Looks "Cool"! Brian. Much neater than my attempts!
K2
K2








![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)






Why is the skirt so thick?---I really don't know.
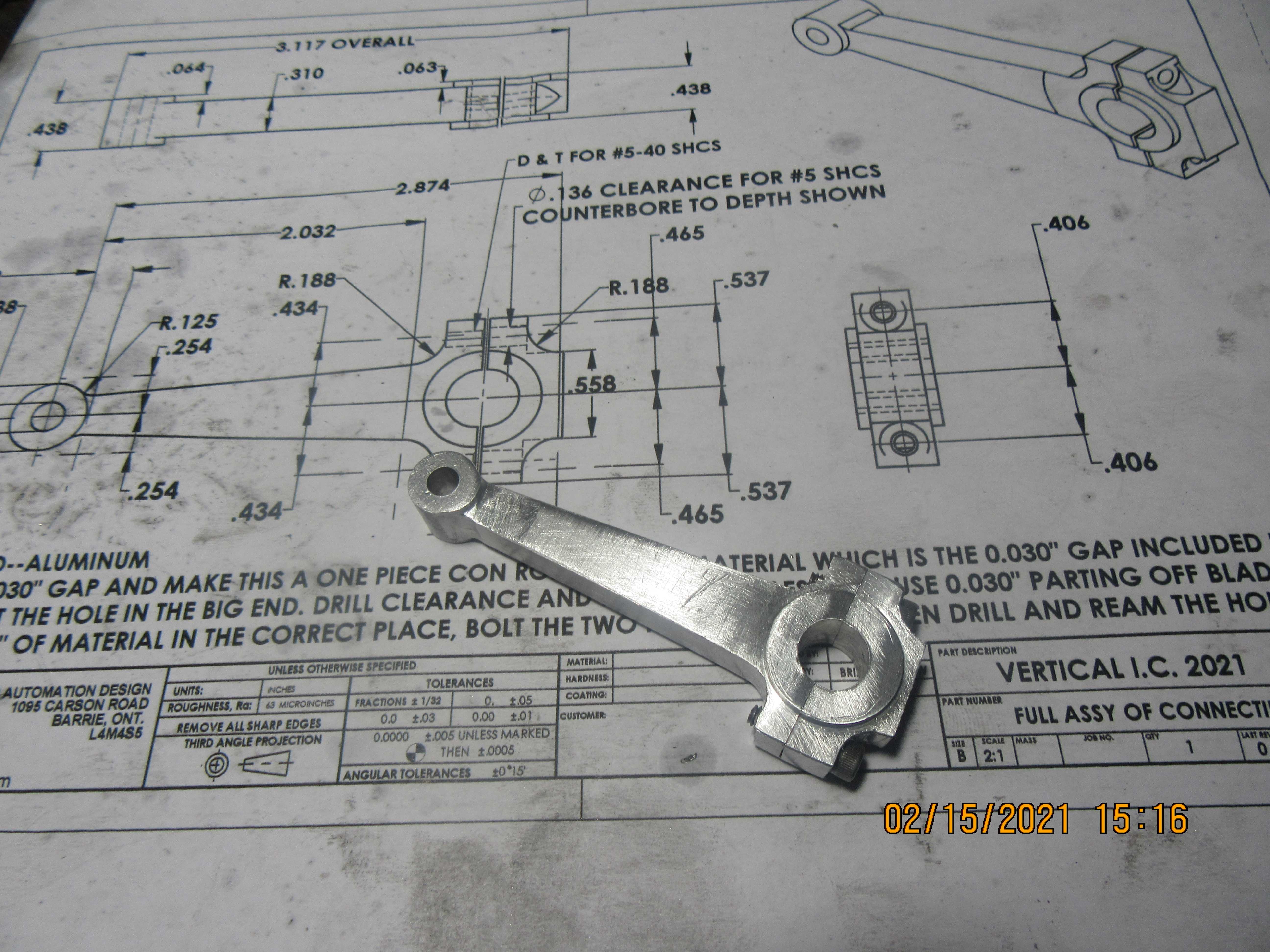
Brian, what is the size of the upper end hole / pin?Todays fun limit has been reached. We have a finished connecting rod. Sometimes I wish I had a media blaster to even out the finish on things I machine so they would show up better on camera. ah well, nobodies going to see it once it's installed in the engine. It is aluminum 6061 t6 material. I don't generally put bronze bushing shells in these con rods, as they never see heavy lugging loads and aren't run often enough to make a difference.
.


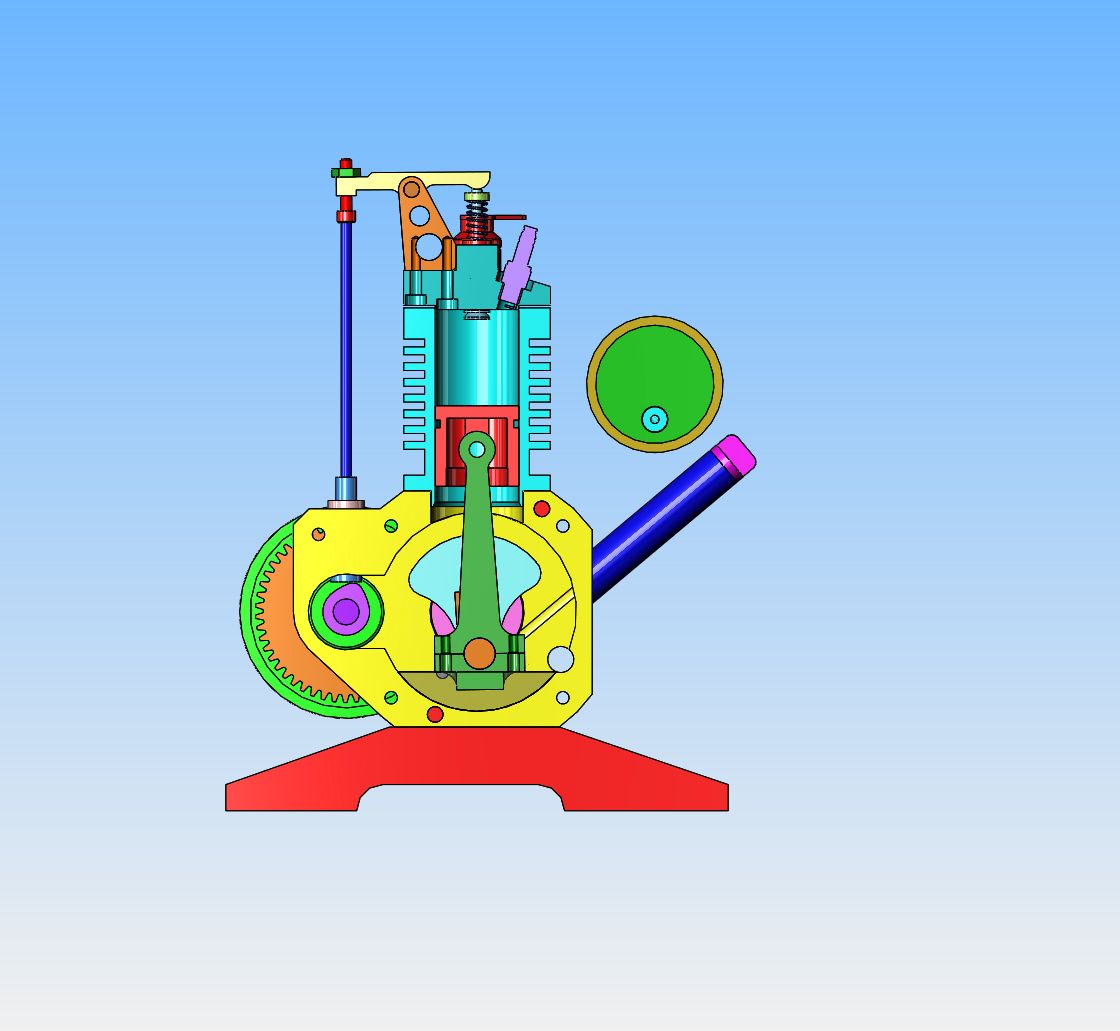
Ya........safety guy almost got me killed in a steel mill a couple of times........absolute morons......usally appointed by plant managers Bad subject with me too!Look at the solid model. The exhaust system sets directly above the fan (see post #136). I know the fan is there, and I know not to stick my finger in it. I no longer have to deal with "Safety Committees". They were the bane of my existence!!!
















































