- Joined
- Jul 16, 2007
- Messages
- 3,061
- Reaction score
- 1,203
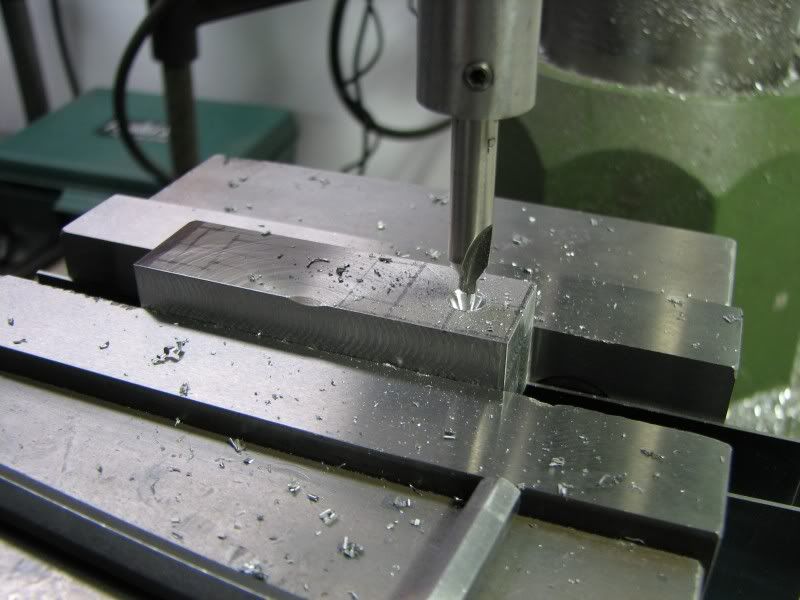
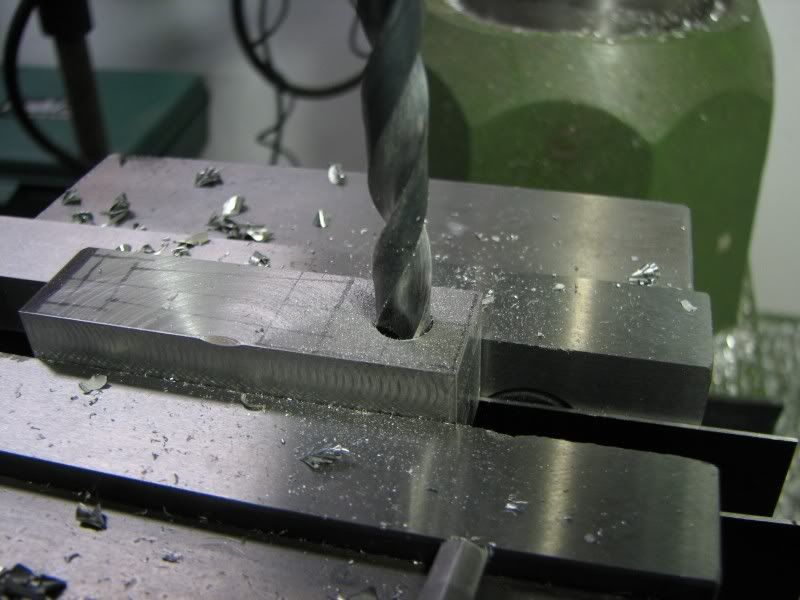
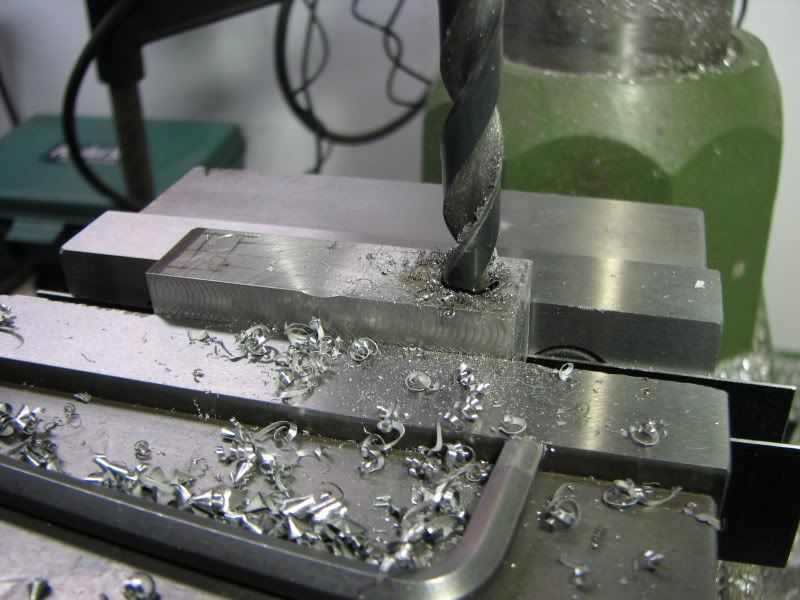
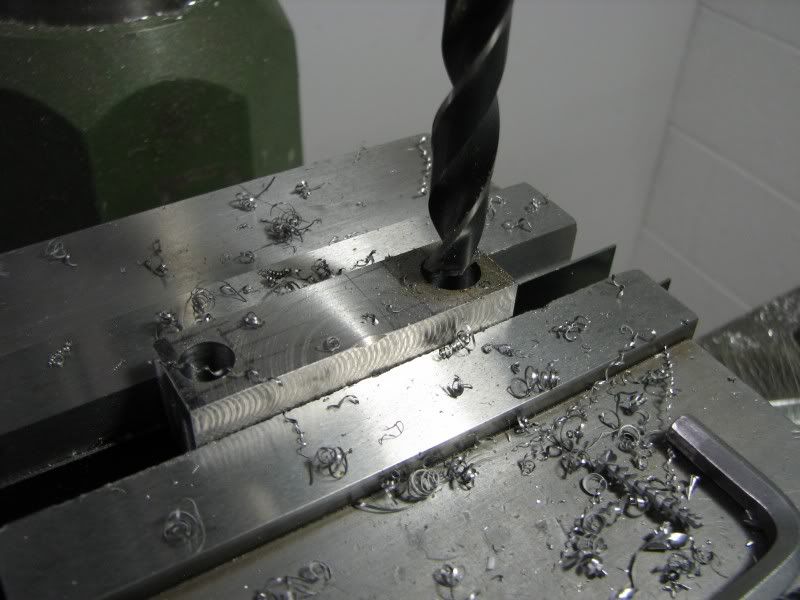
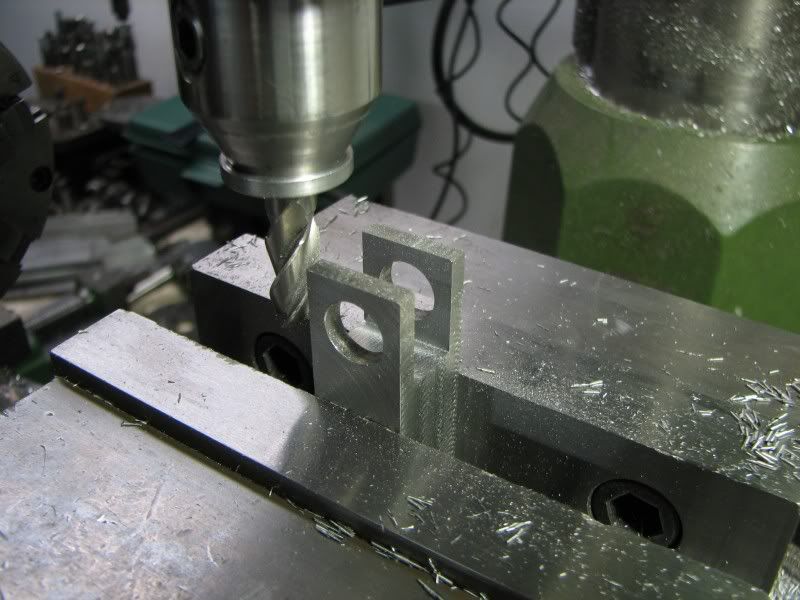
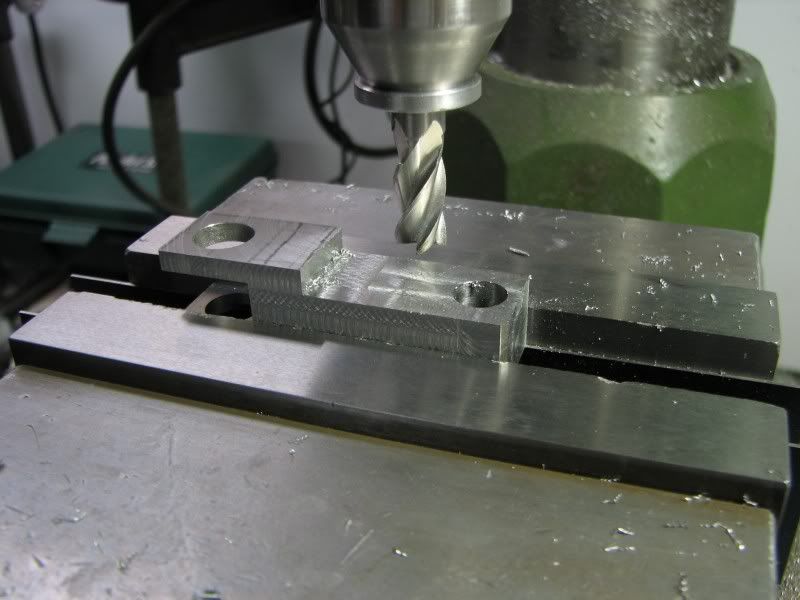
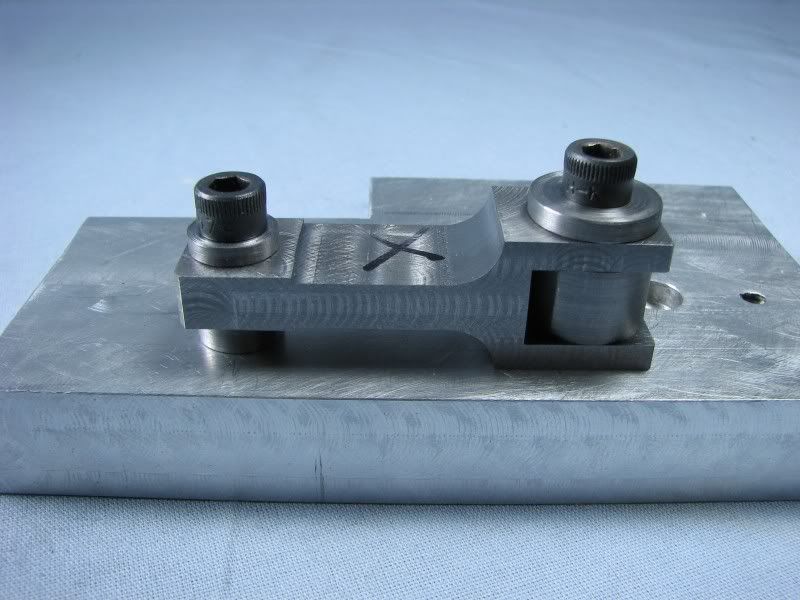
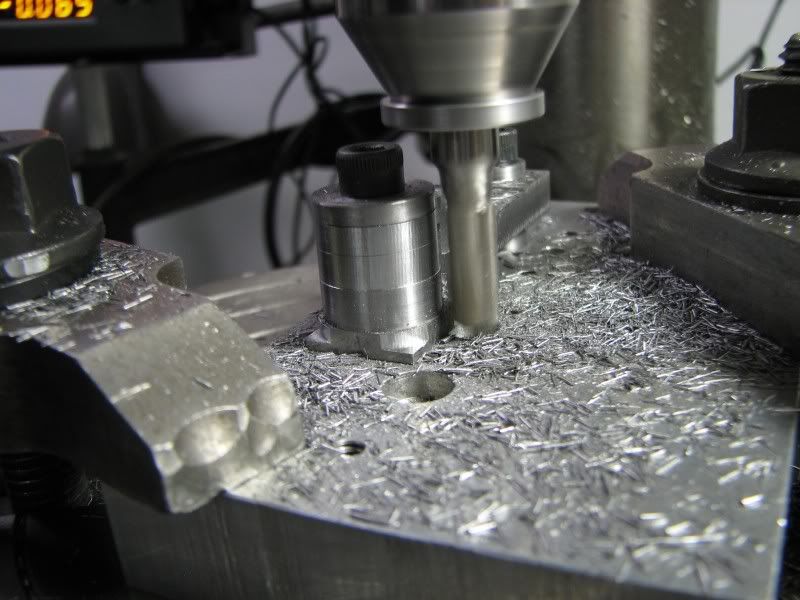
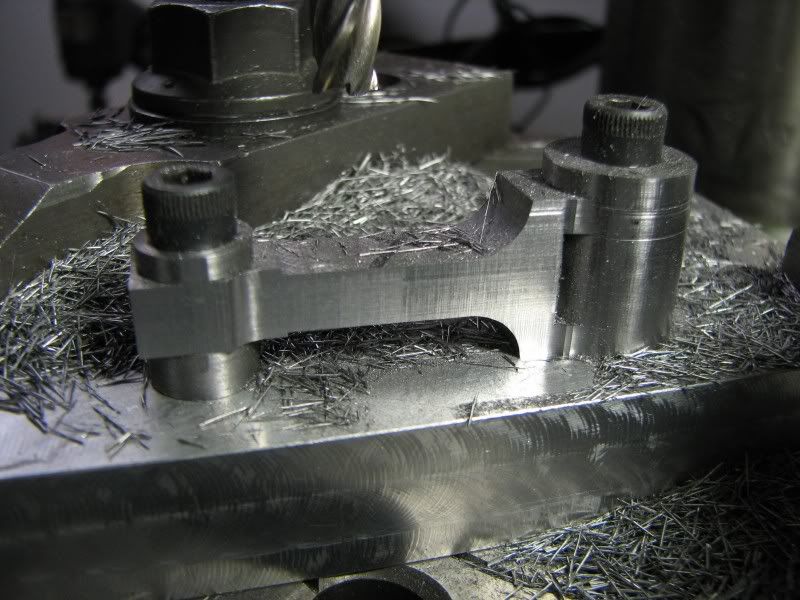
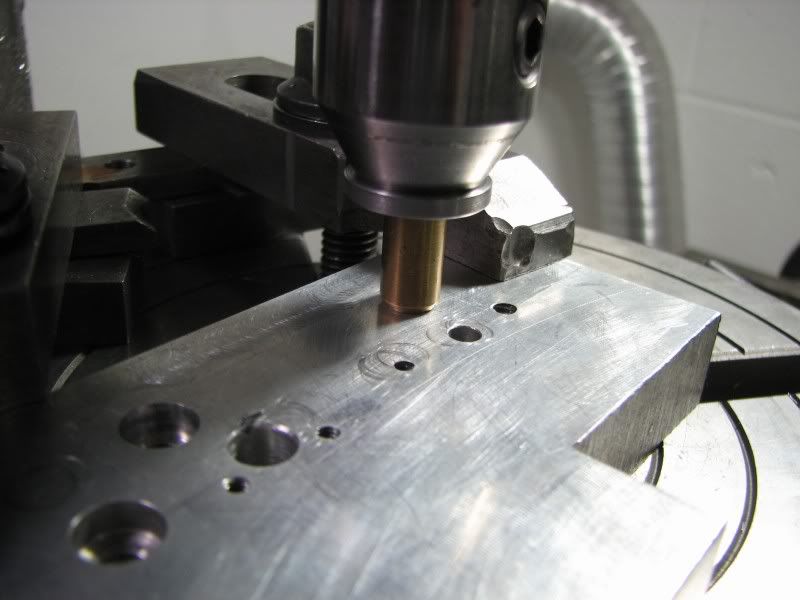
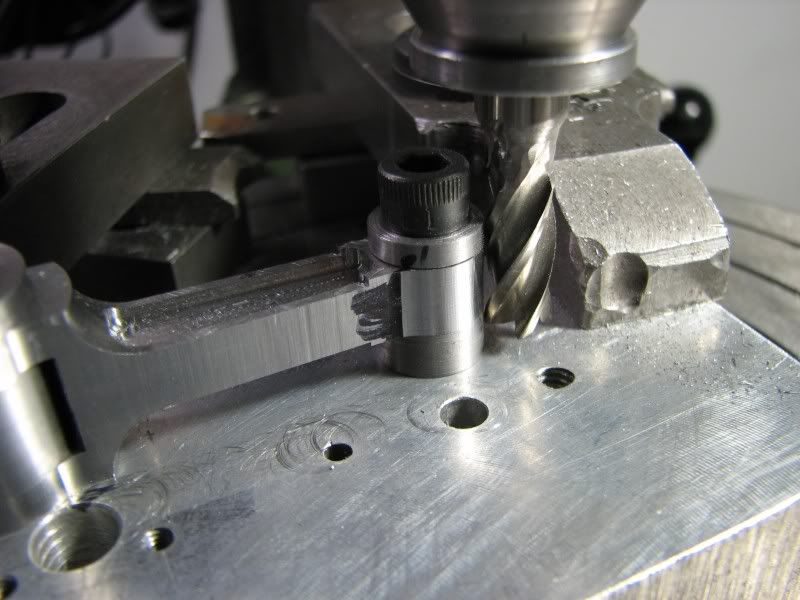
In the last installment I had cut the rocker arms off of the stock. I was getting ready to drill them and I noticed that their proportions were a little different than the drawing. After a quick measurement I realized what I had done. I used a .50 piece of stock and when I flipped it over to cut the large radius on the top I had forgotten to take the extra stock off before cutting the radius. I made up this little fixture to locate the arms for cutting the radius down and also for putting the drilled hole in. I then used the back side of the fixture to put the ball socket in for the end of the pushrod.










![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)






![MeshMagic 3D Free 3D Modeling Software [Download]](https://m.media-amazon.com/images/I/B1U+p8ewjGS._SL500_.png)