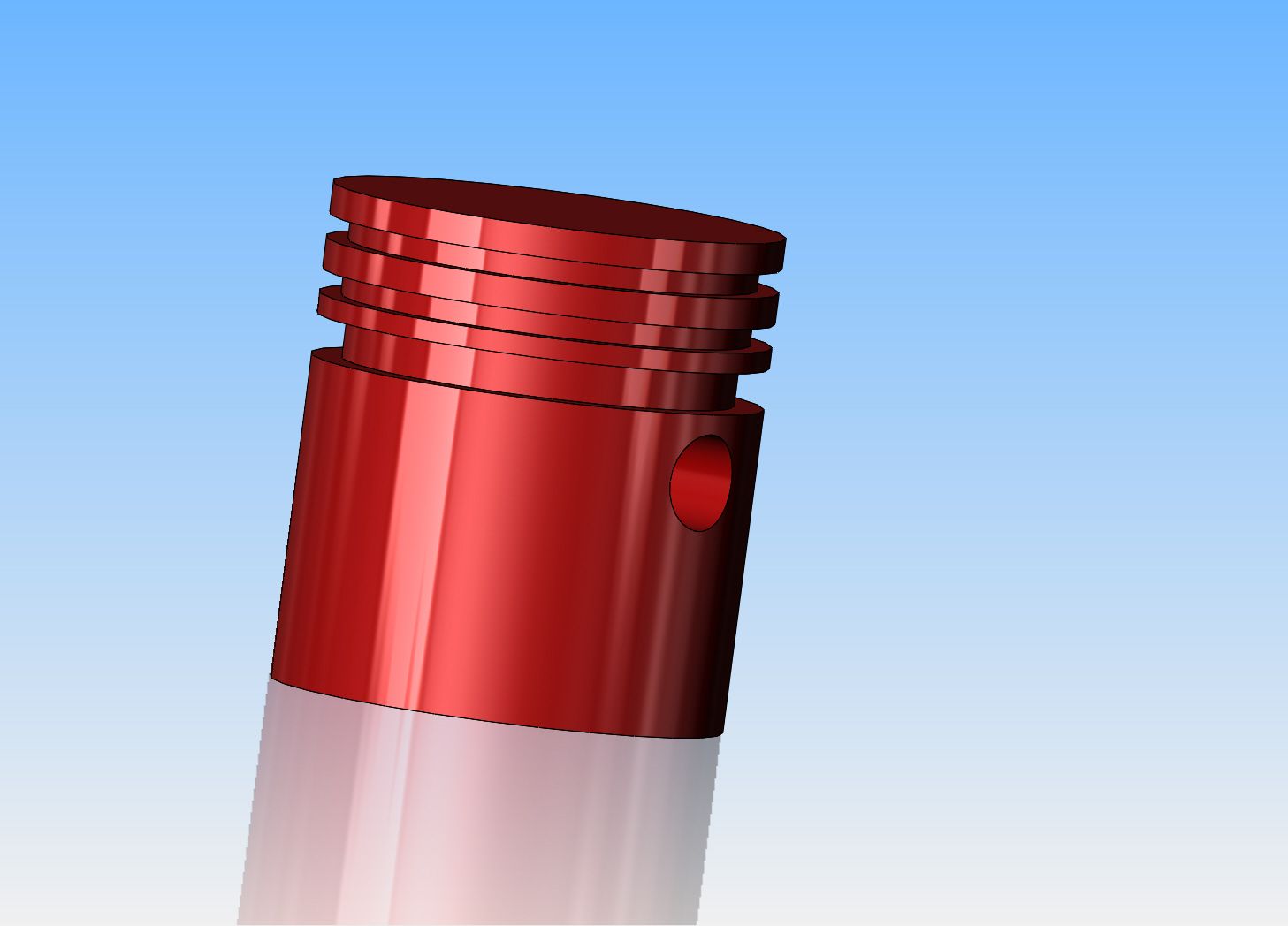
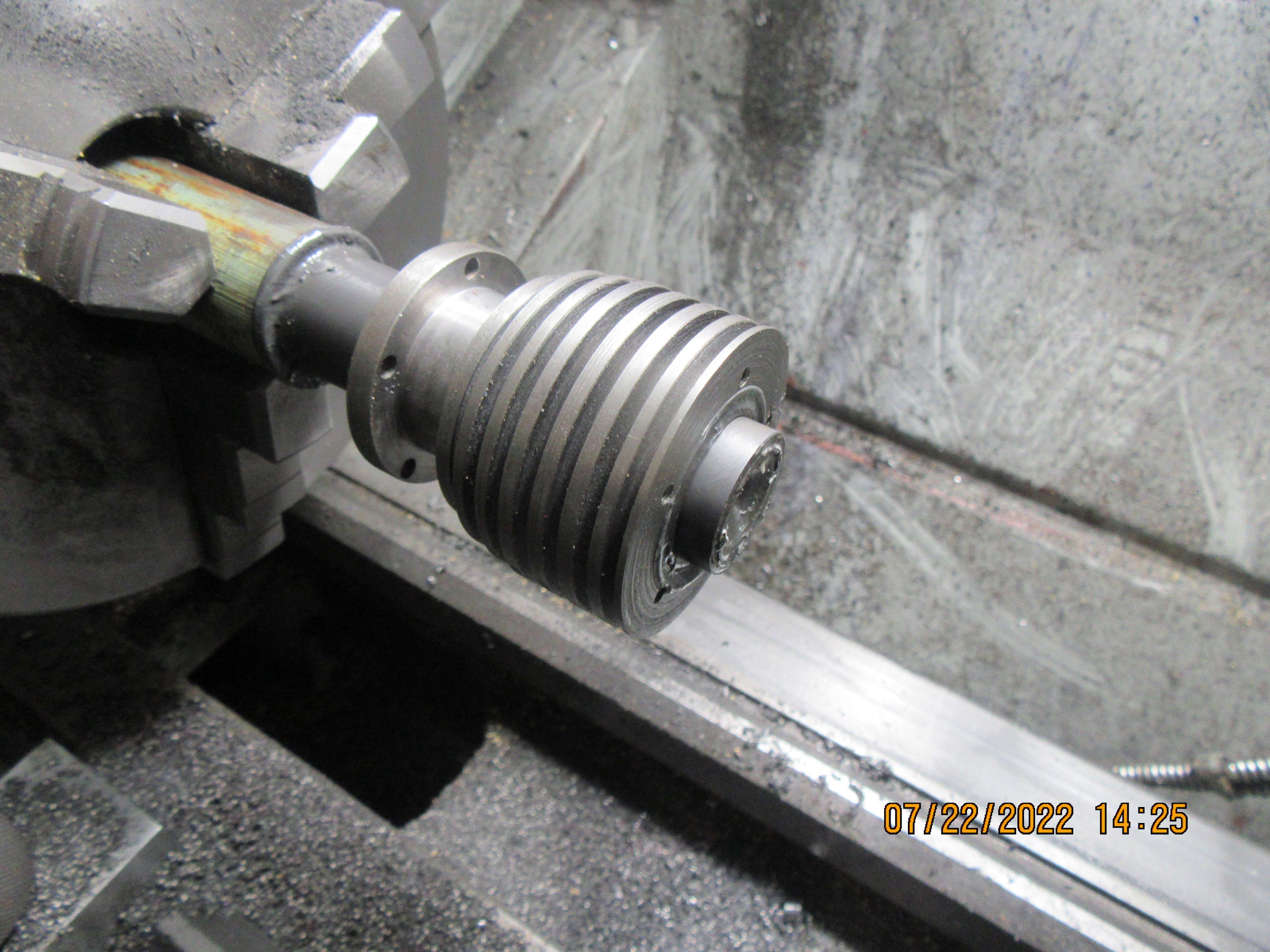
--Viton rings are heat proof, work fine as piston rings, and always seal 100% right from as soon as they are installed. The nominal ring cross section is 1/16" and the o.d of the ring should match the bore of the cylinder. The groove in the piston is 0.094" wide and 0.059" deep, and you only need one ring per piston. Yes, I do make my own cast iron rings, have posted extensively about it on this forum, and bought a heat treat oven to "set" the rings over an expanding fixture. I have indifferent success with my cast iron rings. Sometimes they seal great, other times not so much.---Brian










![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)