




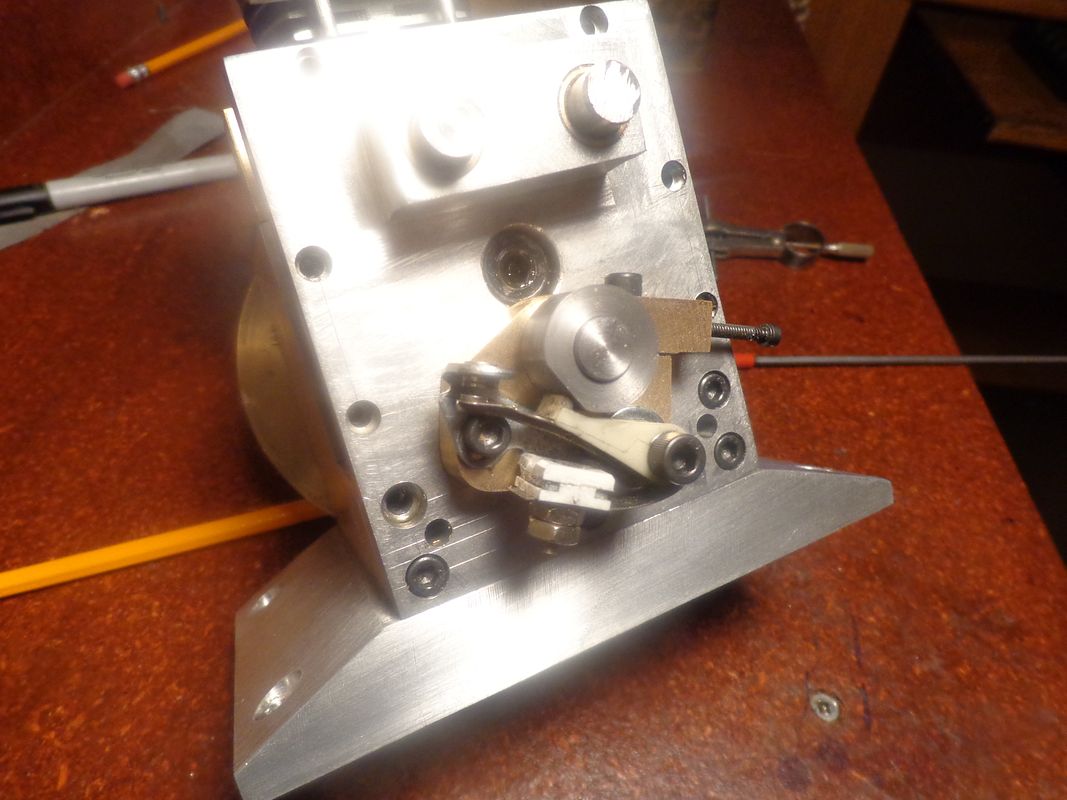
The ignition cam is machined and installed. For any newbees following these posts, this kind of ignition cam holds the points open most of the time. They only close when the flat, which is about 3/8" long pass under the rubbing block on the ignition points. This gives enough time to charge the primary windings on the ignition coil, and when the points open again as the cam revolves, that is when the spark occurs.---Brian


























![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)







































