
You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
90 degree V-twin engine
- Thread starter gbritnell
- Start date




Help Support Home Model Engine Machinist Forum:
This site may earn a commission from merchant affiliate
links, including eBay, Amazon, and others.
- Joined
- Jun 4, 2008
- Messages
- 3,294
- Reaction score
- 636
And he makes it look so easy. ??? :bow:the bar has been lifted far beyond any of my abilities


$94.99
$109.99
AHS Woodmaster 4400 Maintenance Kit for Outdoor Wood Boiler Treatment
Alternative Heating & Supplies

















$89.99
Outdoor Wood Boiler Water Treatment Rust Inhibitor- AmTech 300 & Test Kit
Alternative Heating & Supplies









![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)
$0.00
DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]
Amazon.com Services LLC



$39.99
$49.99
Sunnytech Low Temperature Stirling Engine Motor Steam Heat Education Model Toy Kit For mechanical skills (LT001)
stirlingtechonline










$40.02
$49.99
Becker CAD 12 3D - professional CAD software for 2D + 3D design and modelling - for 3 PCs - 100% compatible with AutoCAD
momox Shop

$24.99
$34.99
Bowl Sander Tool Kit w/Dual Bearing Head & Hardwood Handle | 42PC Wood Sander Set | 2" Hook & Loop Sanding Disc Sandpaper Assortment | 1/4" Mandrel Bowl Sander for Woodturning | Wood Lathe Tools
Peachtree Woodworking Supply Inc


![MeshMagic 3D Free 3D Modeling Software [Download]](https://m.media-amazon.com/images/I/B1U+p8ewjGS._SL500_.png)





$18.28
$29.99
Building Kitchen Cabinets: Taunton's BLP: Expert Advice from Start to Finish (Taunton's Build Like a Pro)
Amazon.com

$99.99
AHS Outdoor Wood Boiler Yearly Maintenance Kit with Water Treatment - ProTech 300 & Test Kit
Alternative Heating & Supplies




- Joined
- Jul 16, 2007
- Messages
- 3,061
- Reaction score
- 1,203
I finished the two outer covers, the one over the ignition housing and the one over the crankshaft end. No WIP's on these, just some turning, drilling and hand work. I purchased some stainless oval head screws for the crank cover. I really like the way they look.
gbritnell


gbritnell
Thanks for the additional pictures, George. Besides your fine work, you've got a pretty good handle on lighting shiny objects.
I have the feeling that I'm watching the construction of a museum quality piece, here.
Functional art in the making.
Dean
I have the feeling that I'm watching the construction of a museum quality piece, here.
Functional art in the making.
Dean
Powder keg
Well-Known Member
- Joined
- Oct 10, 2007
- Messages
- 1,091
- Reaction score
- 3
Yes, Your pictures are top quality! Thanks for sharing this with us.
George,
Are you doing 2 stick cams or planetary cam (like a Radial)? I can't seem to tell yet, looks like 2 sticks are going to happen. If you are going to hobb your own gears (which I already know you will) Lesson please....please. With index RT.
Tony
Are you doing 2 stick cams or planetary cam (like a Radial)? I can't seem to tell yet, looks like 2 sticks are going to happen. If you are going to hobb your own gears (which I already know you will) Lesson please....please. With index RT.
Tony
- Joined
- Jul 16, 2007
- Messages
- 3,061
- Reaction score
- 1,203
Hi Tony, it is going to have two cams. The crank gear drives an intermediate gear which then drives both cams. The cams can then be on the cylinder centerline instead of offset. I am cutting the gears for the cams. All of the gears are 32 pitch and I needed to order the gears for the oil pump so with only having two 32 pitch gear cutters I ordered everything but the cam gears. I will make a WIP when I get to that point.
George
George
- Joined
- Jul 16, 2007
- Messages
- 3,061
- Reaction score
- 1,203
Not a great amount done today. I made the oil galley cover and the 0-80 screws and also the oil pump cover with 1-72 screws. I realized that the oil drain back hole in the bottom of the gearcase is a little to close to the hold down screw so I'll have to change the drawing. I guess the good thing about building from one's own drawings is the features that need modifying can be done right away.
gbritnell

gbritnell
gbritnell said:Hi Tony, it is going to have two cams. The crank gear drives an intermediate gear which then drives both cams. The cams can then be on the cylinder centerline instead of offset. I am cutting the gears for the cams. All of the gears are 32 pitch and I needed to order the gears for the oil pump so with only having two 32 pitch gear cutters I ordered everything but the cam gears. I will make a WIP when I get to that point.
George
Thanks George, I think I've got a handle on how to do gears but it would be nice to see it happen.
Tony
- Joined
- Jul 16, 2007
- Messages
- 3,061
- Reaction score
- 1,203
This one's for you Tony and any others that haven't done it. The subject is gear cutting. I had a 32 DP cutter for my cam gears but didn't have the right ones for the others so I ordered them. It was less expensive than buying two more cutters at $25.00 each plus shipping.
This particular gear is 28 teeth. The pitch diameter is .875. The outside diameter is 1 divided by the pitch giving .0312 (addendum) .9375 diameter. Dedendum is 1.156 divided by the pitch, .036. The whole depth is addendum plus dedendum, .067.
The stock was turned, drilled and reamed then mounted in the dividing head.
Everything was indicated to make sure it was running true and parallel to the table.

Next was to change index plates. I had to switch to a 49 hole plate to cut this gear. After the new plate was installed the quadrant and handle were reinstalled and the pin in the handle was engaged in the 49 hole row before tightening the handle clamp screw.
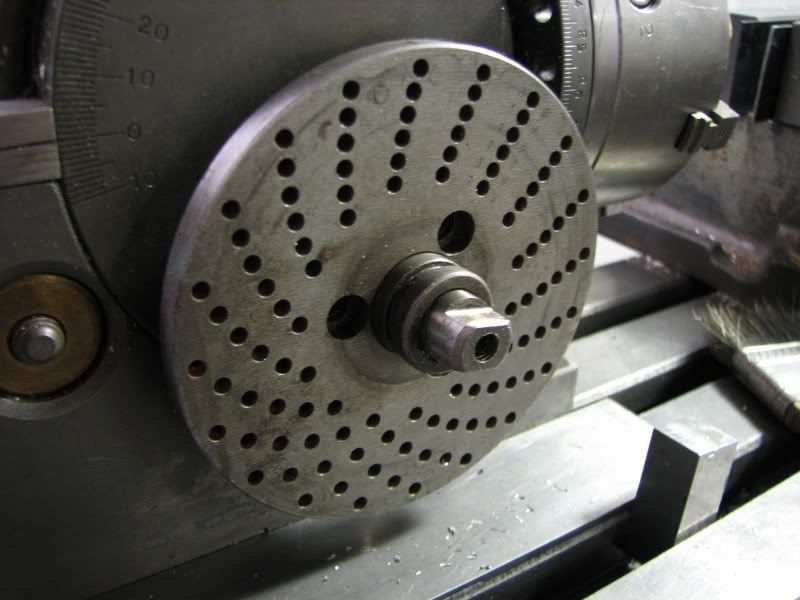
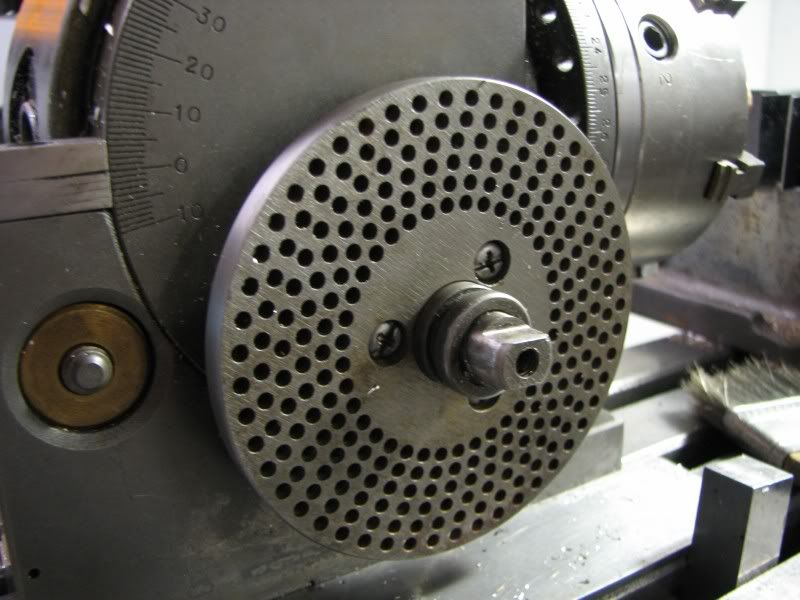
The quadrant arms have to be set for the proper spacing which in this case was 21 holes on the 49 row. You count 21 holes from you handle pin, not the hole that the pin is already in.
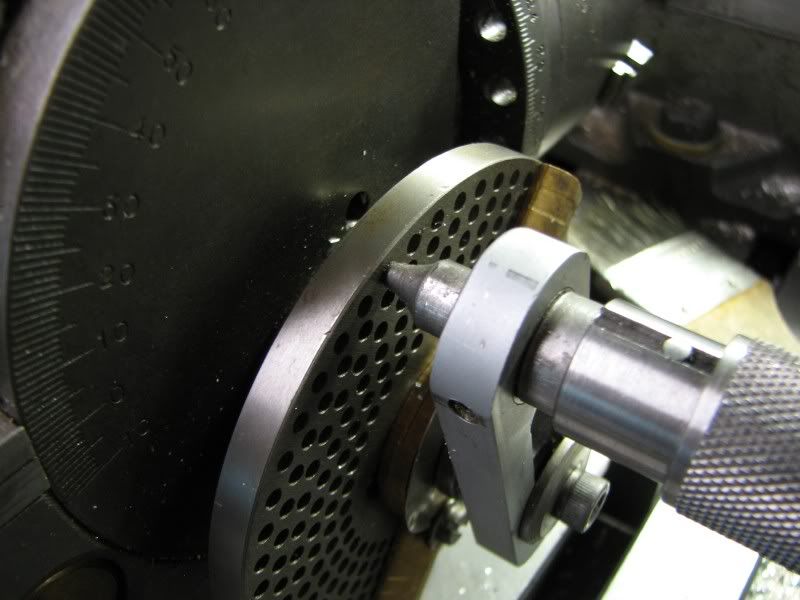
Next was to set the cutter height. I use a piece of .002 stainless shim to touch off my tool. With that set I calculate my drop to center which is half the cutter width plus half the stock diameter. You can see it on the x reading of digital readout.


Now I touch and go in .004 and make a trial cut around the part to make sure I've got the right amount of teeth. My numbers are right but the old adage holds true, measure twice, cut once.

Everything looks good so being as I'm cutting brass I only need to make one pass so I go to the full depth, y reading, and start my passes. My procedure is this: make my cut, disengage the handle pin and rotated 1 revolution plus the 21 holes on my quadrant spacing, rotate quadrant until it's up against the pin and then make the next cut. On a gear with large teeth like this it's not hard to tell where you're at but with fine pitch teeth and a great number of them you have to remember to be consistent with moving the quadrant every time.
A number of cranks and cuts later this is what you end up with.

The last picture is the blank with the edge filed and the teeth deburred ready to be parted off to the appropriate thickness.

It's not that complicated of a job. The most important thing is to keep track of where you're at. If you get an interruption finish your pass, stop and don't move anything until you get back.
I know there are all kinds of tutorials and videos out there on the subject but it never hurts to see it again, especially if you don't do it often.
gbritnell
This particular gear is 28 teeth. The pitch diameter is .875. The outside diameter is 1 divided by the pitch giving .0312 (addendum) .9375 diameter. Dedendum is 1.156 divided by the pitch, .036. The whole depth is addendum plus dedendum, .067.
The stock was turned, drilled and reamed then mounted in the dividing head.
Everything was indicated to make sure it was running true and parallel to the table.
Next was to change index plates. I had to switch to a 49 hole plate to cut this gear. After the new plate was installed the quadrant and handle were reinstalled and the pin in the handle was engaged in the 49 hole row before tightening the handle clamp screw.
The quadrant arms have to be set for the proper spacing which in this case was 21 holes on the 49 row. You count 21 holes from you handle pin, not the hole that the pin is already in.
Next was to set the cutter height. I use a piece of .002 stainless shim to touch off my tool. With that set I calculate my drop to center which is half the cutter width plus half the stock diameter. You can see it on the x reading of digital readout.
Now I touch and go in .004 and make a trial cut around the part to make sure I've got the right amount of teeth. My numbers are right but the old adage holds true, measure twice, cut once.
Everything looks good so being as I'm cutting brass I only need to make one pass so I go to the full depth, y reading, and start my passes. My procedure is this: make my cut, disengage the handle pin and rotated 1 revolution plus the 21 holes on my quadrant spacing, rotate quadrant until it's up against the pin and then make the next cut. On a gear with large teeth like this it's not hard to tell where you're at but with fine pitch teeth and a great number of them you have to remember to be consistent with moving the quadrant every time.
A number of cranks and cuts later this is what you end up with.
The last picture is the blank with the edge filed and the teeth deburred ready to be parted off to the appropriate thickness.
It's not that complicated of a job. The most important thing is to keep track of where you're at. If you get an interruption finish your pass, stop and don't move anything until you get back.
I know there are all kinds of tutorials and videos out there on the subject but it never hurts to see it again, especially if you don't do it often.
gbritnell
zeeprogrammer
Well-Known Member
- Joined
- Mar 14, 2009
- Messages
- 3,362
- Reaction score
- 13
Fantastic George. Always good learning to watch your posts.
How did you deburr the teeth?
How did you deburr the teeth?
tel
Well-Known Member
- Joined
- Feb 8, 2008
- Messages
- 3,293
- Reaction score
- 45
zeeprogrammer said:Fantastic George. Always good learning to watch your posts.
How did you deburr the teeth?
With a good tooth brush?
Hello George,
Beautiful work and a fantastic job of documenting your progress. I am thoroughly enjoying every post. Thank you for taking the time to do so, you are inspiring many with your efforts.
With regards to your gear cutting set-up, did you climb cut this gear because it was brass? Would you have done the same if it were made of steel or cast iron and the same relative size?
Kind regards,
Mike
Beautiful work and a fantastic job of documenting your progress. I am thoroughly enjoying every post. Thank you for taking the time to do so, you are inspiring many with your efforts.
With regards to your gear cutting set-up, did you climb cut this gear because it was brass? Would you have done the same if it were made of steel or cast iron and the same relative size?
Kind regards,
Mike
- Joined
- Jul 16, 2007
- Messages
- 3,061
- Reaction score
- 1,203
Hi Mike, thanks for the comments. As to your question I'll give you my take on milling. I was taught by some very accomplished machinists and they only conventional cut stock when it had scale or dirt on it to get underneath so it didn't wear out the cutter. Otherwise they always made a climb cut. Another reason for a conventional type cut is when the machine is worn, ways, leadscrew, and by climb cutting it will try to pull the job/table into the tool and possibly break it or pull the job loose. I only have an Enco mill and I climb cut 90% of the time. If I'm taking a fairly heavy cut I will snug up my gib screw so the table won't creep. Just listen to the sound of the cutter when making both types of cuts. Which one sounds smoother? When conventional cutting aluminum it will scrub the swarf onto the surface of the job whereas with climb milling it leaves a nice smooth cut. I worked in a shop that made cuts into tight corners, a lot of times with ball mills. If you were to conventional cut it will suck the cutter into the job leaving tool marks. This happens more with high speed tooling rather than carbide but it still happens. As with many machining subjects I'm sure others have their own opinions, this just happens to be mine.
gbritnell
gbritnell
Similar threads
- Replies
- 61
- Views
- 14K
- Replies
- 15
- Views
- 2K