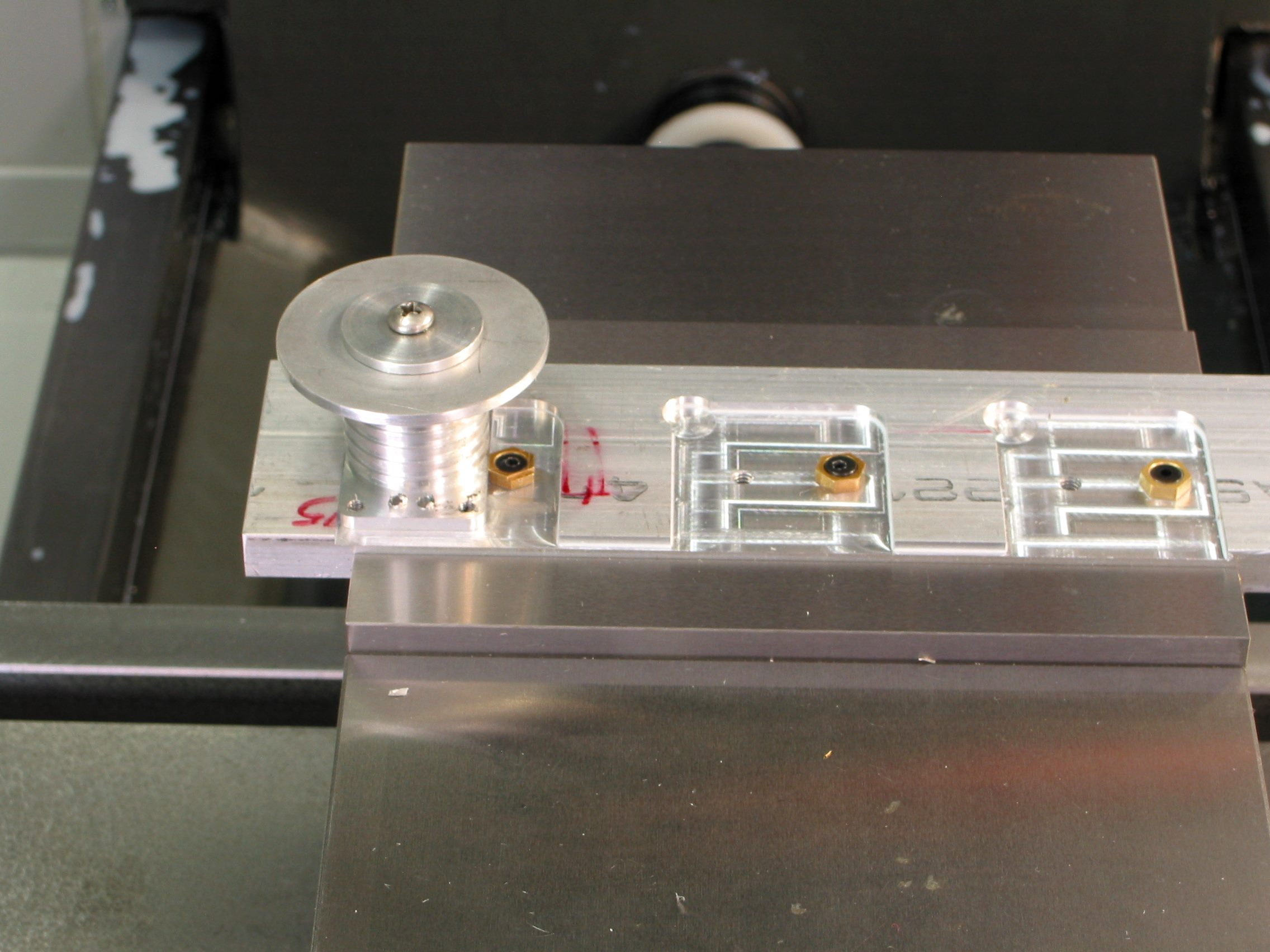
Jumping ahead a little. This chunk of Aluminum was milled down about .1" while in the vise.
This insures that the Cylinders are perpendicular to the spindle. The bottom was machine
on the lathe so it is also be perpendicular the hole. The Co-axial was used to find the center to set
G54, G55 and G56 XY locations on the CNC. The XY was adjusted for zero deflection while the
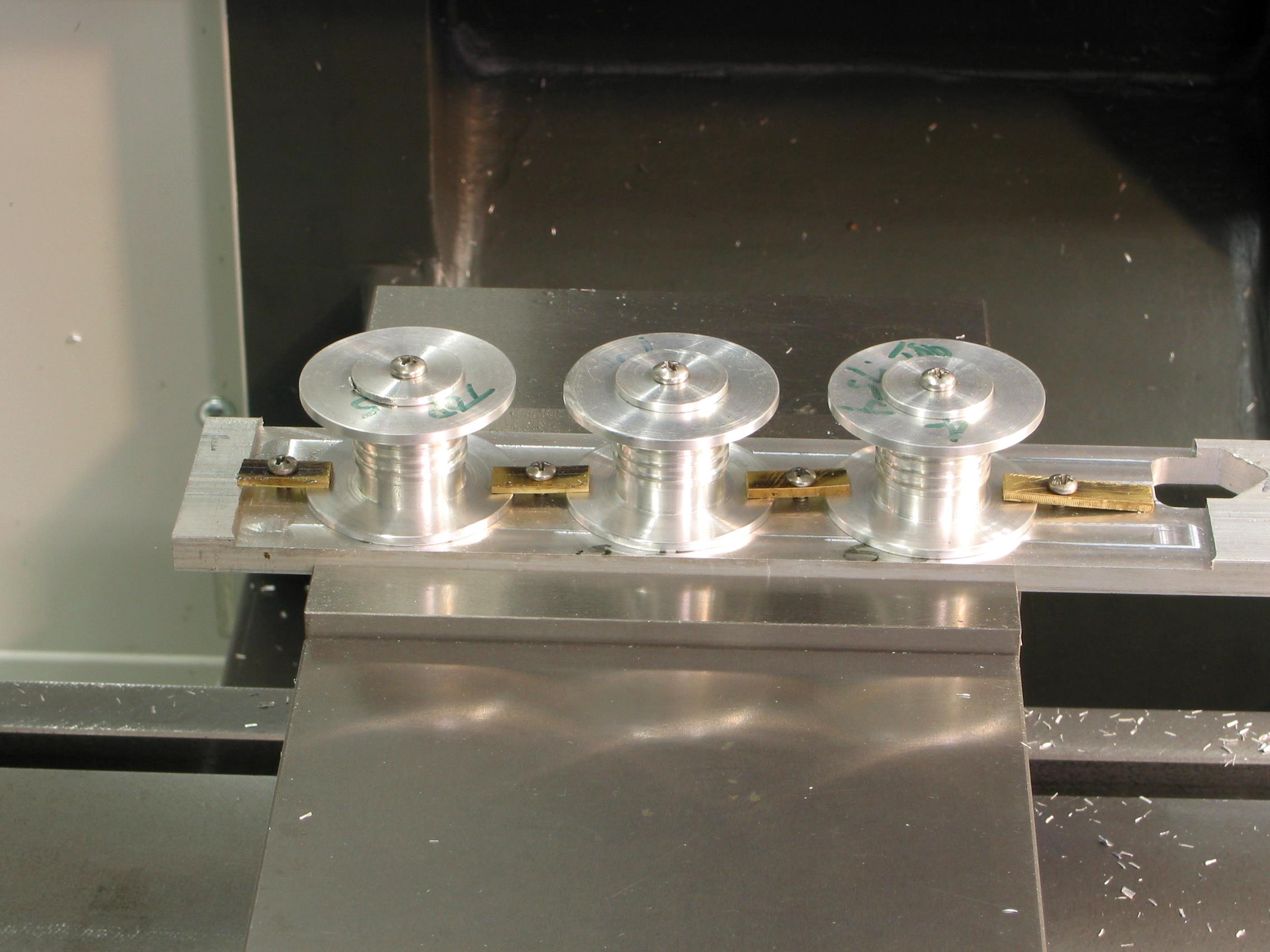
spindle was turning at about 50 RPMs. Once done the tops caps were installed to provide the hold down
force while machining the top sides. This operation Drilled, Taped and formed the rectangular top.
Ready to push that start button ...
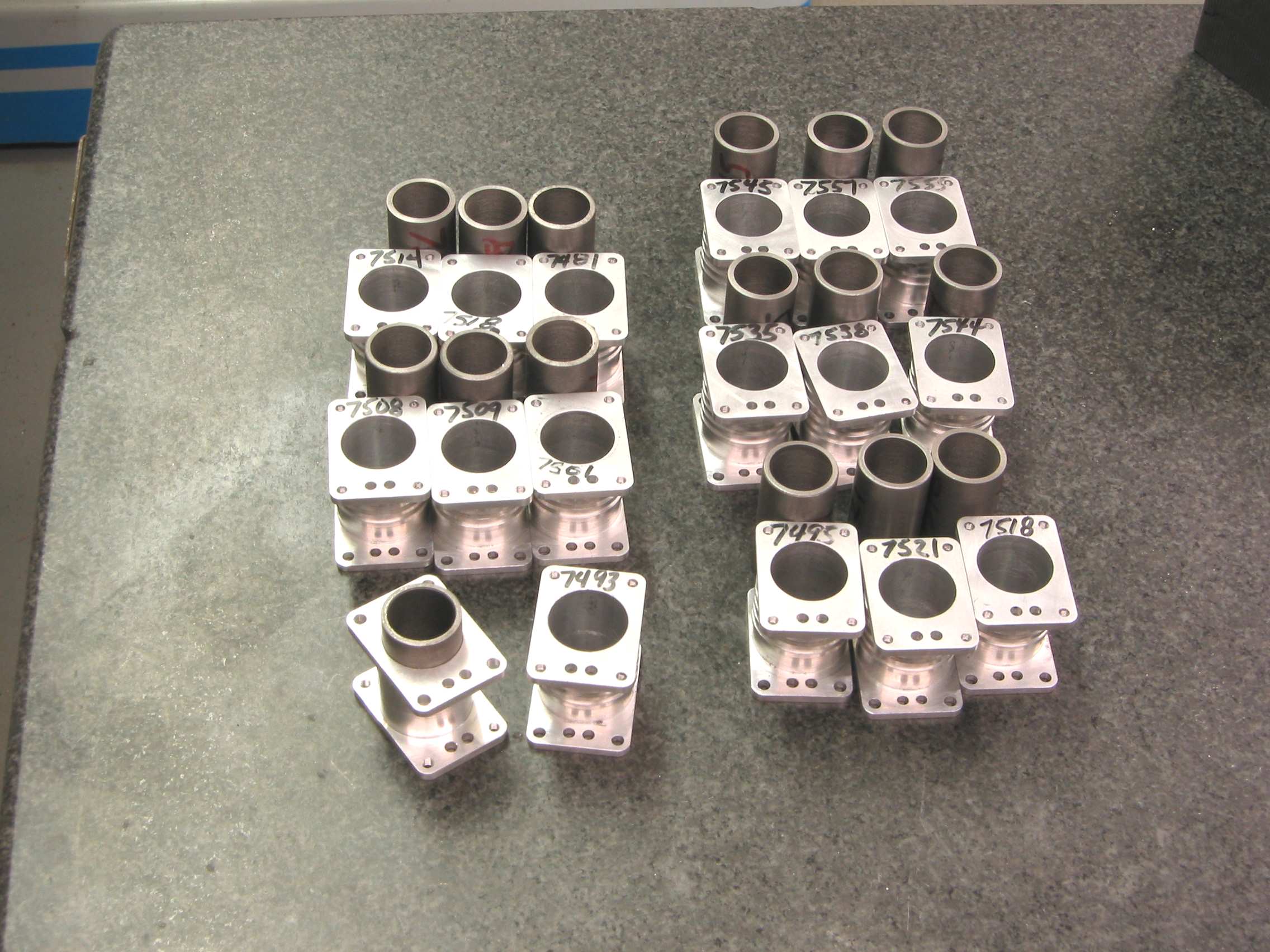
After about 4 minutes this is what you get ...
To be continued ... I have about 6 more pictures that I will post later.
Pat





")