
You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
90 degree V-twin engine
- Thread starter gbritnell
- Start date




Help Support Home Model Engine Machinist Forum:
This site may earn a commission from merchant affiliate
links, including eBay, Amazon, and others.
cfellows said:Very nice, George. It's fun to watch you work.
Chuck
It sure is.
Thanks George.
Dean
Twmaster
Well-Known Member
- Joined
- Oct 24, 2009
- Messages
- 917
- Reaction score
- 3
George, Like others here I have been following your build. This is magnificent work. I seem to learn something with each new installment as you post.
Once I get moved I need to get a set of those 'Kant Twist' clamps.
Thank you.
Once I get moved I need to get a set of those 'Kant Twist' clamps.
Thank you.
- Joined
- Jan 17, 2009
- Messages
- 887
- Reaction score
- 82
Great work George :bow: :bow:
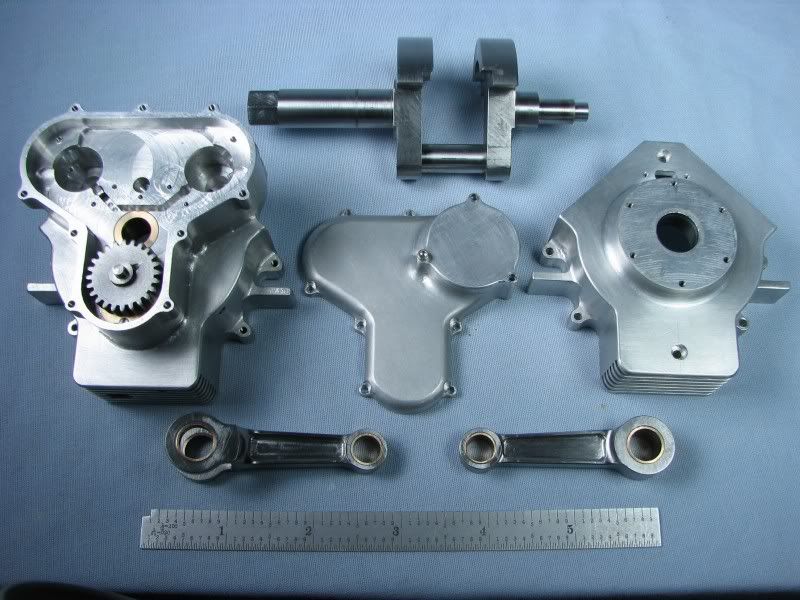
I'm having problems visualising the scale of the engine would it be posible for you to post a pic with a rule in vew to give me some idea of size.
Thanks
Stew
I'm having problems visualising the scale of the engine would it be posible for you to post a pic with a rule in vew to give me some idea of size.
Thanks
Stew











$24.99
$34.99
Bowl Sander Tool Kit w/Dual Bearing Head & Hardwood Handle | 42PC Wood Sander Set | 2" Hook & Loop Sanding Disc Sandpaper Assortment | 1/4" Mandrel Bowl Sander for Woodturning | Wood Lathe Tools
Peachtree Woodworking Supply Inc






$29.95
Competition Engine Building: Advanced Engine Design and Assembly Techniques (Pro Series)
Amazon.com Services LLC


$12.56
$39.95
Complete Plans for Building Horse Barns Big and Small(3rd Edition)
ThriftBooks-Atlanta






$40.02
$49.99
Becker CAD 12 3D - professional CAD software for 2D + 3D design and modelling - for 3 PCs - 100% compatible with AutoCAD
momox Shop






$99.99
AHS Outdoor Wood Boiler Yearly Maintenance Kit with Water Treatment - ProTech 300 & Test Kit
Alternative Heating & Supplies


$39.99
$49.99
Sunnytech Low Temperature Stirling Engine Motor Steam Heat Education Model Toy Kit For mechanical skills (LT001)
stirlingtechonline



$94.99
$109.99
AHS Woodmaster 4400 Maintenance Kit for Outdoor Wood Boiler Treatment
Alternative Heating & Supplies














$89.99
Outdoor Wood Boiler Water Treatment Rust Inhibitor- AmTech 300 & Test Kit
Alternative Heating & Supplies
![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)
$0.00
DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]
Amazon.com Services LLC



![MeshMagic 3D Free 3D Modeling Software [Download]](https://m.media-amazon.com/images/I/B1U+p8ewjGS._SL500_.png)

- Joined
- Jul 16, 2007
- Messages
- 3,061
- Reaction score
- 1,203
Today I started on the camshafts. They are made from W-1 drill rod. (water hardening)
I turned both blanks on on piece of .50 dia. rod. The one with the threaded end will be the shaft that operates the ignition. The front bearing surface was turned to size .25 dia. and the lobes were roughed out (width). I indicated my dividing head to get everything true and clamped up the first blank. As is my normal procedure for making cams, I lay out the lobe in AutoCad and calculate the steps that will be needed to profile the shape. I then make a chart for each lobe, one step for rotation and one for depth of cut. I start at -O- with my dividing head and rotate around till I get back to the starting point. I then rotate the head to the next lobe centerline and start my cuts again from that angle, not -O-. Once I have my first chart it's just a matter of adding the dimensions to the lobe centerline angle. This is one of those jobs where you have to pay close attention to where you're at. If you have a brain fade you'll be starting over.

I turned both blanks on on piece of .50 dia. rod. The one with the threaded end will be the shaft that operates the ignition. The front bearing surface was turned to size .25 dia. and the lobes were roughed out (width). I indicated my dividing head to get everything true and clamped up the first blank. As is my normal procedure for making cams, I lay out the lobe in AutoCad and calculate the steps that will be needed to profile the shape. I then make a chart for each lobe, one step for rotation and one for depth of cut. I start at -O- with my dividing head and rotate around till I get back to the starting point. I then rotate the head to the next lobe centerline and start my cuts again from that angle, not -O-. Once I have my first chart it's just a matter of adding the dimensions to the lobe centerline angle. This is one of those jobs where you have to pay close attention to where you're at. If you have a brain fade you'll be starting over.
- Joined
- Jul 16, 2007
- Messages
- 3,061
- Reaction score
- 1,203
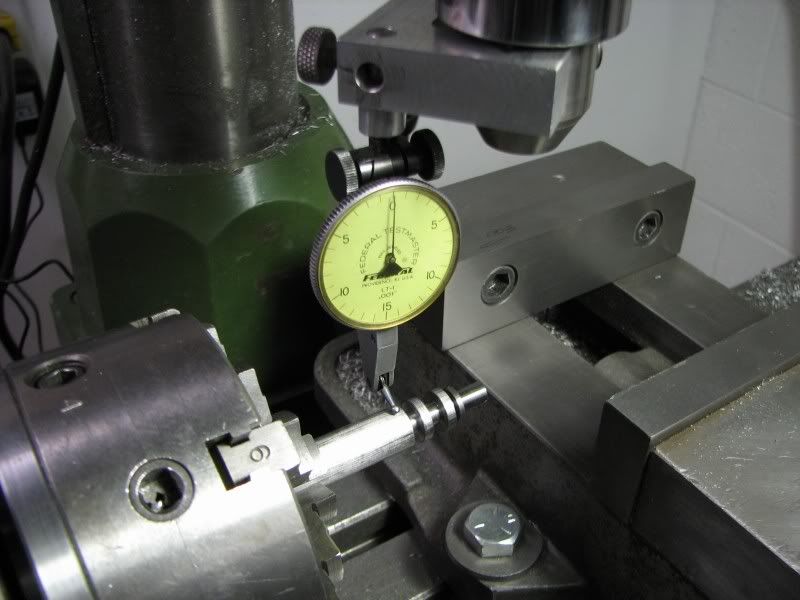
After stepping off both lobes I went to the split angle between them and put in a .062 diameter hole for a dowel pin. This will be my key for the slot in the gear. I am also going to drill and tap a 0-80 hole into the shoulder behind the gear to keep it in place.

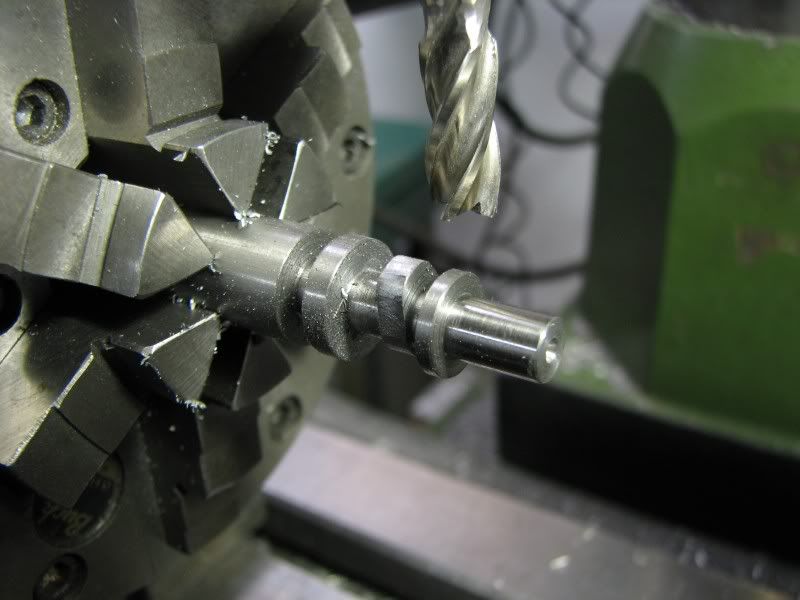
The next picture is the other shaft being cut.
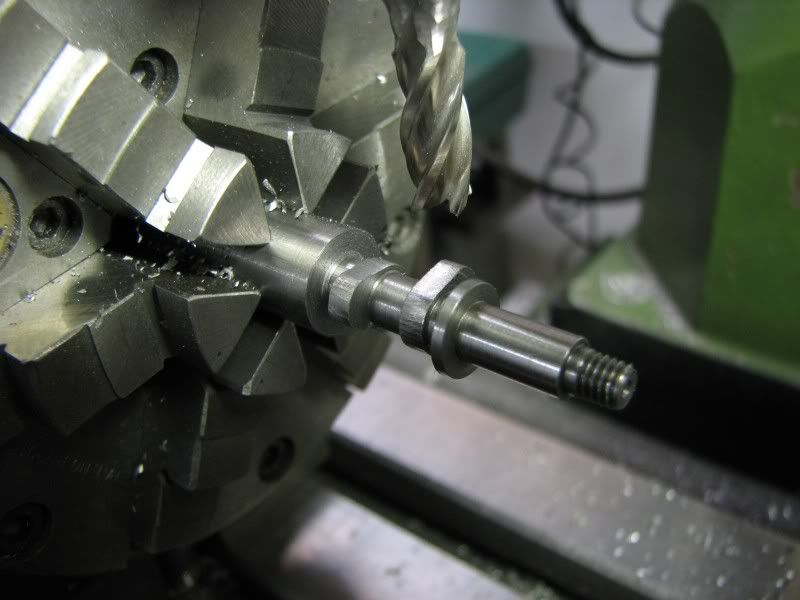
The next picture is the other shaft being cut.
- Joined
- Jul 16, 2007
- Messages
- 3,061
- Reaction score
- 1,203
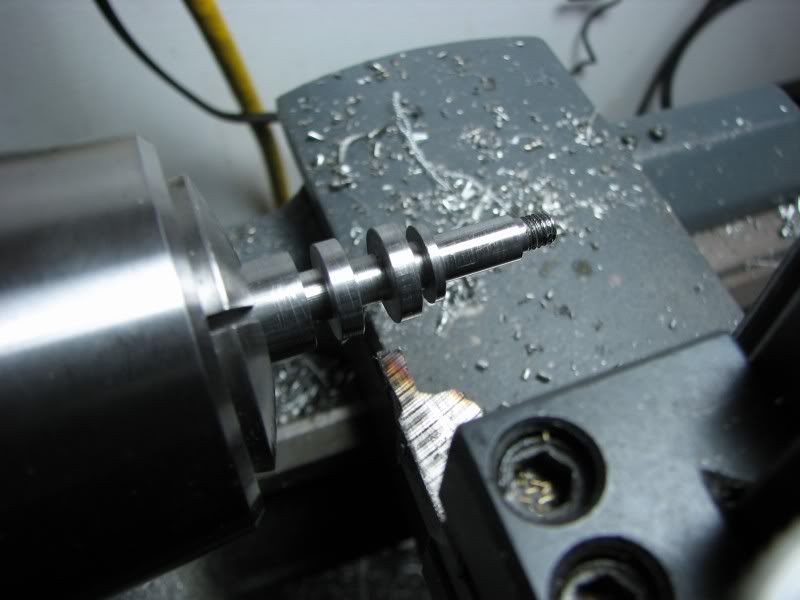
From the mill I went to my small lathe. I chucked the piece on the far end and supported the other with my live center. My chuck runs out about .001 so by the time I get out about 6.00 to the center the runout is negligible. I then cut the inboard bearing surface. I didn't want to cut it when I first did the shaft because I might have got some chatter when I was milling. The next picture is the cam blank machined.


At this point I leave the cam on the bar to use as a handle for finishing. I paint over the cam surface with a marker so that when I start filing I can see where I'm removing stock and that I'm staying parallel to the shaft axis.

The next couple of shots show the lobe after lightly filing it. I just rest a good sharp file on the lobe so that I keep everything parallel. As I'm filing I rotate the shaft so that there is a nice blend between the machine cusps.


The last picture in this set show all the tool marks removed by filing.

At this point I leave the cam on the bar to use as a handle for finishing. I paint over the cam surface with a marker so that when I start filing I can see where I'm removing stock and that I'm staying parallel to the shaft axis.
The next couple of shots show the lobe after lightly filing it. I just rest a good sharp file on the lobe so that I keep everything parallel. As I'm filing I rotate the shaft so that there is a nice blend between the machine cusps.
The last picture in this set show all the tool marks removed by filing.
- Joined
- Jul 16, 2007
- Messages
- 3,061
- Reaction score
- 1,203
The last two pictures in this set show the cams, polished and cut off from the bar and with the gears slipped onto them. By the middle of the coming week I should have the bottom half of the engine complete. I'll start on the cylinders after the lower end is finished. I usually do the cylinders and then the pistons. It's easier to remake a piston than a cylinder. I have a stock of piston rings from when I built the Holt. They were 1.00 diameter also. I probably won't post any more until I get to the heads, there's not much to see in cylinder turning.
George


George
Powder keg
Well-Known Member
- Joined
- Oct 10, 2007
- Messages
- 1,091
- Reaction score
- 3
Thanks for sharing again George!!!
gbritnell said:I then rotate the head to the next lobe centerline and start my cuts again from that angle, not -O-. Once I have my first chart it's just a matter of adding the dimensions to the lobe centerline angle. This is one of those jobs where you have to pay close attention to where you're at. If you have a brain fade you'll be starting over.
George, for the second lobe, (reading the quote above), you mean you add each number on your chart to what ever the starting angle of that second lobe was, is that correct?
Then keep adding or subtracting, according to the same chart you used for the first lobe, but always using the second lobe angle as your base number, right?
This definitely sounds like one of those setups where I would write down every step before starting, or I'd be doing the job more than once!
As an aside, I'm sure if you decided to take photos of the cylinder work, no one would mind. : )
(I know it takes time from the shop work, though.)
Thanks again for this write up, and for the pictures. The progress shot with the rule helps show the scope of the project.
Dean
- Joined
- Jul 16, 2007
- Messages
- 3,061
- Reaction score
- 1,203
Hi Dean, you're correct. I start at the centerline of the first lobe and step around until I get back to -0-. My next lobe centerline is 135 degrees apart from the first one so 135 is now my -0- and I just add all of the dimensions from the first lobe to 135.
I have the oil pump gears fitted so when I get the rest of the gears keyed and mounted in their bushings I'll take a picture of the gear set. It's not a problem to take pictures of the cylinder machining I just felt that there wasn't much to see. Most of the modelers on the forum have turned a cylinder at one time or another.
George
I have the oil pump gears fitted so when I get the rest of the gears keyed and mounted in their bushings I'll take a picture of the gear set. It's not a problem to take pictures of the cylinder machining I just felt that there wasn't much to see. Most of the modelers on the forum have turned a cylinder at one time or another.
George
Powder keg
Well-Known Member
- Joined
- Oct 10, 2007
- Messages
- 1,091
- Reaction score
- 3
I think they just want to see how you "Skin this cat" George. I'm a foreman in a machine shop. I've found that you can give the same job to ten different guys and all ten will go about the same job in a different way. But they all "usually )" end up with the same part.
)" end up with the same part.
They just want your "take" on machining a cylinder)
)" end up with the same part.They just want your "take" on machining a cylinder
)George;
+1 on Powder Keg's comment!
I'm also curious about the toolbit shown in your photo of cutting the inboard bearing surface. It's got such a small included angle, smaller than I'm used to seeing. Is this a tool form you've used for specific jobs/materials? Any rake/clearance angles?
Also why W-1 rather than oil or air hardening? Or is this a case of "I had some!"
Great WIP, I'm all eyes and ears.
Cheers
Garry
+1 on Powder Keg's comment!
I'm also curious about the toolbit shown in your photo of cutting the inboard bearing surface. It's got such a small included angle, smaller than I'm used to seeing. Is this a tool form you've used for specific jobs/materials? Any rake/clearance angles?
Also why W-1 rather than oil or air hardening? Or is this a case of "I had some!"
Great WIP, I'm all eyes and ears.
Cheers
Garry
- Joined
- Jun 4, 2008
- Messages
- 3,294
- Reaction score
- 636
Just to clear this in my head re the cams. Is it true that for each cut you are adjusting the tool height and moving the table in the x-direction?
- Joined
- Jul 16, 2007
- Messages
- 3,061
- Reaction score
- 1,203
The tool doesn't have any top angle. This was the only tool I had that was narrow enough to get into the space and cut up against the right hand shoulder. I have some tools ground up for cutting to the right with top rake on them but they were too wide and I didn't want to destroy them. I used water hardening drill rod because I find it easier to cut then the other two.
For each cut I adjust the Z depth and in this case I'm moving the table in Y, across the lobe.
George
For each cut I adjust the Z depth and in this case I'm moving the table in Y, across the lobe.
George
- Joined
- Jan 17, 2009
- Messages
- 887
- Reaction score
- 82
Hi George
Thanks for posting the pic with the rule, I've got the size firmly fixed in my head now, its larger than I was thinking. (love the nibble out of the rule by the way :big
Some great posts and information on making the cams, I realy must have a go at a IC engine one day, its the ignition system that puts me off, I realy can't get my head round that part.
Watching with interest.
Stew
Thanks for posting the pic with the rule, I've got the size firmly fixed in my head now, its larger than I was thinking. (love the nibble out of the rule by the way :big
Some great posts and information on making the cams, I realy must have a go at a IC engine one day, its the ignition system that puts me off, I realy can't get my head round that part.
Watching with interest.
Stew
Similar threads
- Replies
- 61
- Views
- 14K
- Replies
- 15
- Views
- 2K