This guy seems to know a lot about modifying transfer ports and timing... May be of interest?
K2
K2





This guy seems to know a lot about modifying transfer ports and timing... May be of interest?
K2






![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)
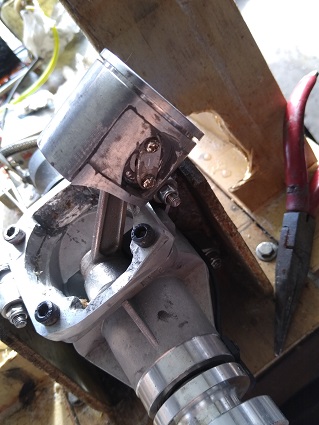
the underside of the crown is hollowed, but I can machine that more smoothly and add a domed plate.Hi Owen, re: "I wonder how thick the actual piston crown is? If I have 8mm, I can recess m5 hex socket screws into the crown, and make a component to hold the piston pin more securely. "
If the crown is very thin, you can consider a nut-and-bolt arrangement, if you use countersunk screws in the crown, as these are reasonably easy to seal (cone in cone) - even maybe a drop of Loctite or silicon sealer will survive the alloy temperatures? The nuts on the underside of the crown/part you are installing to reinforce the pin bosses can then take the tensile load of the assembly, without risking femur threads in the crown?
Or maybe I misunderstand the item?
Cheers!
K2
No, this is a conventional 2-stroke top end, with needle roller in the centre. The pin is standard, retained by wire circlips.Hi again Owen. Can you clarify the small end arrangement? The industry standards (if I remember correctly!) are either a pin fixed in the piston and small end bearing in the rod (so called "floating pin"), or a pin fixed in the rod and the piston pin bores become the bearings for the small end motion (so called "fixed pin"). My experience of 2-stroke engines has only been "floating pin" types, often with needle roller bearings to reduce heat loading here (the nomenclature relates to the con-rod joint). Bosses are basically the same strength, but different finished sizes for the applications. I guess that you are going to a smaller pin - fixed in the piston - with bearing in the con-rod?
K2




































![Learning AutoCAD Civil 3D 2014 [Online Code]](https://m.media-amazon.com/images/I/51F3yi9fokL._SL500_.jpg)