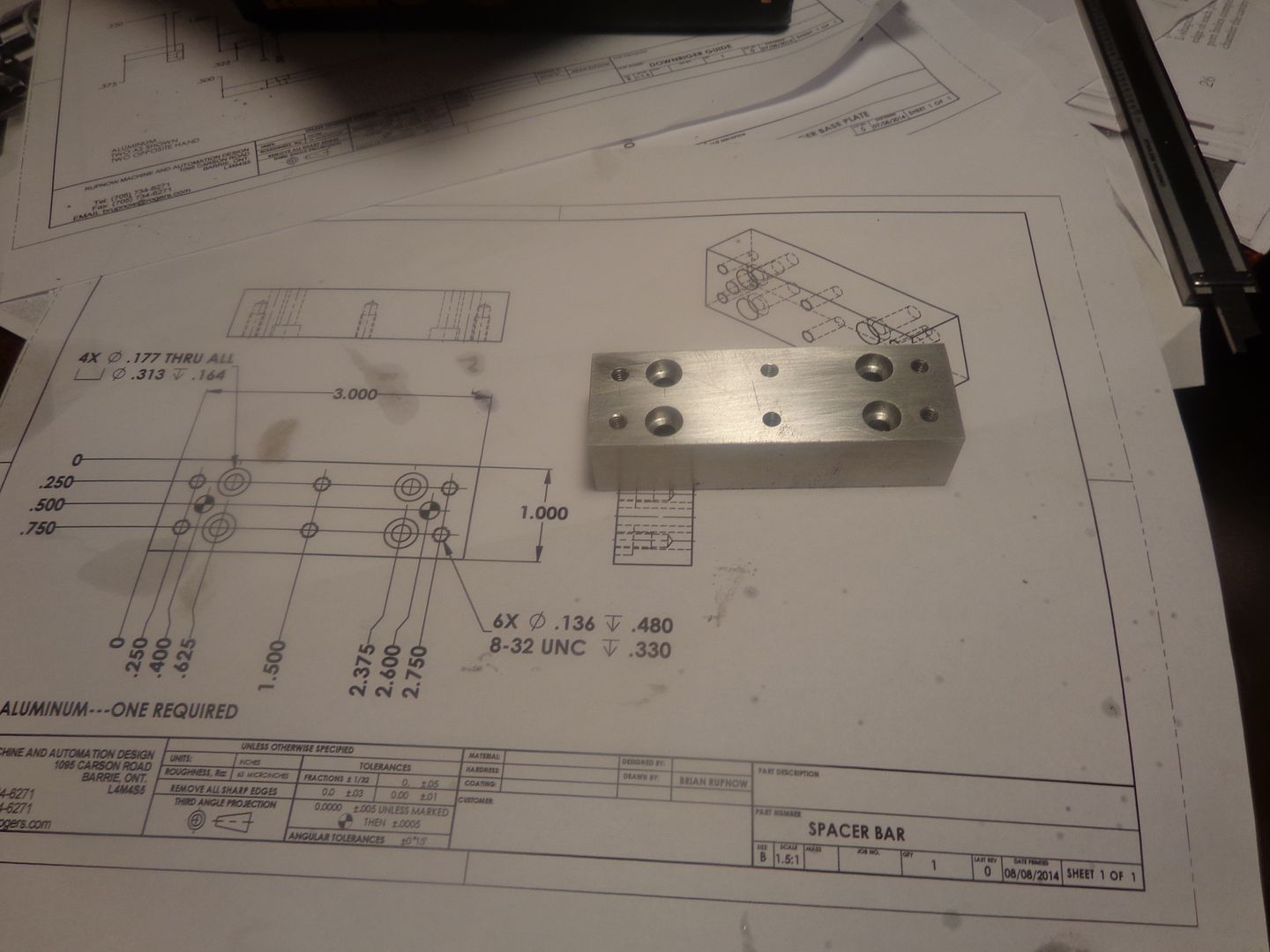
This morning I got bored!! Daughter is getting married next week---whole week will be crazy. Customer is squealing like a pig wanting me to come over to his factory and do some design on a new machine, but I can't because I'm waiting for a courier to bring me a new Solidworks disc. A friend wants me to machine some mounts for his new fishing downrigger but I'n waiting on material.---And yesterday I just bought a second house!!!--However, being stuck between all things and unable to do any of them, I decided to machine something this morning.----So---I rooted around in my scrap bin and found a piece of aluminum big enough to make the spacer bar that fits between the backplate and the crankase on my fall project engine.

You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
A new engine for fall---
- Thread starter Brian Rupnow
- Start date




Help Support Home Model Engine Machinist Forum:
This site may earn a commission from merchant affiliate
links, including eBay, Amazon, and others.
Sent out a list of bearings and bushings for the new engine to my bearing supplier.--Wouldn't you know it----Their system is down!!---I may just go upstairs and drink wine for the rest of the day!!!
REQUEST FOR PRICE AND DELIVERY
ONESEALED NEEDLE ROLLER BEARING .25 I.D. X 0.478 O.D. X 0.375 LONG #SCE46PP INA
ONE--- SEALED NEEDLE ROLLER BEARING .375 I.D. X 0.563 O.D. X 0.5 LONG #SCE68PP INA
TWO SEALED BALL BEARINGS ½ I.D. X 1.125 O.D. X 0.5 LONG #R1616-2RS RBI
ONE OILITE BRZ. BUSHING 3/8 I.D. X ½ O.D. X 1/2 LONG
ONE OILITE BRONZE BUSHING 3/8 I.D. X 5/8 O.D. X ¾ LONG
TWOOILITE BRONZE BUSHINGS 3/8 I.D. X ½ O.D. X 1 LONG
REQUEST FOR PRICE AND DELIVERY
ONESEALED NEEDLE ROLLER BEARING .25 I.D. X 0.478 O.D. X 0.375 LONG #SCE46PP INA
ONE--- SEALED NEEDLE ROLLER BEARING .375 I.D. X 0.563 O.D. X 0.5 LONG #SCE68PP INA
TWO SEALED BALL BEARINGS ½ I.D. X 1.125 O.D. X 0.5 LONG #R1616-2RS RBI
ONE OILITE BRZ. BUSHING 3/8 I.D. X ½ O.D. X 1/2 LONG
ONE OILITE BRONZE BUSHING 3/8 I.D. X 5/8 O.D. X ¾ LONG
TWOOILITE BRONZE BUSHINGS 3/8 I.D. X ½ O.D. X 1 LONG
Damn!!!---And I mean that with all my heart!!! Three weeks ago I called Canadian Bearings and inquired about the sealed needle bearings, their sizes, and the fact that they could be sealed. Got the green light on everything, so went ahead and designed the engine based on that info. Today I sent out a request for quote for all bearings bushings, etcetera on the engine to Canadian Bearings. Just got an answer back----The 1/4" needle bearings I planned on using for the wrist pin (gudgeon pin) are not available anywhere in North America. The 3/8" needle bearings for the big end are available, but they are no longer selling them as "sealed" bearings. This doesn't totally beat me, because I can still go to a 3/8" needle bearing at the wrist pin--(I do have sufficient room). The only pain in the arse is that now the rod bearings will have to be manually oiled. Oh well, none of this is a deal breaker, but it sure annoys me!!! (All the bearings and bushings including taxes came to about $40 Canadian, including taxes.)
- Joined
- Aug 16, 2013
- Messages
- 1,068
- Reaction score
- 815
Sent out a list of bearings and bushings for the new engine to my bearing supplier.--Wouldn't you know it----Their system is down!!---I may just go upstairs and drink wine for the rest of the day!!!
REQUEST FOR PRICE AND DELIVERY
ONESEALED NEEDLE ROLLER BEARING .25 I.D. X 0.478 O.D. X 0.375 LONG #SCE46PP INA
ONE--- SEALED NEEDLE ROLLER BEARING .375 I.D. X 0.563 O.D. X 0.5 LONG #SCE68PP INA
TWO SEALED BALL BEARINGS ½ I.D. X 1.125 O.D. X 0.5 LONG #R1616-2RS RBI
ONE OILITE BRZ. BUSHING 3/8 I.D. X ½ O.D. X 1/2 LONG
ONE OILITE BRONZE BUSHING 3/8 I.D. X 5/8 O.D. X ¾ LONG
TWOOILITE BRONZE BUSHINGS 3/8 I.D. X ½ O.D. X 1 LONG
Hi Brian
Looks like Motion Industries (use to be BC Bearing) has your needle bearings and ball bearings (shown as in stock on the web). And if you have one around, Princess Auto carries a decent stock of oilite bushings.
https://www.motionindustries.com/motion3/jsp/mii/taxonomy/browse/en
http://www.princessauto.com/pal/en
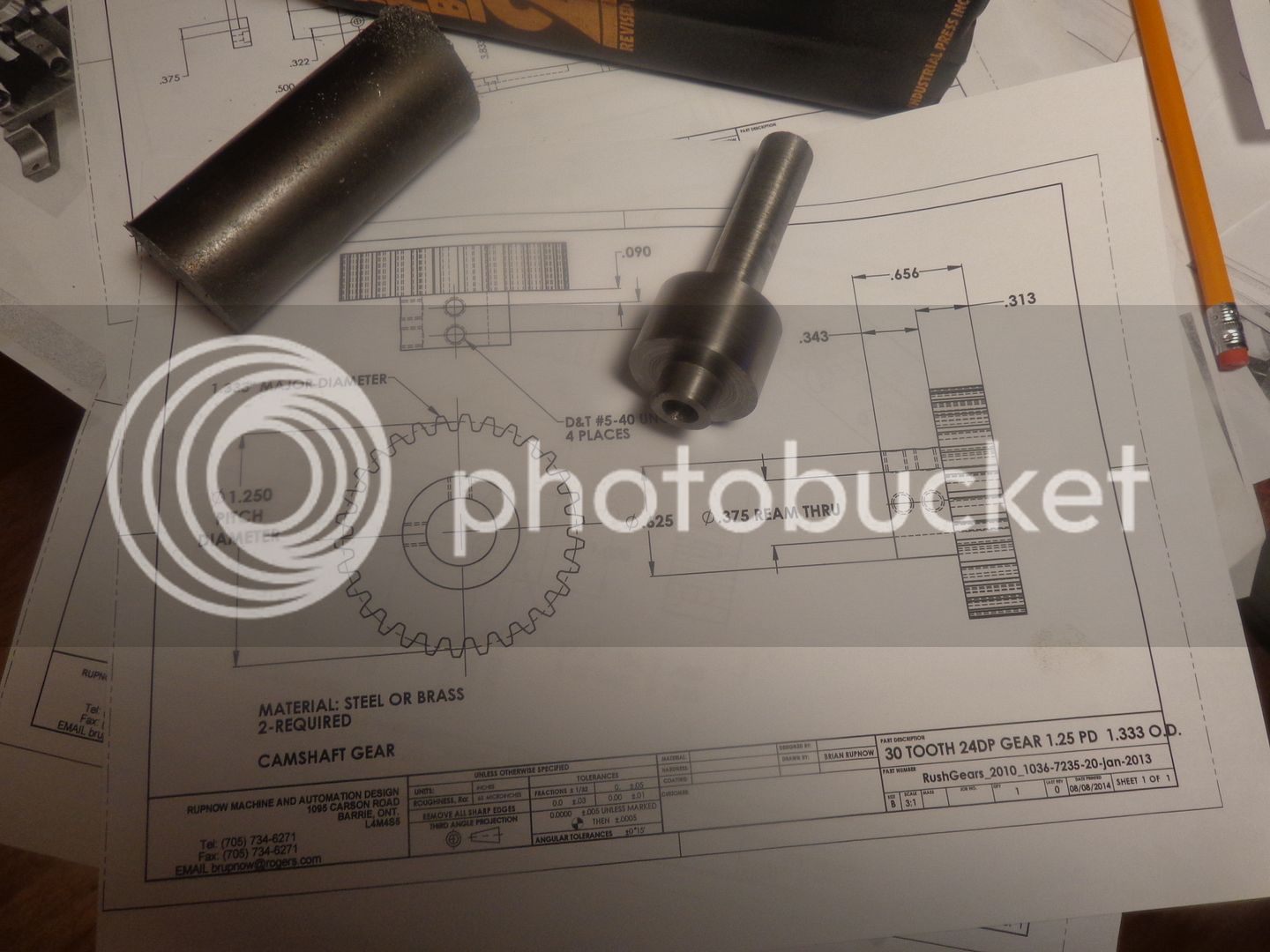
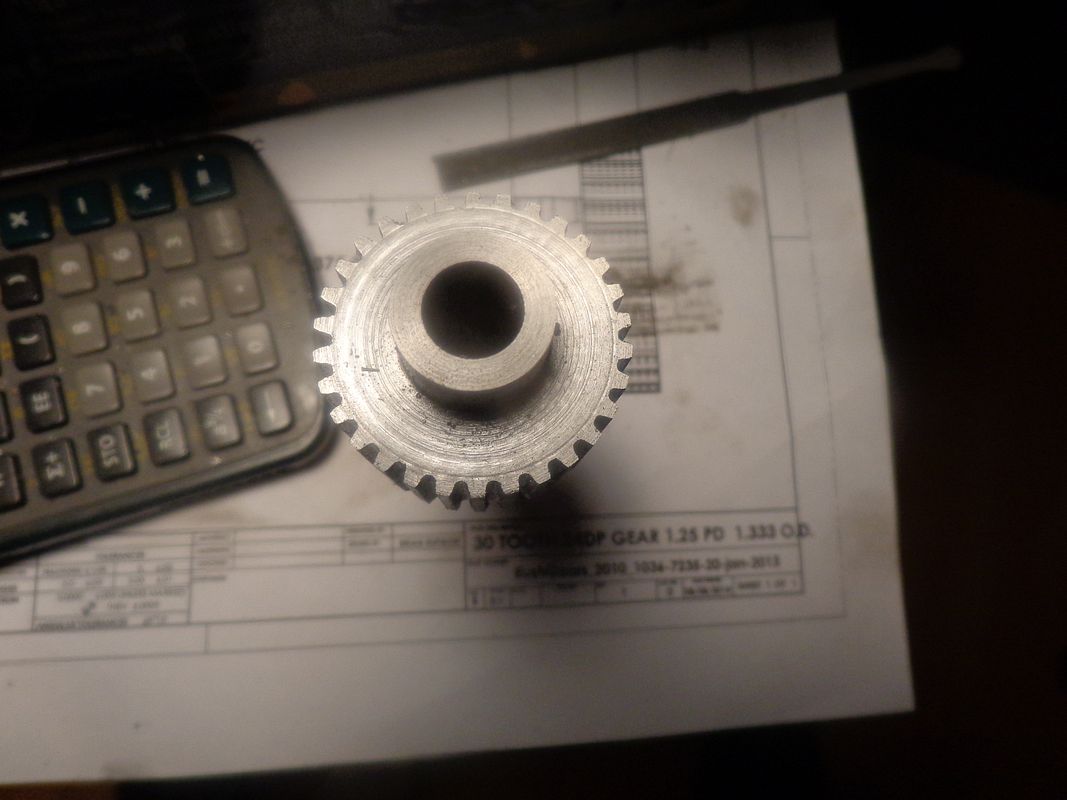
So here we have a pair of gears being born!! I had a 7" length of 1144 stress proof steel x 1 3/8" diameter left over from making the crankshaft for the Jaguar/Canadian Cub, and the o.d. of the timing gears for my side valve engine is 1.33 major diameter. I cut the 7" length in half, turned the short end to 5/8" diameter, turned the o.d. to 1.33" diameter, and drilled and reamed the 3/8" bore 2" deep all in one set-up. I then reversed the part in the 3 jaw chuck and turned the other end to 5/8" diameter. Next step will be to set it up in the chuck on my rotary table and make one long gear, then saw it in half in the bandsaw and turn the face of each remaining gear half to the correct length, then cut off the long hub to leave a .343 long hub. Then I will add the set screw holes.

bmac2--Thanks. I will give the bearing company a call Monday. There is a Princess Auto in Barrie, but I didn't know they had oilite bronze bushings.---will check it out.---Brian

$89.99
Outdoor Wood Boiler Water Treatment Rust Inhibitor- AmTech 300 & Test Kit
Alternative Heating & Supplies












$39.99
$49.99
Sunnytech Low Temperature Stirling Engine Motor Steam Heat Education Model Toy Kit For mechanical skills (LT001)
stirlingtechonline




$12.56
$39.95
Complete Plans for Building Horse Barns Big and Small(3rd Edition)
ThriftBooks-Atlanta



$99.99
AHS Outdoor Wood Boiler Yearly Maintenance Kit with Water Treatment - ProTech 300 & Test Kit
Alternative Heating & Supplies










$24.99
$34.99
Bowl Sander Tool Kit w/Dual Bearing Head & Hardwood Handle | 42PC Wood Sander Set | 2" Hook & Loop Sanding Disc Sandpaper Assortment | 1/4" Mandrel Bowl Sander for Woodturning | Wood Lathe Tools
Peachtree Woodworking Supply Inc




![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)
$0.00
DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]
Amazon.com Services LLC




$519.19
$699.00
FoxAlien Masuter Pro CNC Router Machine, Upgraded 3-Axis Engraving All-Metal Milling Machine for Wood Acrylic MDF Nylon Carving Cutting
FoxAlien Official


$45.99
Sunnytech Mini Hot Air Stirling Engine Motor Model Educational Toy Kits Electricity HA001
stirlingtechonline





$94.99
$109.99
AHS Woodmaster 4400 Maintenance Kit for Outdoor Wood Boiler Treatment
Alternative Heating & Supplies






$39.58
$49.99
Becker CAD 12 3D - professional CAD software for 2D + 3D design and modelling - for 3 PCs - 100% compatible with AutoCAD
momox Shop



- Joined
- Aug 16, 2013
- Messages
- 1,068
- Reaction score
- 815
I think stock varies from store to store. The one close to me is very heavy in hydraulics. Have a wander through the Surplus section, sometimes it can be a treasure trove for gears of things that have gears. I picked up a cheap (about $15) angle drive off a God knows what with a 30-1 worm gear Im planning on using in a dividing head one day. Its been over a year, but one day . . . .:noidea: .
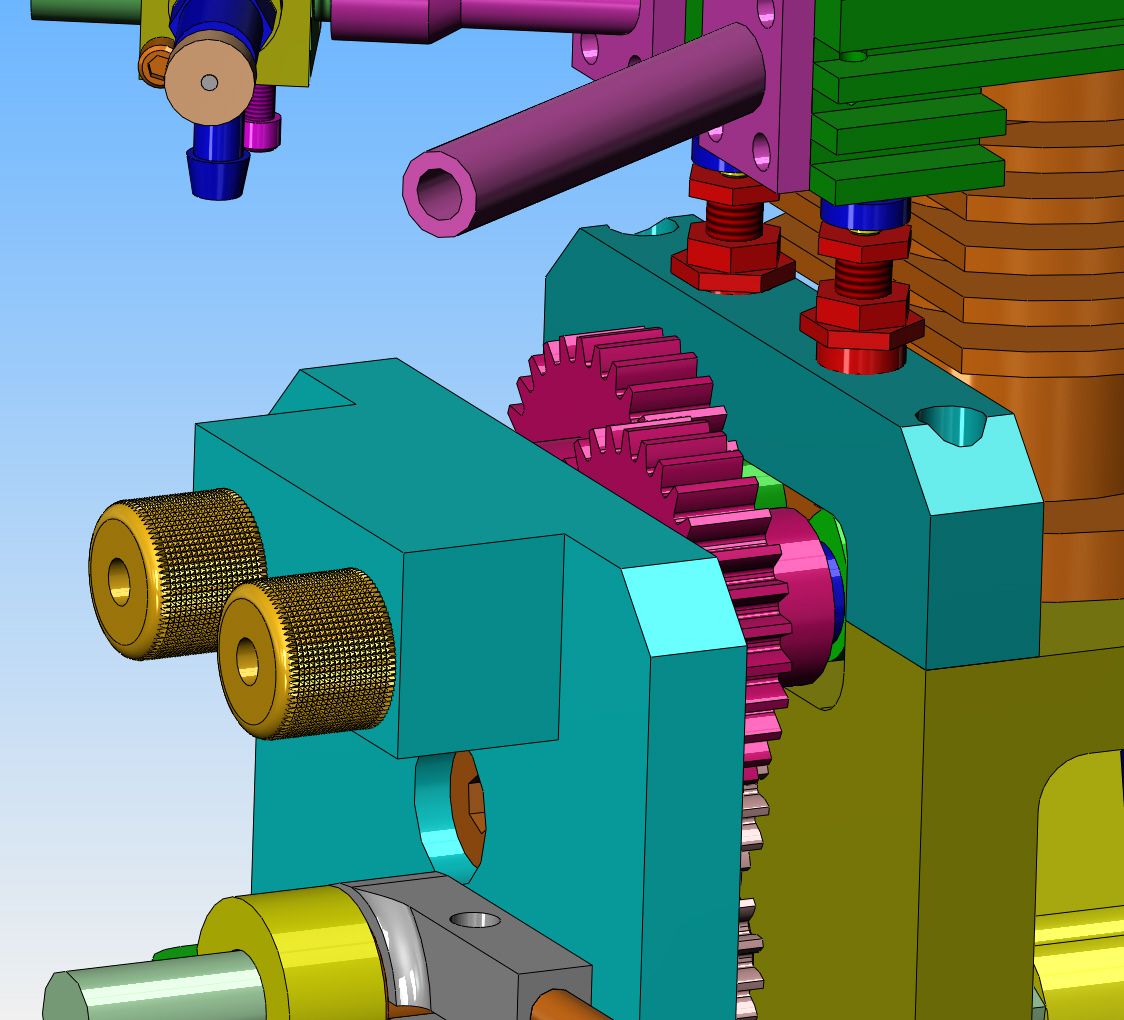
I got thinking about how I was going to loosen off the gears on the cam-shafts to adjust the cams, and realized that there would be no portion of the shaft (which has the cam fixed to the end of it) available to grab hold of and turn. So---I extended the shafts to extend through the backplate 3/8", and made up a couple of knurled caps to fit over the ends of the shaft and bolt on with a #8 shcs. This will act as a retainer washer to keep the shaft and cam from sliding out of the bushing, and will give me something I can grip to turn the cam and shaft manually when the set screws holding the gear are loosened off. There is no danger of getting my finger sucked down between the knurled rollers, because they both turn the same direction---they don't roll in towards each other.

Last night I lay in bed thinking about the crankcase for this engine. It looks kinda neat with that rectangular hole all the way through it.--But I am beginning to think that perhaps it doesn't need that big rectangular hole through it. That big rectangular hole, which would be a bit of a pig to machine, doesn't serve any real purpose that I can see. (except to give access for oiling the big end of the rod with a squirt can)The crankshaft is two piece, and can be inserted through the big round hole in the side for the bearing housing.(I designed the hole to be 0.030" greater in diameter than the largest diameter on the crankshaft.) So, for assembly, the driven side of the crankshaft that eventually has the cam gear mounted on it would be inserted first. Then the con-rod (with piston attached) would have the big end lowered down through the hole in the top of the crankcase, then the main (dark blue) section of crankshaft would be inserted,with the rod journal going through the rod big end bearing and passing on through the reamed hole in the web of the first piece of crankcase--(that hole is just a sliding fit, not an interference fit). Then the bearing housing and bearings would be slid on over the end of the dark blue crankshaft and bolted up to the side of the crankcase. Of course all of this depends on whether or not I can find a sealed needle bearing or not.


Unless somebody can convince me otherwise, I am going to build the crankcase as shown, with no rectangular hole running through it. The hole does nothing in terms of running the engine, and the crankcase becomes so incredibly much easier to machine, since all of the material from inside the crankcase can be removed with a boring tool in the lathe, using the 4 jaw chuck. I am still chasing down "sealed fro life needle roller bearings", but even if I can't find them and have to run an oil sump, this should still work.---Brian


I went back to Canadian Bearings today and chewed on the salesman for a while about these damned sealed needle bearings. Now it seems that I can get a 1/4" sealed needle bearing x 7/16" long. This will work fine for the wrist pin, because my piston is 1" diameter. I had previously asked for a 3/8" long bearing, and it is NOT available. The 3/8" needle bearing for the con rod big end is only available in an unsealed version, but I can probably find a work-around for that.---One word about needle roller bearings---When I built my Kerzel hit and miss engine, I put a set of needle roller bearings on the crankshaft to make it spin easier. It worked, but they are very noisy little devils. I didn't pack them with grease, just oiled them which may have been a mistake. What I am thinking now is that if I go to the solid crankcase without the rectangular hole all the way through it, the engine might be a lot quieter, in terns of bearing noise.
My small mill did not enjoy cutting this 1144 stress proof at all -at all. This stuff cuts much harder than mild steel or brass. Poor mill was shaking and quivering, and I could tell that I was hurting it. I did cut all the way round, and I did get the right number of teeth, but I think all the shaking and shuddering may have thrown the 3 jaw chuck out of center, as the teeth on one side are deeper than the other, and the tooth form is off. I will center up the 3 jaw on the rotary table and see if I can re-cut this gear and save it. So---A lesson learned here. If you have a small mill and not a full size Bridgeport or equal, you probably shouldn't use 1144 stress proof for gears.
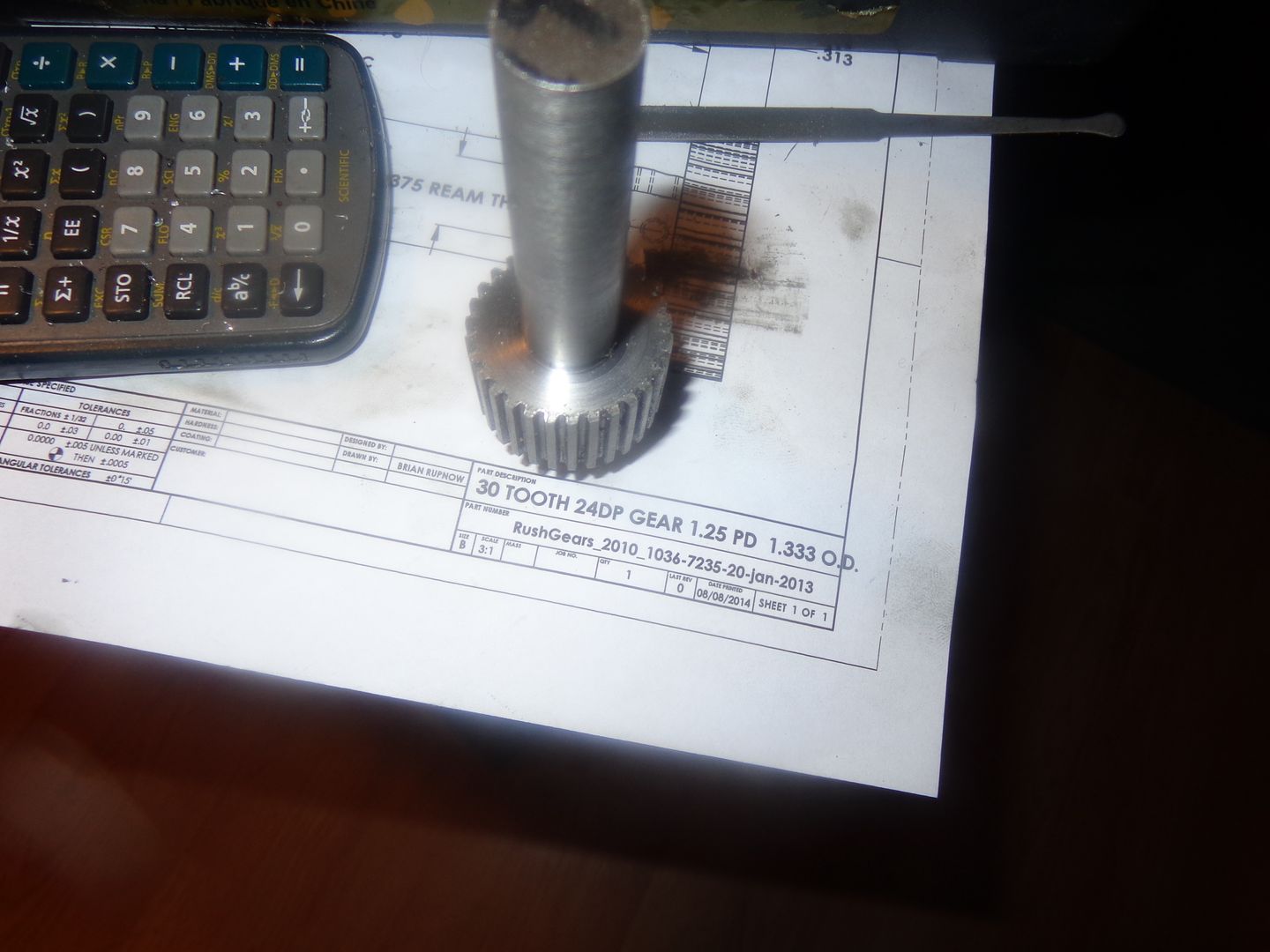


It seems the day is saved!!! I tore everything down re-centered the chuck on the rotary table (it was about .008" total runout), then set everything up again, eyeballed to make sure I was cutting in a space, not on a tooth, and went around again--all 30 spaces. Gear now looks good, all teeth are the same height and same shape. I will know better when I get all the gears made and mounted, but I think it's going to be okay.


Old age and treachery triumph once again!!! The gear has now been split and finished and mounted on two 3/8" diameter dowels mounted in two reamed holes exactly 1.25" apart (The pitch diameter of the gears)---They mesh perfectly. Hurray for my side!!!


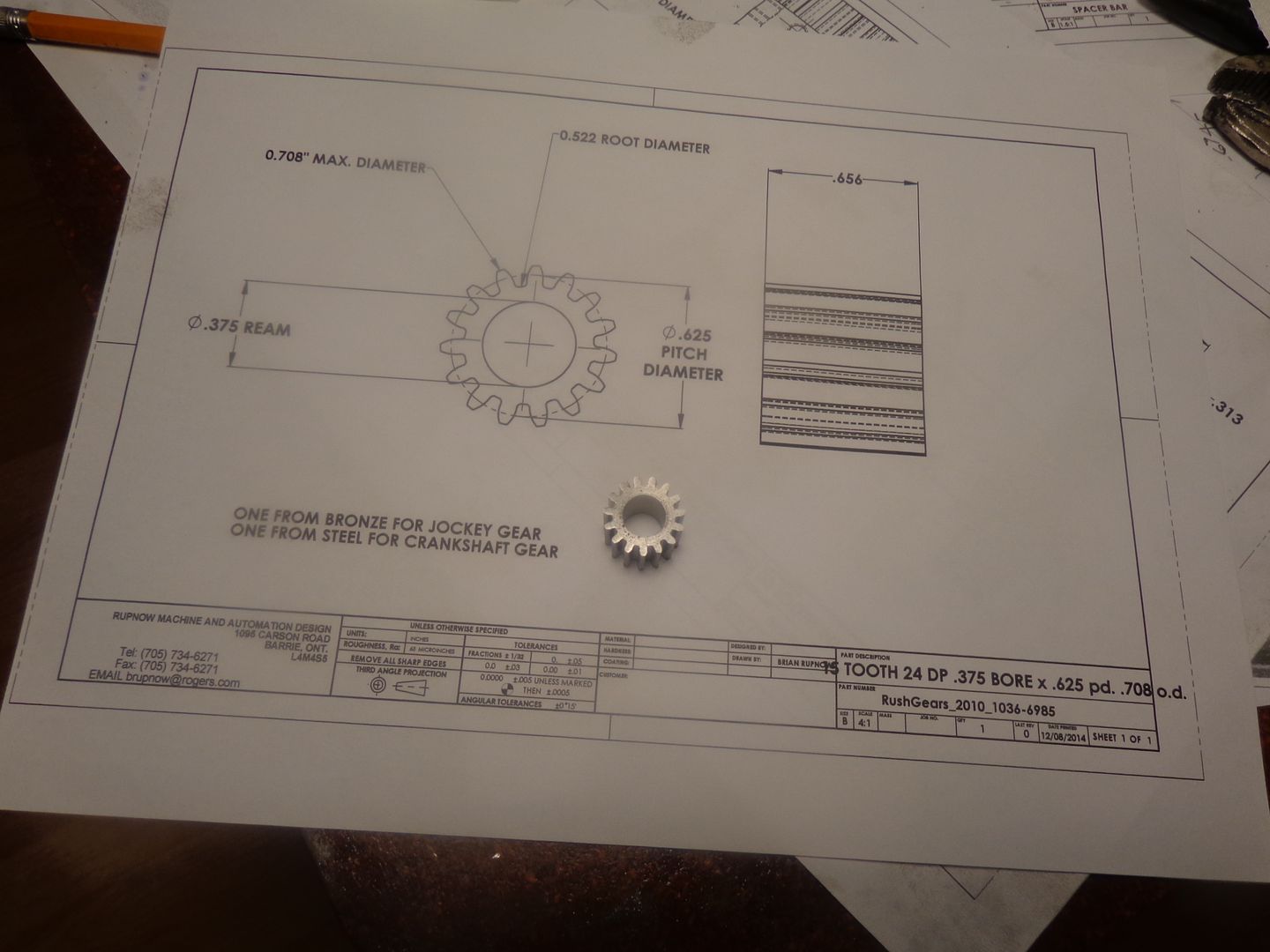
This afternoon I cut the 15 tooth crankshaft gear from 3/4" diameter cold rolled steel. The mill liked that!! No quivering and shuddering like when I cut the stress proof 1144. I found a left over piece of grey cast iron and bored it 3/8" through, then press fitted and Loctited a cold rolled steel arbor tuned to 0.376" diameter into it. It can set in the lathe until tomorrow sometime when I find the time to turn it down to 0.708" diameter, and then I will cut teeth into it on the mill. The crankshaft gear is steel, and will be pinned to the crankshaft with a 0.093" diameter hardened steel pin. The cast iron jockey gear will ride on a 3/8" diameter shoulder bolt.



Here is a post from yesterday morning, when I was in Hamilton, Ontario. I couldn't get on the forum from there, as I couldn't remember my password---
So---No machining lately. I started a new contract for an old customer this week, and it's one of those deals where I have to be "On site" to do it. It's kind of fun to go back to work for a while, but it doesn't leave me much energy at the end of the day for machining in my own home shop. My life has been exciting lately, and not in a particularly good way. After setting in the old computer chair at my customers for two days, my back has "gone out" and so I'm living in 4 hour stretches, from pain pill to pain pill. I have had an allergic reaction to a steroid nasal spray, and have tonsilitis as a result. Life sucks when ya get old!!! I m setting on a computer in the Comfort Inn in Hamilton this morning, waiting to walk my daughter down the aisle at one o'clock today at her wedding. Then a reception tonight, where I will have to be cheerful and happy and dance with my dear wife, while secretly hurting like heck and grumpier than a bear with a sore a$$ !!! Ah well, enough whining for now. I am getting really excited about this new engine, and even though the project is slated as "A new engine for fall", fall is fast approaching. I ordered all of the bearings last week, and also purchased all of the aluminum bar stock I will use, along with the cold rolled steel flatbar for the crankshaft webs. I took my gigantic lump of bronze over to the place I buy my aluminum and they are going to saw of a couple of slices for me, one to make a flywheel from and a thinner one to cut "odds and sods" from for accent pieces on the rest of the engine. My 3D cad models are 99% finished, and also most of the mechanical detail drawings. I see someone else standing around the lobby watching me, so they probably want to use this computer. So---wish me luck guys. I will post more when this grand event is over and life returns to normal.----Brian
So---No machining lately. I started a new contract for an old customer this week, and it's one of those deals where I have to be "On site" to do it. It's kind of fun to go back to work for a while, but it doesn't leave me much energy at the end of the day for machining in my own home shop. My life has been exciting lately, and not in a particularly good way. After setting in the old computer chair at my customers for two days, my back has "gone out" and so I'm living in 4 hour stretches, from pain pill to pain pill. I have had an allergic reaction to a steroid nasal spray, and have tonsilitis as a result. Life sucks when ya get old!!! I m setting on a computer in the Comfort Inn in Hamilton this morning, waiting to walk my daughter down the aisle at one o'clock today at her wedding. Then a reception tonight, where I will have to be cheerful and happy and dance with my dear wife, while secretly hurting like heck and grumpier than a bear with a sore a$$ !!! Ah well, enough whining for now. I am getting really excited about this new engine, and even though the project is slated as "A new engine for fall", fall is fast approaching. I ordered all of the bearings last week, and also purchased all of the aluminum bar stock I will use, along with the cold rolled steel flatbar for the crankshaft webs. I took my gigantic lump of bronze over to the place I buy my aluminum and they are going to saw of a couple of slices for me, one to make a flywheel from and a thinner one to cut "odds and sods" from for accent pieces on the rest of the engine. My 3D cad models are 99% finished, and also most of the mechanical detail drawings. I see someone else standing around the lobby watching me, so they probably want to use this computer. So---wish me luck guys. I will post more when this grand event is over and life returns to normal.----Brian
Back home today. Wedding went off without a hitch. The bride was beautiful and I have gained a handsome young son in law. I am looking forward to sleeping in my own bed tonight. The older I get, the less I sleep in Hotel rooms. I am going to get back to the engine this week and get the jockey gear cut. Once all of the gears are finished I will decide what to make next.---Brian
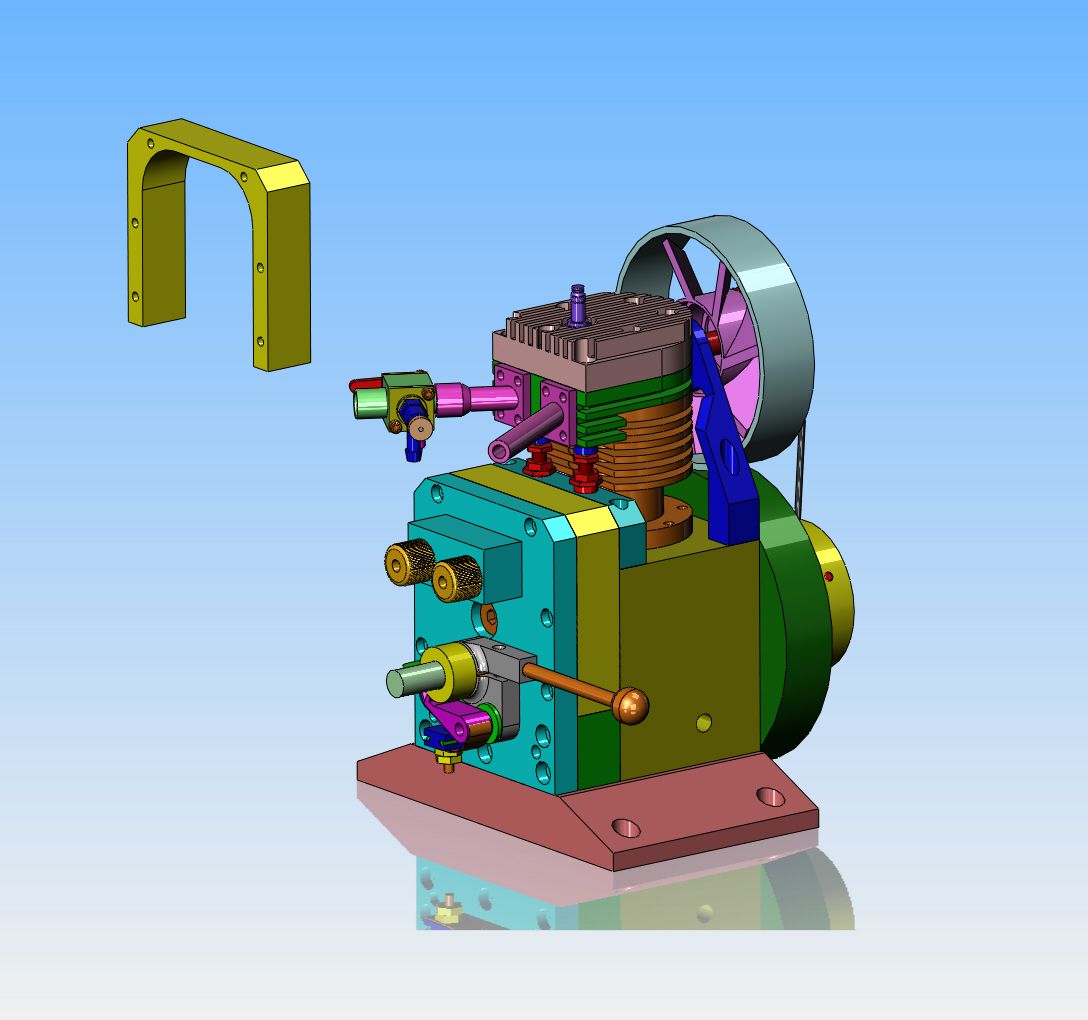
This new contract I'm working at has cut deeply into the time I have for working on this engine. However, I think about it as I lay waiting for sleep at night. On previous engines I have built, the spur gears which run the camshaft are quite noticeably noisy when running with the gear case removed. I'm not concerned with the danger of getting my fingers caught in the gear teeth (I've learned not to stick my fingers into gears---don't ask how). However, with only a minor change to the backplate, I can machine a filler piece to fit into the gap between the backplate and the crankcase which can be easily removed for adjusting the valve timing, but can be easily reinstalled to keep the noise of the gears down to acceptable levels and to retain a bit of grease. I have shown it in the assembly, and pulled out to one side by itself to show what it looks like.

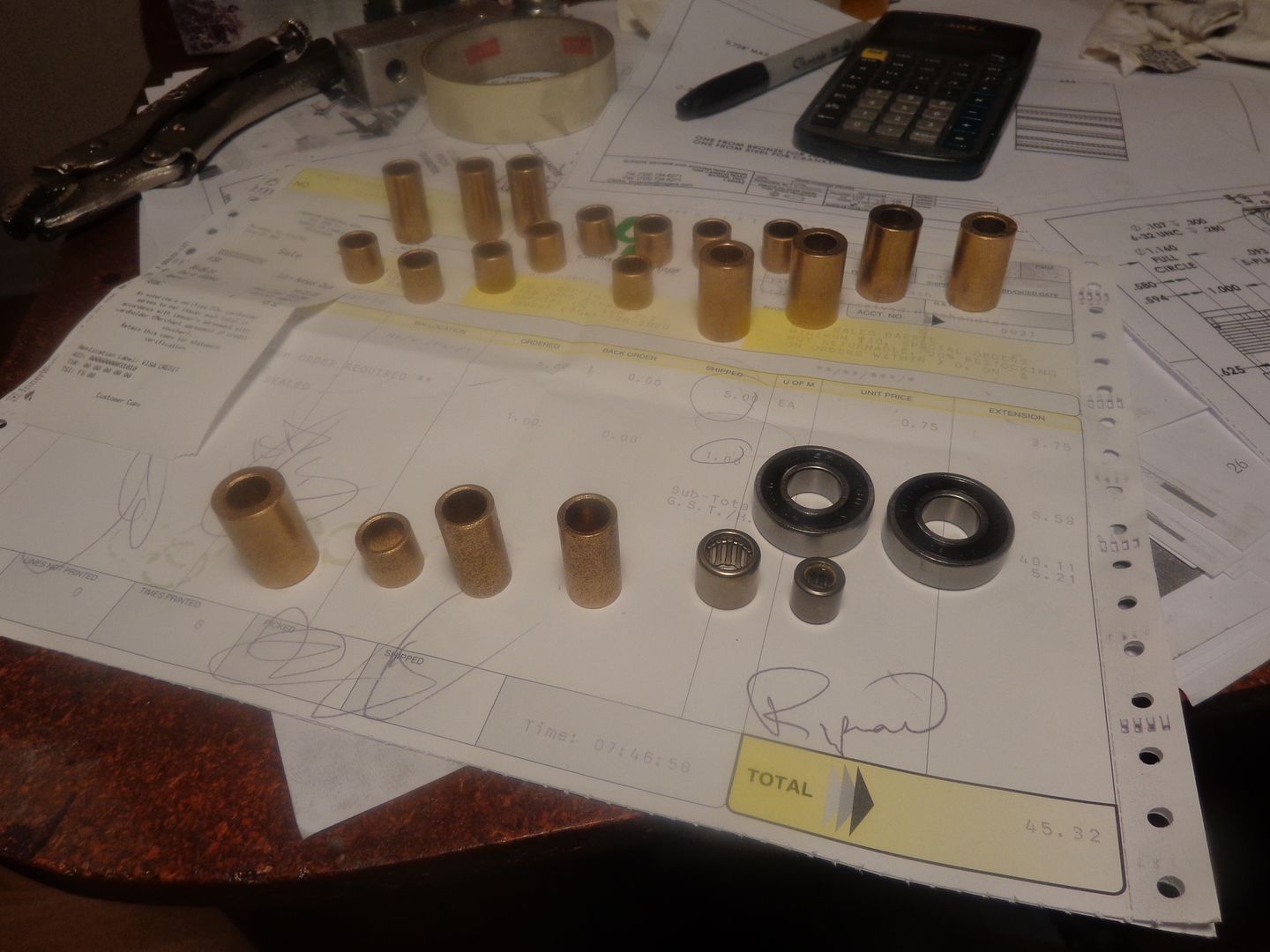
Today was bearing day. All of the bearings I had ordered for my side valve engine came today---with a surprise!!! The bearings in the foreground are two 1/2" sealed ball bearings for the main crankshaft side, the needle bearings for both ends of the con rod, two oilite bronze bushings 3/8" i.d. x 1" long for the camshafts, and one 3/8" i.d. oilite bushing x 1/2" long and one 3/8" i.d. x 5/8" for the follower half of the crankshaft. So----what are all those bushings in the background?? Well, what I didn't know was that Canadian Bearings have changed their policy and many of these bushings are available in minimum lots of 5 or 10 pieces!!! I didn't squeal too loudly, because everything only cost a total of $45.32, and there are probably enough left over bushings to last me for the rest of my life!!

Tonight I finished the last gear for this engine. It is the jockey gear, the one which fits between the crankshaft gear and the two large camshaft gears. The two large camshaft gears do not mesh with each other, only with the jockey gear. The jockey gear is not driven by a shaft, but sets free to rotate on a 3/8" diameter shoulder bolt. I chose to make it from cast iron, as that will have self lubricating capabilities, and I have read that cast iron spur gears running on steel gears are quieter than steel gears running on each other. I'm not sure if that is true, but if it is, that will be a bonus. The gentleman who supplied the aluminum material for this job is supposed to be finished slicing off two lengths of bronze from my 50 pound bronze weight tomorrow---a thick one for the flywheel, and a thinner one to make various trim pieces from (I'm thinking the tappet guide bar, at least.) I have not torn down my rotary table set-up in the mill yet, as I want to put in a piece of plain mild steel and cut a gear tooth in it with my #4 cutter.---That's the one that gave me so much trouble cutting the 1144 stress proof material for the cam gears. If the cutter is dull or damaged, I would rather know now so I can order a replacement, rather than find out the cutter is bad the next time I go to use it.


Similar threads
- Replies
- 95
- Views
- 12K
- Replies
- 22
- Views
- 2K