




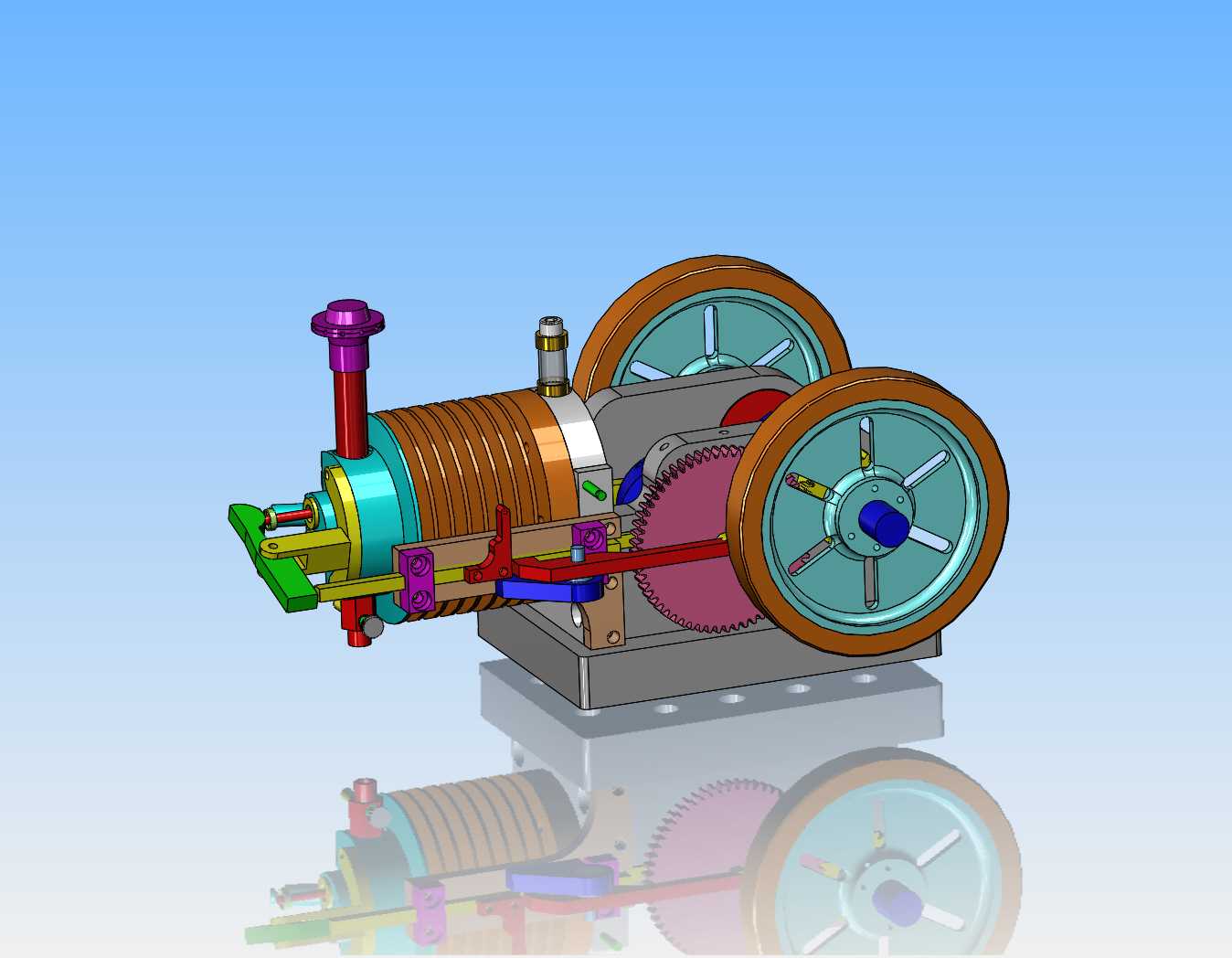
WOWZA!!! Ya never know your luck in the big city. I remembered having a 30 tooth gear in my shelf of "things recovered from old projects" and I did. But---amaze me--I had a 60 tooth gear in there that I had forgotten all about. Both gears will require a bit of creative hub rework, but not near as much work as setting up and cutting new gears.






![MeshMagic 3D Free 3D Modeling Software [Download]](https://m.media-amazon.com/images/I/B1U+p8ewjGS._SL500_.png)






![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)



















































")