




I am repeating myself, but I am a total beginner on the lathe, but I just have to ask anyway...
I was happily machining a little flywheel on my lathe, and things went well till I was going to make a 2-3 mm deep slot into the 25 mm diameter round stock. I had already machined the surface, so everything was nice & concentric.
The attempted cut was made maybe 25 mm out from the 3-jaw chuck with a 3 mm wide cut-off/slotting tool. Speed around 1500RPM, very slow feed. No center in the tailstock.
Suddenly the tool dug in, ripping the part from the chuck and locking up the machine.
Part totally ruined, and some damage to the lathe as well.
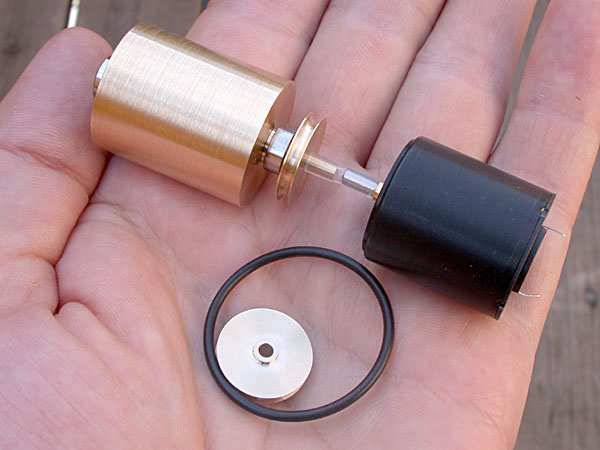
As you can see, the groove was not very deep when the dig-in occured:

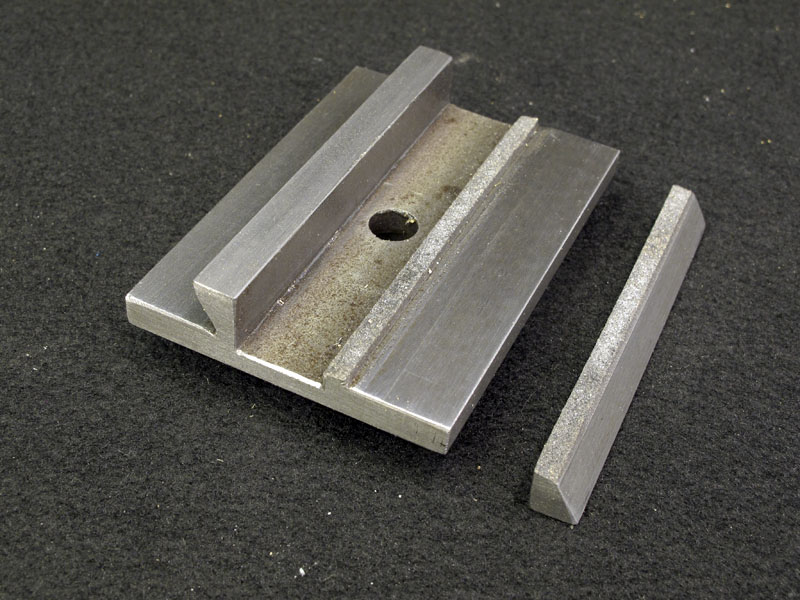
The damage done:
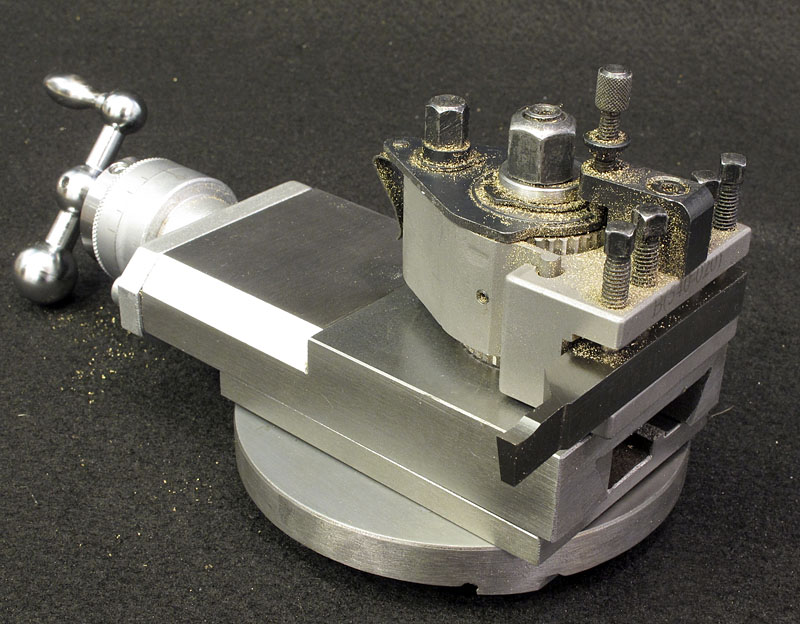
The tool with the quick change toolholder:
This leaves with me with several questions:
1) How stupid was the operation I tried to perform? Could you expect to pull off something like this?
2) Is that dovetail breakage something to be expected, or an indication of a inferior part?
3) What is the most likely cause for the crash? Lack of rigidity on the tool or/and toolholder, deflection of brass bar? All of the above?
4) Are crashes like this a part of a machinist life, or and indication of a total lack of skill?
Regards,
Haavard H
I was happily machining a little flywheel on my lathe, and things went well till I was going to make a 2-3 mm deep slot into the 25 mm diameter round stock. I had already machined the surface, so everything was nice & concentric.
The attempted cut was made maybe 25 mm out from the 3-jaw chuck with a 3 mm wide cut-off/slotting tool. Speed around 1500RPM, very slow feed. No center in the tailstock.
Suddenly the tool dug in, ripping the part from the chuck and locking up the machine.
Part totally ruined, and some damage to the lathe as well.
As you can see, the groove was not very deep when the dig-in occured:
The damage done:
The tool with the quick change toolholder:
This leaves with me with several questions:
1) How stupid was the operation I tried to perform? Could you expect to pull off something like this?
2) Is that dovetail breakage something to be expected, or an indication of a inferior part?
3) What is the most likely cause for the crash? Lack of rigidity on the tool or/and toolholder, deflection of brass bar? All of the above?
4) Are crashes like this a part of a machinist life, or and indication of a total lack of skill?
Regards,
Haavard H













































![MeshMagic 3D Free 3D Modeling Software [Download]](https://m.media-amazon.com/images/I/B1U+p8ewjGS._SL500_.png)
















