
You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
Three Cylinder Radial Steam Engine
- Thread starter SBWHART
- Start date




Help Support Home Model Engine Machinist Forum:
This site may earn a commission from merchant affiliate
links, including eBay, Amazon, and others.
- Joined
- Jan 17, 2009
- Messages
- 887
- Reaction score
- 82
Ok just to bring you up to date on last couple of days activity:-
Cold weather and family commitments have slow the build down a bit.
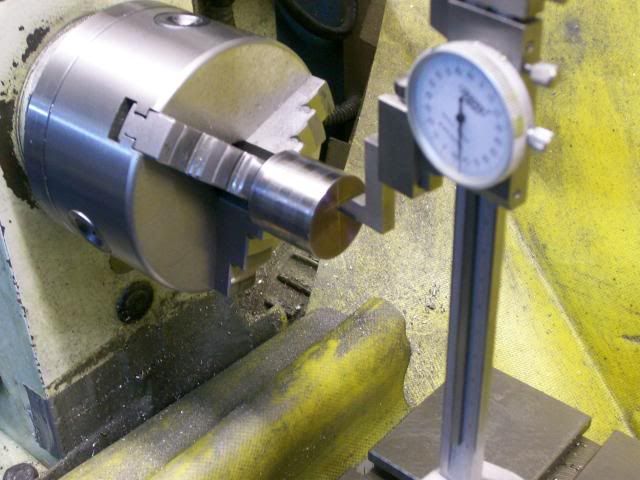
Finishing off the bearing housing:- I hadn't left enough flat surface for the screws to sit on so I needed to set the housing up on a lose mandrel to turn the dia down a bit so decided as I was already set up to taper the housing as the drawing.
Made a lose mandrel from a stub of steel faced off and tapped M8 with a cap screw with a big washer. You use a lose mandrel on jobs where getting things dead concentric is not important, the fit of the mandrel in the bore can be like a prick in a shirt sleeve to use the correct work shop term.
This is the mandrel

Put the housing on lightly nip up the cap screw and clock it up tighten the cap screw check that nothings moved

Machine away the bits you don't want.

I've bought some M3 stainless steel dome nuts that I think will look real well.
The next bit going to be a tail of Triumph over near Disaster.
Made a start on the crank shaft, drawing calls for a solid one piece crank shafts, all crank shafts I've made to date have been fabrication, but this being a one throw crank shaft I thought i'd make it in one as the drawing.
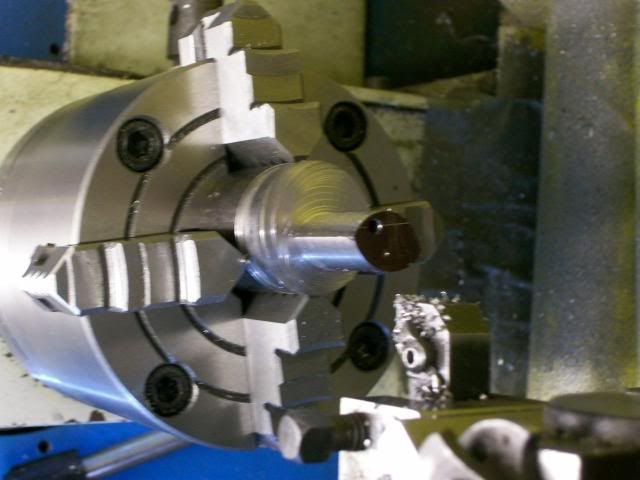
Ok first part using a 3" long bit of 32mm dia free cutting mild steel turn the main journal 3/8" dia.

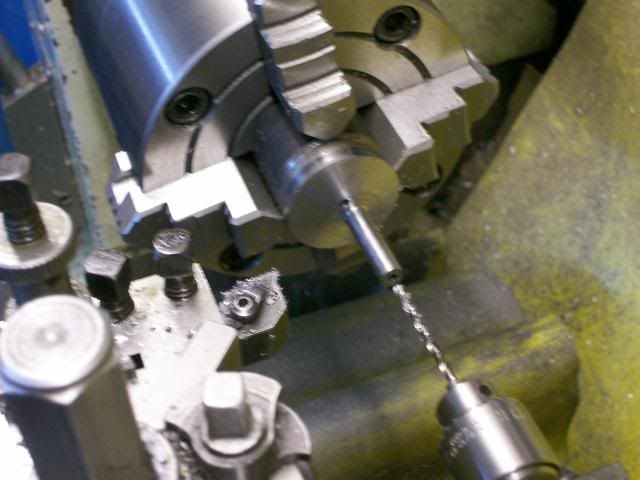
Turn it round in the chuck and drill a 2.5 mm hole 2" deep for the oil way.
Centre drill then a jobber 2.75 mm then finish off with a 2.5 mm long series drill, drilling part way with an over size drill gives a bit of clearance for the swarf reducing the chances of it clogging and breaking, also keep clearing the drill back:- job done.

OK turning the offset for the crank.
Plan A :-
Mark off set with a small centre pop then with a pointed bar in the centre pop clock the bar up turn dia.
Marking out
Mark centre line and set centre line vertical

Touch on top of bar

Bit of maths
Mark position of off set
Centre pop and her we have it in four jaw ready to be set up.

At this point tried getting it roughly set on the bench, and realized that with one jaw set over the next two jaws wouldn't close down, the diameter was too small.
Ok plan B. Make a bush with a 3/8 bore clamp the crank shaft with a grub screw positioned in a none important place (grub screw would mark the shaft) then I remembered that if you put a packing piece between the job and the chuck jaw you could get the off set, so decided thats what I would do.
Her we have the bush on the shaft with the packing piece.

And job part turned

OK spotted the deliberate mistake.
:doh:
I'm using a three jaw, the geometry is all changed I used a 1/4" packing piece to get a 1/4" throw I should have used a bit of trig and worked out a thicker bit of packing or used a self centering four jaw.
A quick check and phew I still had enough meat left to get the job done.
Plan C:- well back to plan A really but using the sleeve to give more of a diameter to grip on.
Still had the off set marked with a centre pop on the bar end.
So her we are clocking it up

And part cut:- interesting shape with the near mis not quite cleaned away.
1/4 dia turned and drilling the oil way.
Turned crank

And in the housing

Well that came out all right in the end I'm sure glad I did a quick check as to how the throw was coming out when I did.
Cheers
Stew
Cold weather and family commitments have slow the build down a bit.
Finishing off the bearing housing:- I hadn't left enough flat surface for the screws to sit on so I needed to set the housing up on a lose mandrel to turn the dia down a bit so decided as I was already set up to taper the housing as the drawing.
Made a lose mandrel from a stub of steel faced off and tapped M8 with a cap screw with a big washer. You use a lose mandrel on jobs where getting things dead concentric is not important, the fit of the mandrel in the bore can be like a prick in a shirt sleeve to use the correct work shop term.
This is the mandrel
Put the housing on lightly nip up the cap screw and clock it up tighten the cap screw check that nothings moved
Machine away the bits you don't want.
I've bought some M3 stainless steel dome nuts that I think will look real well.
The next bit going to be a tail of Triumph over near Disaster.
Made a start on the crank shaft, drawing calls for a solid one piece crank shafts, all crank shafts I've made to date have been fabrication, but this being a one throw crank shaft I thought i'd make it in one as the drawing.
Ok first part using a 3" long bit of 32mm dia free cutting mild steel turn the main journal 3/8" dia.
Turn it round in the chuck and drill a 2.5 mm hole 2" deep for the oil way.
Centre drill then a jobber 2.75 mm then finish off with a 2.5 mm long series drill, drilling part way with an over size drill gives a bit of clearance for the swarf reducing the chances of it clogging and breaking, also keep clearing the drill back:- job done.
OK turning the offset for the crank.
Plan A :-
Mark off set with a small centre pop then with a pointed bar in the centre pop clock the bar up turn dia.
Marking out
Mark centre line and set centre line vertical
Touch on top of bar
Bit of maths
Mark position of off set
Centre pop and her we have it in four jaw ready to be set up.
At this point tried getting it roughly set on the bench, and realized that with one jaw set over the next two jaws wouldn't close down, the diameter was too small.
Ok plan B. Make a bush with a 3/8 bore clamp the crank shaft with a grub screw positioned in a none important place (grub screw would mark the shaft) then I remembered that if you put a packing piece between the job and the chuck jaw you could get the off set, so decided thats what I would do.
Her we have the bush on the shaft with the packing piece.
And job part turned
OK spotted the deliberate mistake.
:doh:
I'm using a three jaw, the geometry is all changed I used a 1/4" packing piece to get a 1/4" throw I should have used a bit of trig and worked out a thicker bit of packing or used a self centering four jaw.
A quick check and phew I still had enough meat left to get the job done.
Plan C:- well back to plan A really but using the sleeve to give more of a diameter to grip on.
Still had the off set marked with a centre pop on the bar end.
So her we are clocking it up
And part cut:- interesting shape with the near mis not quite cleaned away.
1/4 dia turned and drilling the oil way.
Turned crank
And in the housing
Well that came out all right in the end I'm sure glad I did a quick check as to how the throw was coming out when I did.
Cheers
Stew
- Joined
- Aug 25, 2007
- Messages
- 3,890
- Reaction score
- 715
Amazing how much adrenaline this seemingly benign hobby can generate, huh? That first microsecond when you realize you've made a mistake and might have to start over is really gut-wrenching. Those people who jump of of bridges and high buildings with parachutes have got nothing on us!
Chuck
Chuck
zeeprogrammer
Well-Known Member
- Joined
- Mar 14, 2009
- Messages
- 3,362
- Reaction score
- 13
cfellows said:Those people who jump of of bridges and high buildings with parachutes have got nothing on us!
Rof}
Yeah...I do feel that way sometimes. Adrenaline is adrenaline.
A good looking finished part, Stew. Good follow-along story, too.
Off the engine engine subject a bit, but still a related question for you, Stew; Did you make the cross slide table for this lathe, or is it the stock unit?
Dean
Off the engine engine subject a bit, but still a related question for you, Stew; Did you make the cross slide table for this lathe, or is it the stock unit?
Dean



$99.99
AHS Outdoor Wood Boiler Yearly Maintenance Kit with Water Treatment - ProTech 300 & Test Kit
Alternative Heating & Supplies










$49.95
$55.99
DjuiinoStar Hot Air Stirling Engine Assembly Kit: Spend 30 Minutes to Build Your Own Stirling Engine
djuiinostar






$45.99
Sunnytech Mini Hot Air Stirling Engine Motor Model Educational Toy Kits Electricity HA001
stirlingtechonline











$37.82
$49.99
Becker CAD 12 3D - professional CAD software for 2D + 3D design and modelling - for 3 PCs - 100% compatible with AutoCAD
momox Shop

$19.15
$29.95
Competition Engine Building: Advanced Engine Design and Assembly Techniques (Pro Series)
MBC Inc.





![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)
$0.00
DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]
Amazon.com Services LLC


![MeshMagic 3D Free 3D Modeling Software [Download]](https://m.media-amazon.com/images/I/B1U+p8ewjGS._SL500_.png)




$26.89
$34.99
Peachtree Woodworking Supply Bowl Sander Tool Kit w/Dual Bearing Head & Hardwood Handle, 42 Pieces Wood Sander Set, 2 Hook & Loop Sanding Disc Sandpaper Assortment, 1/4 Mandrel Bowl Sander
Peachtree Woodworking Supply Inc





$599.00
$649.00
FoxAlien Masuter Pro CNC Router Machine, Upgraded 3-Axis Engraving All-Metal Milling Machine for Wood Acrylic MDF Nylon Carving Cutting
FoxAlien Official








- Joined
- Jan 17, 2009
- Messages
- 887
- Reaction score
- 82
Thanks for you support chaps.
Dean the cross slide is a stock part of the lathe as supplied, its a bit of an oddity its a Chester supper model B a 3 in 1 with a mill drill head that I've removed, I now use the machine only as a lathe following the purchase of a small milling machine (seig x3).
Cheers
Stew
Dean the cross slide is a stock part of the lathe as supplied, its a bit of an oddity its a Chester supper model B a 3 in 1 with a mill drill head that I've removed, I now use the machine only as a lathe following the purchase of a small milling machine (seig x3).
Cheers
Stew
- Joined
- Jan 17, 2009
- Messages
- 887
- Reaction score
- 82
Stole a bit of shop time this morning and finish off the crank.
Blued the web up and set it up in the spin indexer, then by using my height gauge touching on the web then with a bit of calculation set the crank up so it was on centre line.
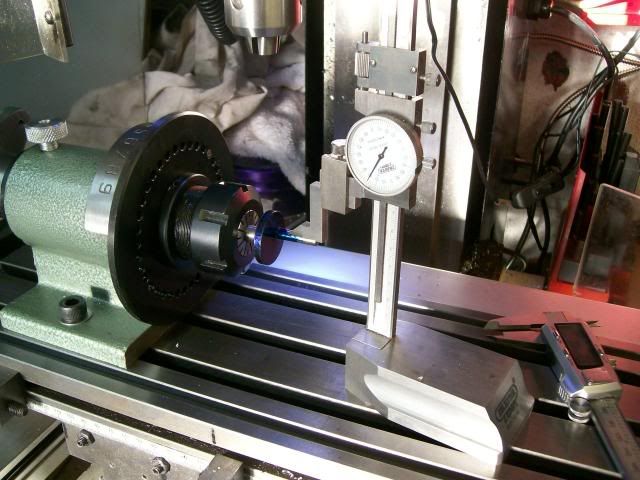
Then using the indexer and the height gauge marked out the web.
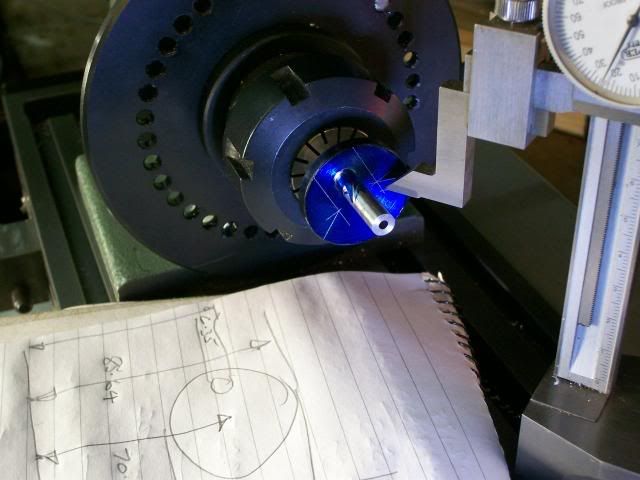
First bit of machining indexer rotated to bring the crank vertical and drill the oil way.
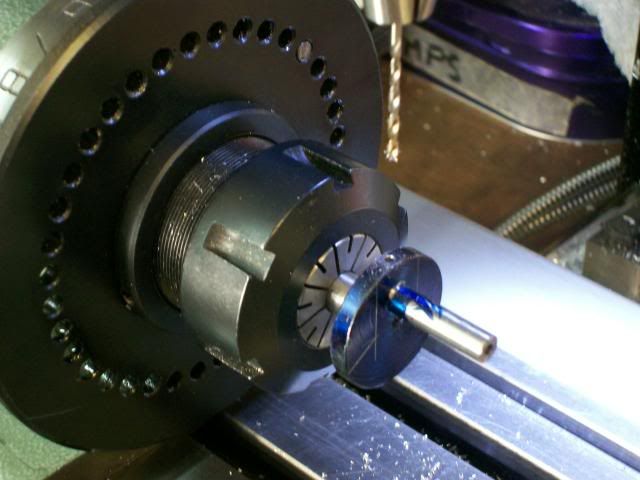
Then with a nice big milling cutter hack out the web shape.

Then mill the flats to drive the valve crank. By rotating the indexer 180 the flats came out nice and symetrical on the crank.
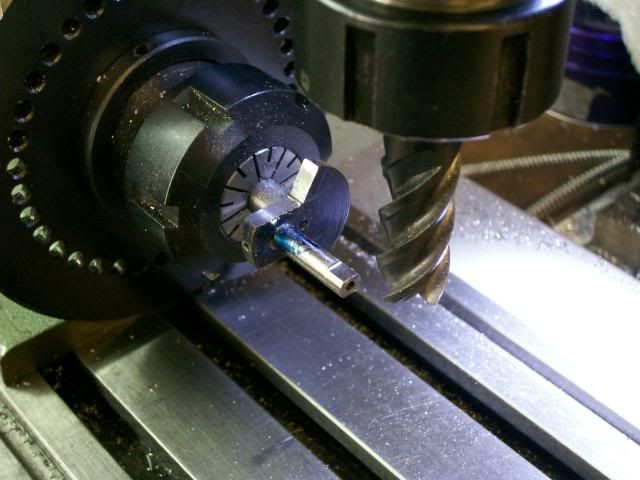
A quick debur and thats it done just need to drill into the oil ways and plug them up where required.

Cheers
Stew
Blued the web up and set it up in the spin indexer, then by using my height gauge touching on the web then with a bit of calculation set the crank up so it was on centre line.
Then using the indexer and the height gauge marked out the web.
First bit of machining indexer rotated to bring the crank vertical and drill the oil way.
Then with a nice big milling cutter hack out the web shape.
Then mill the flats to drive the valve crank. By rotating the indexer 180 the flats came out nice and symetrical on the crank.
A quick debur and thats it done just need to drill into the oil ways and plug them up where required.
Cheers
Stew
- Joined
- Jan 17, 2009
- Messages
- 887
- Reaction score
- 82
Completed the fly wheel, the drawing calls for a cast iron flywheel but I'd got some suitable brass and I also like making composite brass ally fly wheels.
So first job make the hub I'd got a bit of ally the correct diameter but it was a bit on the thin side to chuck and part off, so I put a hole down the middle of it and held it on a loose mandrel to turn up the OD.

Then stuck it into the middle of this chunk of brass, I found quite a few bits like this down the scrap yard.

The fly wheel is held on the crank using a split tapered collet. so to make the collet, swing the compound over to 5 deg (10deg inclusive) and turn the taper, then put a 3/8" dia drill down the middle, and part off.

Then don't move the compound, keep it set.
Chuck up the fly wheel, flip the boring bar upside down, and working at the back, bore the taper in the hub, because nothings bin moved the tapers will match perfectly.

Skim up the OD of the fly wheel part off and face the other end.

Split the tapered collet and her are all the bits for the fly wheel completed.

This is how it looks


Thats all the outside bits of the engine done just the innerds to do now.
I guess thats all until after Christmas
So I'd like to wish you all and your families a very merry Christmas.
Have fun
Stew
So first job make the hub I'd got a bit of ally the correct diameter but it was a bit on the thin side to chuck and part off, so I put a hole down the middle of it and held it on a loose mandrel to turn up the OD.
Then stuck it into the middle of this chunk of brass, I found quite a few bits like this down the scrap yard.
The fly wheel is held on the crank using a split tapered collet. so to make the collet, swing the compound over to 5 deg (10deg inclusive) and turn the taper, then put a 3/8" dia drill down the middle, and part off.
Then don't move the compound, keep it set.
Chuck up the fly wheel, flip the boring bar upside down, and working at the back, bore the taper in the hub, because nothings bin moved the tapers will match perfectly.
Skim up the OD of the fly wheel part off and face the other end.
Split the tapered collet and her are all the bits for the fly wheel completed.
This is how it looks
Thats all the outside bits of the engine done just the innerds to do now.
I guess thats all until after Christmas
So I'd like to wish you all and your families a very merry Christmas.
Have fun
Stew
- Joined
- Jan 17, 2009
- Messages
- 887
- Reaction score
- 82
High Chuck
The tapered split collets trapped between the taper in the flywheel and the nut tightening the nut spread the collet gripping the fly wheel, slackening the nut off allows the collet to spring back and you can remove the fly wheel, its a great way of getting a wobble free flywheel.
Hope this helps
Stew
The tapered split collets trapped between the taper in the flywheel and the nut tightening the nut spread the collet gripping the fly wheel, slackening the nut off allows the collet to spring back and you can remove the fly wheel, its a great way of getting a wobble free flywheel.
Hope this helps
Stew
- Joined
- Jan 17, 2009
- Messages
- 887
- Reaction score
- 82
Happy new year Chaps
I bet you thought I'd given up on this. Spent new in year St Ives a Cornish fishing village/town, made a complete fool of myself by joining in the fancy dress party that the town holds, got a little bit tipsy dressed as a red indian (must have been the fire water).
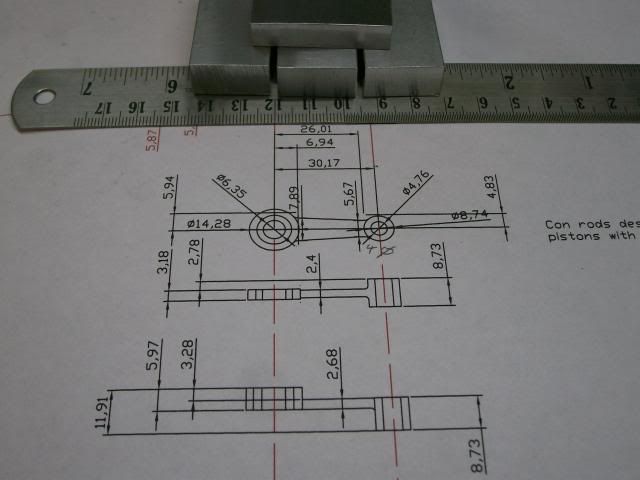
Any way on with the build:- con rods.
First job draw the rods out in cad and dimension the key features from the centre line of the big end bearing, then cut some plate to size, for the rods important to get all the bits the same size as it will help help in doing all three with the same set up.
Then set up in the mill bringing the vice stop into play then drill big end zero the DRO in X and Y and then drill other holes, repeat, repeat.
Her we have them all drilled.

Put a couple of same size rods through the web holes sit them on to a couple of parallels, tighten up the vice remove rods and parallels.
and chew out the meat.

Fit the big ends with 1/4" phosphor bronze bushes, the little ends are also drilled 1/4" (that I will bush later) and make a 1/4" mandrel, one mandrel will do both ends.
Then fix on mandrel and thin the webs.

Flip over and locate on the other end and thin the other side.

Then with the mandrel held in a collet on the rotary table round the ends off.


There we are done they just need a tickle with a file to tidy up.

The centre con rod is at the back in this pic with the two off set rods in the fore ground.

Have fun
Stew
I bet you thought I'd given up on this. Spent new in year St Ives a Cornish fishing village/town, made a complete fool of myself by joining in the fancy dress party that the town holds, got a little bit tipsy dressed as a red indian (must have been the fire water).
Any way on with the build:- con rods.
First job draw the rods out in cad and dimension the key features from the centre line of the big end bearing, then cut some plate to size, for the rods important to get all the bits the same size as it will help help in doing all three with the same set up.
Then set up in the mill bringing the vice stop into play then drill big end zero the DRO in X and Y and then drill other holes, repeat, repeat.
Her we have them all drilled.
Put a couple of same size rods through the web holes sit them on to a couple of parallels, tighten up the vice remove rods and parallels.
and chew out the meat.
Fit the big ends with 1/4" phosphor bronze bushes, the little ends are also drilled 1/4" (that I will bush later) and make a 1/4" mandrel, one mandrel will do both ends.
Then fix on mandrel and thin the webs.
Flip over and locate on the other end and thin the other side.
Then with the mandrel held in a collet on the rotary table round the ends off.
There we are done they just need a tickle with a file to tidy up.
The centre con rod is at the back in this pic with the two off set rods in the fore ground.
Have fun
Stew
- Joined
- Jan 17, 2009
- Messages
- 887
- Reaction score
- 82
Hi Arnold.
Thanks for taking the time to post some feed back.
I drilled the corners with a 4 mm drill then to round the ends I used a 3 mm slot drill, so that it would have some clearance into the corners.
Cheers
Stew
Thanks for taking the time to post some feed back.
I drilled the corners with a 4 mm drill then to round the ends I used a 3 mm slot drill, so that it would have some clearance into the corners.
Cheers
Stew
- Joined
- Jan 17, 2009
- Messages
- 887
- Reaction score
- 82
Thanks for the positive feedback guys :-
Made a start on the pistons over the last couple of days. The first thing I did was to hone the cylinders so that I would have a final size to work with, I used a flex hone with plenty of oil, I didn't go over board with the honing just a quick lick up and down for about 10 seconds, but it was enough to produce a nice smooth bore.

Then used this new toy to give the cylinders a good clean, its an ultrasonic cleaner on offer for £20:- Great for cleaning glasses and false teeth, wanted to try it out on Mother in-laws teeth, but the miserable old bugger wouldn't let me.

Then I carefully measure the bores they were all within 0.02 mm kept a note with each one of their size.

The turned down a chunk of window cast iron sash weight and drilled and bored the ID.

Then I wanted to try out my home made tool post grinder to get a nice finish on the OD of the cylinder, it took me a good bit of time and a lot of 13 amp fuzes (don't ask ) to wire up the new toggle switch I'd bought for it.
) to wire up the new toggle switch I'd bought for it.
But it worked a treat got a nice finish on the cast iron and a nice fit.

This is two ground up and just sitting nicely in the bore, the third is still on the bar waiting to be parted off:- thats a job for another day

Have fun
Stew
Made a start on the pistons over the last couple of days. The first thing I did was to hone the cylinders so that I would have a final size to work with, I used a flex hone with plenty of oil, I didn't go over board with the honing just a quick lick up and down for about 10 seconds, but it was enough to produce a nice smooth bore.
Then used this new toy to give the cylinders a good clean, its an ultrasonic cleaner on offer for £20:- Great for cleaning glasses and false teeth, wanted to try it out on Mother in-laws teeth, but the miserable old bugger wouldn't let me.
Then I carefully measure the bores they were all within 0.02 mm kept a note with each one of their size.
The turned down a chunk of window cast iron sash weight and drilled and bored the ID.
Then I wanted to try out my home made tool post grinder to get a nice finish on the OD of the cylinder, it took me a good bit of time and a lot of 13 amp fuzes (don't ask
) to wire up the new toggle switch I'd bought for it.But it worked a treat got a nice finish on the cast iron and a nice fit.
This is two ground up and just sitting nicely in the bore, the third is still on the bar waiting to be parted off:- thats a job for another day
Have fun
Stew
Good on the pistons, Stew, and a good idea for keeping the measurements straight, too.
We have those Flexi-hones in the States. Will have to try one next time I need to do a honing job. I've use a brake cylinder hone in the past, which worked pretty well, too.
Thanks for the pics.
Dean
We have those Flexi-hones in the States. Will have to try one next time I need to do a honing job. I've use a brake cylinder hone in the past, which worked pretty well, too.
Thanks for the pics.
Dean
- Joined
- Jan 17, 2009
- Messages
- 887
- Reaction score
- 82
Hi Chaps
This post is by way of a question for Mr Moderator and a bit experiment for feed back.
During the cold spell we've been having in the UK, instead of freezing my nuts off in my shed maching I've been in the warm drawing up this engine. Will it be OK to add the drawing to the download section if so how do I do it, I don't think I've broken any copy right but pleas shout at me if you think I have.
Her's a sample sht (attached) from the drawing pack, comments will be welcome, I'll wait until I've got the engine running so that I can add any required changes before putting them in down load.
Cheers
Stew
View attachment Sht 2 second try.pdf
This post is by way of a question for Mr Moderator and a bit experiment for feed back.
During the cold spell we've been having in the UK, instead of freezing my nuts off in my shed maching I've been in the warm drawing up this engine. Will it be OK to add the drawing to the download section if so how do I do it, I don't think I've broken any copy right but pleas shout at me if you think I have.
Her's a sample sht (attached) from the drawing pack, comments will be welcome, I'll wait until I've got the engine running so that I can add any required changes before putting them in down load.
Cheers
Stew
View attachment Sht 2 second try.pdf
Similar threads
- Replies
- 11
- Views
- 1K