Sory Brian, I am using "Engineering English" again. I don't mean to confuse.
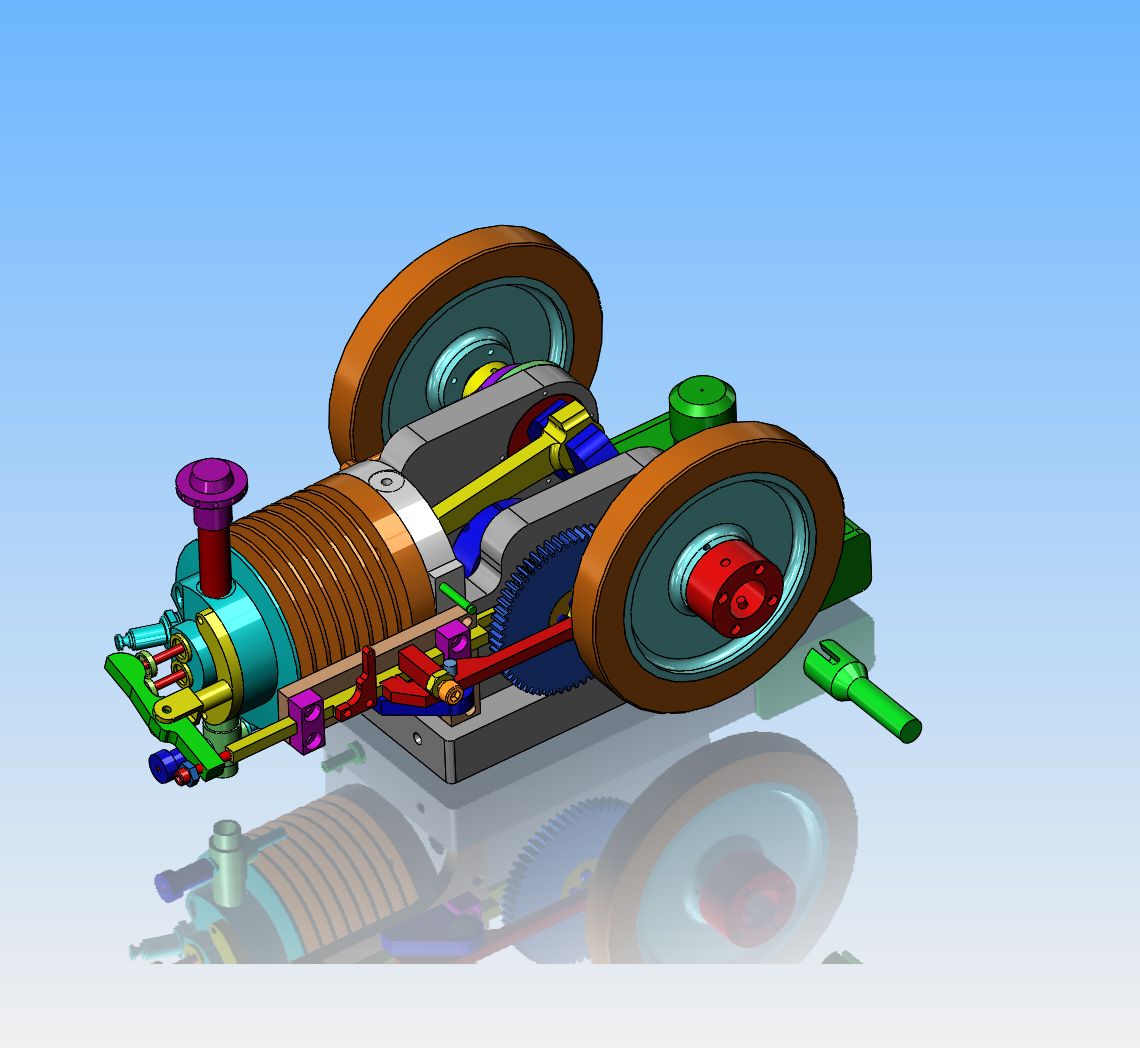
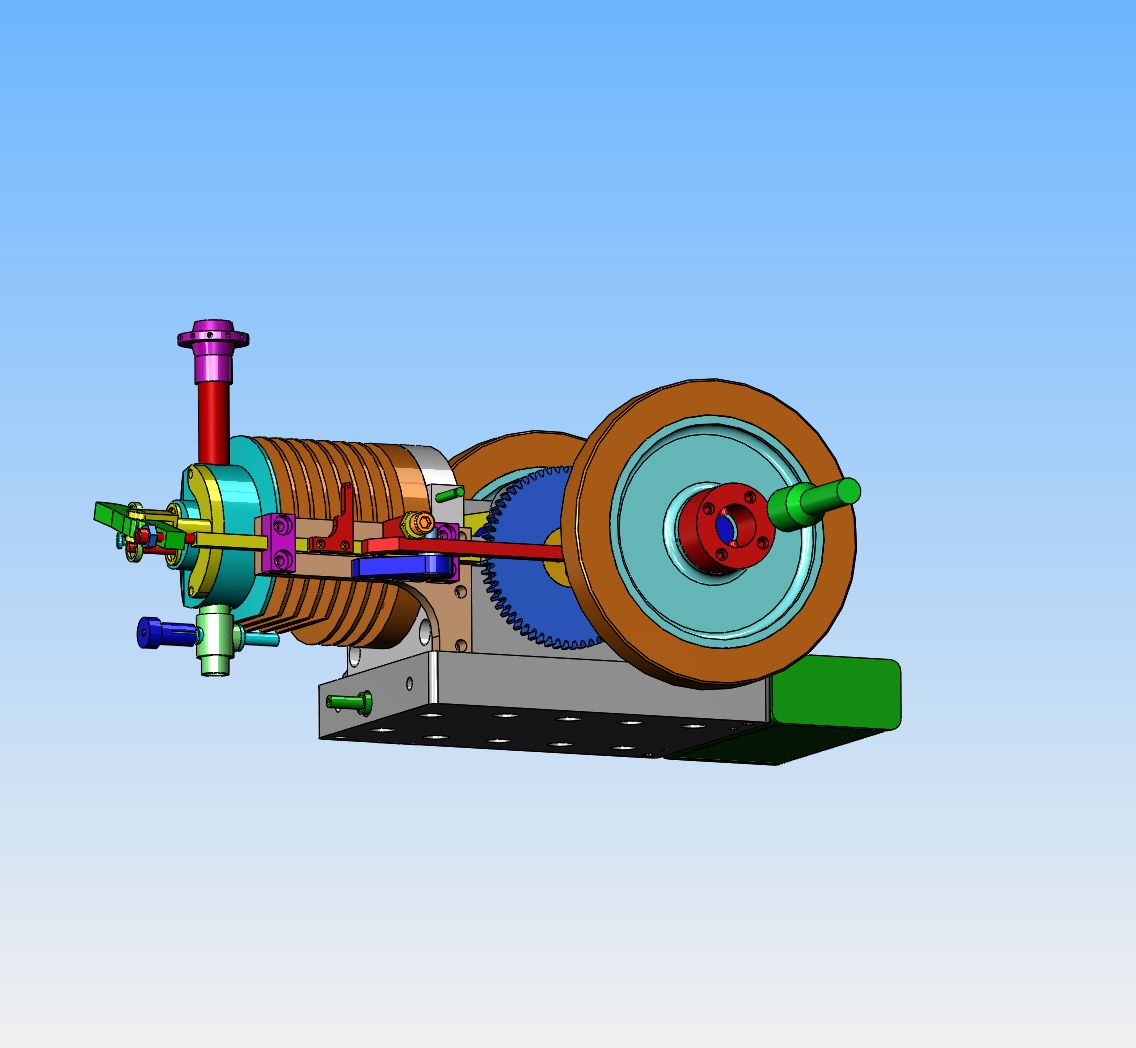
In my "Engineering English" the "Choke" is not a device used for cold starting - as named on cars, but any reduction of cross-sectional area in the passage through which the gas (Air, then air plus fuel) is passing. The Chioke of a carburettor is the reduced diameter zone at or near the fuel jet. As you start with a tapered inlet, the inlet tube itself is "choked" and accelerates the air with consequential pressure drop. Usually this is a simple parallel passage, all-be-it on some race carburettors they add a Bell-mouth which adds to the intake velocity a little, but the main reason is producing laminar flow through the carburettor to maximise gas flow and also velocity. Your carb looks like there is a small step between the passage in the light green part and the blue cross part. This "step" change of diameter will cause a turbulence, which will significantly reduce flow of air (maybe by 10%?) and consequently, slow the air so there is a reduced pressure drop compared with what you could achieve if this was either straight at the same diameter or blended with a further taper in the blue part between the outside and the point where the jet is positioned. Then you will have a better venturi. I am ot saying you won't make your design work as it is, buit simply suggesting an engineering reason for adding a taper in the blue part.
Regards,
K2
In my "Engineering English" the "Choke" is not a device used for cold starting - as named on cars, but any reduction of cross-sectional area in the passage through which the gas (Air, then air plus fuel) is passing. The Chioke of a carburettor is the reduced diameter zone at or near the fuel jet. As you start with a tapered inlet, the inlet tube itself is "choked" and accelerates the air with consequential pressure drop. Usually this is a simple parallel passage, all-be-it on some race carburettors they add a Bell-mouth which adds to the intake velocity a little, but the main reason is producing laminar flow through the carburettor to maximise gas flow and also velocity. Your carb looks like there is a small step between the passage in the light green part and the blue cross part. This "step" change of diameter will cause a turbulence, which will significantly reduce flow of air (maybe by 10%?) and consequently, slow the air so there is a reduced pressure drop compared with what you could achieve if this was either straight at the same diameter or blended with a further taper in the blue part between the outside and the point where the jet is positioned. Then you will have a better venturi. I am ot saying you won't make your design work as it is, buit simply suggesting an engineering reason for adding a taper in the blue part.
Regards,
K2





![MeshMagic 3D Free 3D Modeling Software [Download]](https://m.media-amazon.com/images/I/B1U+p8ewjGS._SL500_.png)