re: #99 - Craig:
ON Differential expansion... This is very complicated for a cast-iron liner in an aluminium block. - Fit and temperature and yield strength all play an "active" part.
I was involved in trying to predict the fit of a steel tube pressed into an aluminium block. The calculations were proven by the real engines on test - and failed exactly as predicted - except for one factor. The steel and aluminium both deformed permanently, so the result was 2 parts that didn't fit at times and leaked. But the result was that fitted "as originally designed" and "glued" with Loctite thread-lock (the adhesive already in use on the production line in that area) produced a sealed fit that never leaked.
The calculations of differential expansion showed less dimensional change than the "interference" value. But what was actually happening was that the steel tube (a relatively low-grade steel) was swaging when press fitted into the aluminium block (at room temperature) so if removed immediately it was smaller than before fitting. And after reducing the temperature of an assembly to -30C (minimum service temperature at which the engine was expected to be started) the aluminium was found to have yielded slightly such that the hole was measurably larger than the original. The conclusion at +120C (max "design service" temperature at that position) was that the steel tube would be loose in the aluminium... - and thus would leak oil - but the Loctite prevented this. It seemed to form a seal at the edges of the metal-to-metal fit - which was wiped "dry" along the contact surface during assembly (So didn't assist the fitting/disassembly force). - The original "fit" dimensions had been based on the steel tube pressed into an iron block. We never actually changed the dimensional fit, just added the Loctite as that made the assembly "work properly".
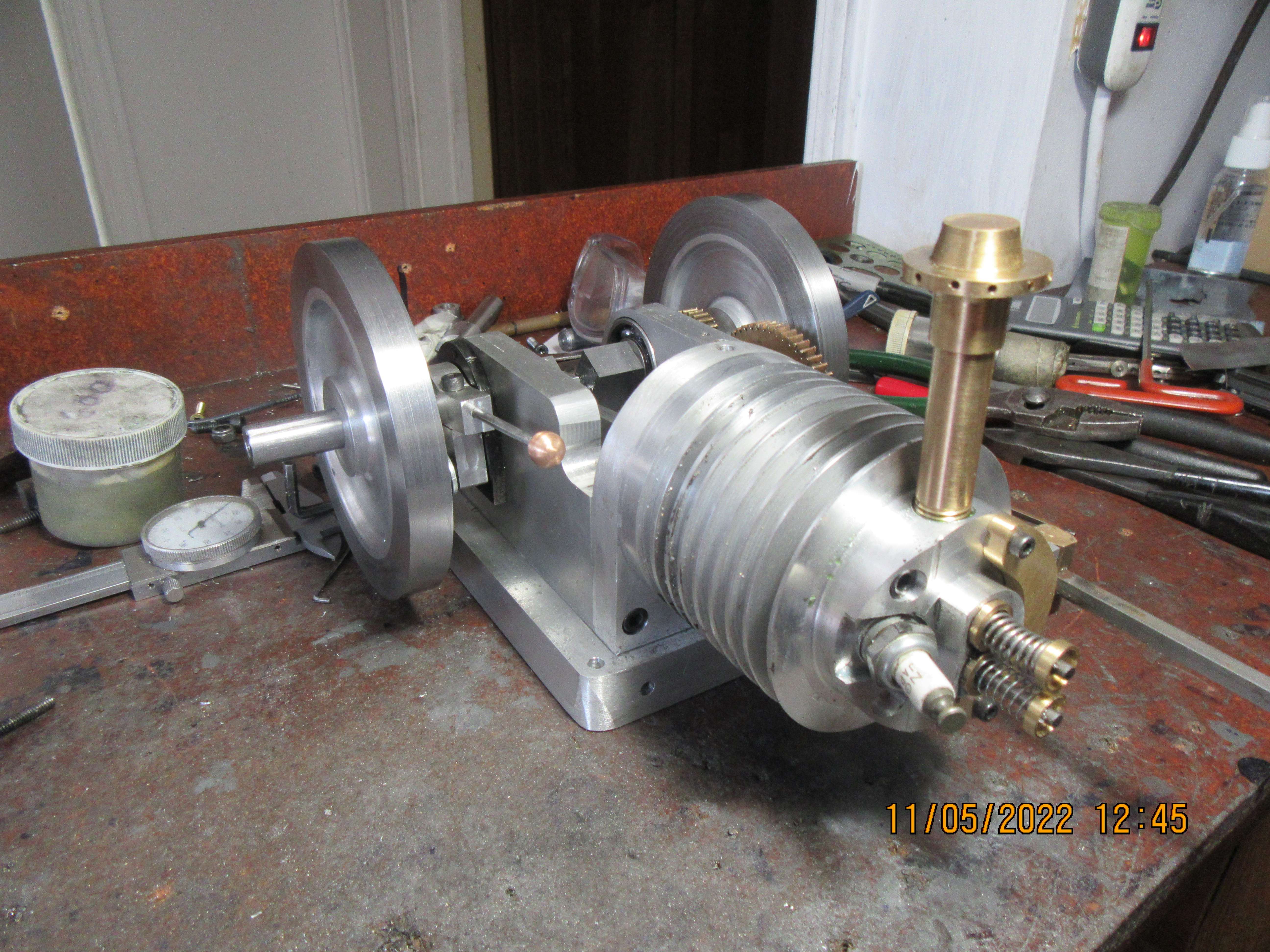
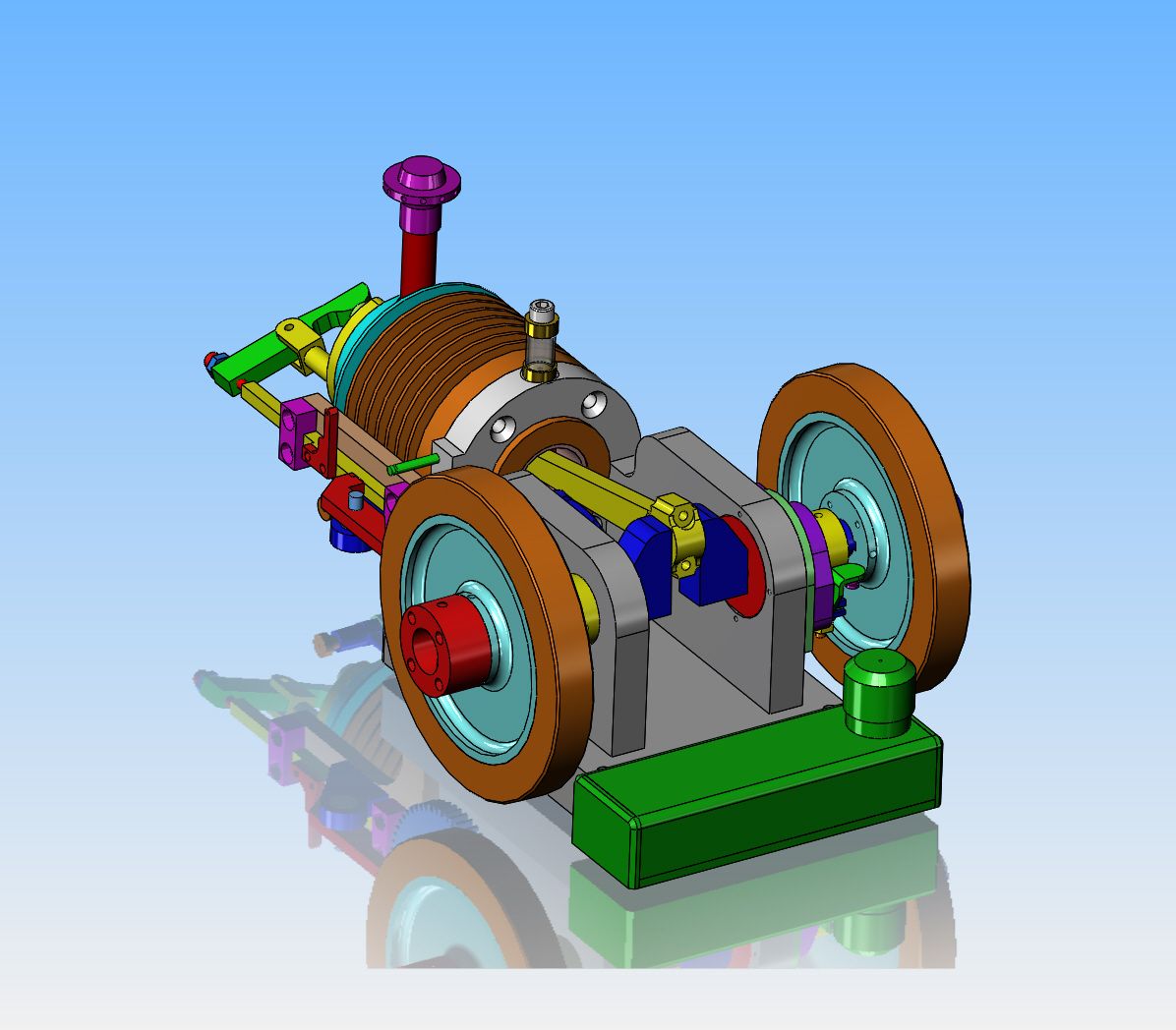
On Richard's engine I expect the Loctite adhesive to secure the components and being so thin a film (actually just filling the machining grooves, so just a few microns thick!) it won't materially affect the heat flow from cast iron liner to aluminium block.
BRIAN, I would have guessed a regular "Thread-lock" anaerobic adhesive should be adequate for securing the "sliding-fit of liner to block. - But follow Loctite's recommendation as they are the experts. - I would (if it were my engine) fit a tiny pin to ensure the liner does not become free to rotate in the aluminium. - It looks (from photos) as if there is a top flange (held between block and head gasket?) to prevent linear movement of the liner. - Good design.
K2















![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)


























![MeshMagic 3D Free 3D Modeling Software [Download]](https://m.media-amazon.com/images/I/B1U+p8ewjGS._SL500_.png)