I purchased a PID controller from Ebay, and it cost me about $230 Canadian including shipping. It consists of a plastic box about 5" x 8" x 3" deep, a pyrometer probe which extends thru the side of the oven, two 110 volt cords coming out of it, one with a male end and one with a female plug, an on/off switch, and a digital screen on it.
Hi Brian,
Congratulations on the oven - it's always much better if one can do one's own heat treatment.
Regarding the PID, did you get an operator's manual with it? If not, search online for the name/model number of the unit mounted in your box and download the info (if possible). PID's come in various flavours, but all of them have some capability to be programmed. In case you don't know, they work by switching "on" before the temperature that is being controlled falls to your lower required limit, and switch "off" before reaching the upper set limit. This then evens out the lag where with a normal household oven the temperature overshoots the desired (set) temperature, and then undershoots the lower limit by only starting to warm up again when it crosses the set limit threshold (hope this is clear...).
Most PID's (if set into the correct mode) can also "self learn" what the actual lead and lag times must be , so as to not overshoot the target temperature. The operator's manual should tell you about these matters, and how to program the unit. If you cannot find the information, please drop me a PM with your email address, and I will send you some generic information, in PDF format, that should put you on the right path.
Just to get you started, the "SV" display is your set value (the temp that you want to maintain), and the "PV" is the actual temperature of the oven. Press the sideways arrow below the displays to get into "set" mode, and then either of the "up" or "down" arrows to adjust the flashing digit. Press the sideways arrow again to scroll through all the digits, setting each digit individually. Press the "set" button to store the set value and start the oven. (As I said, units differ, and yours might need you to press the "set" button to start...
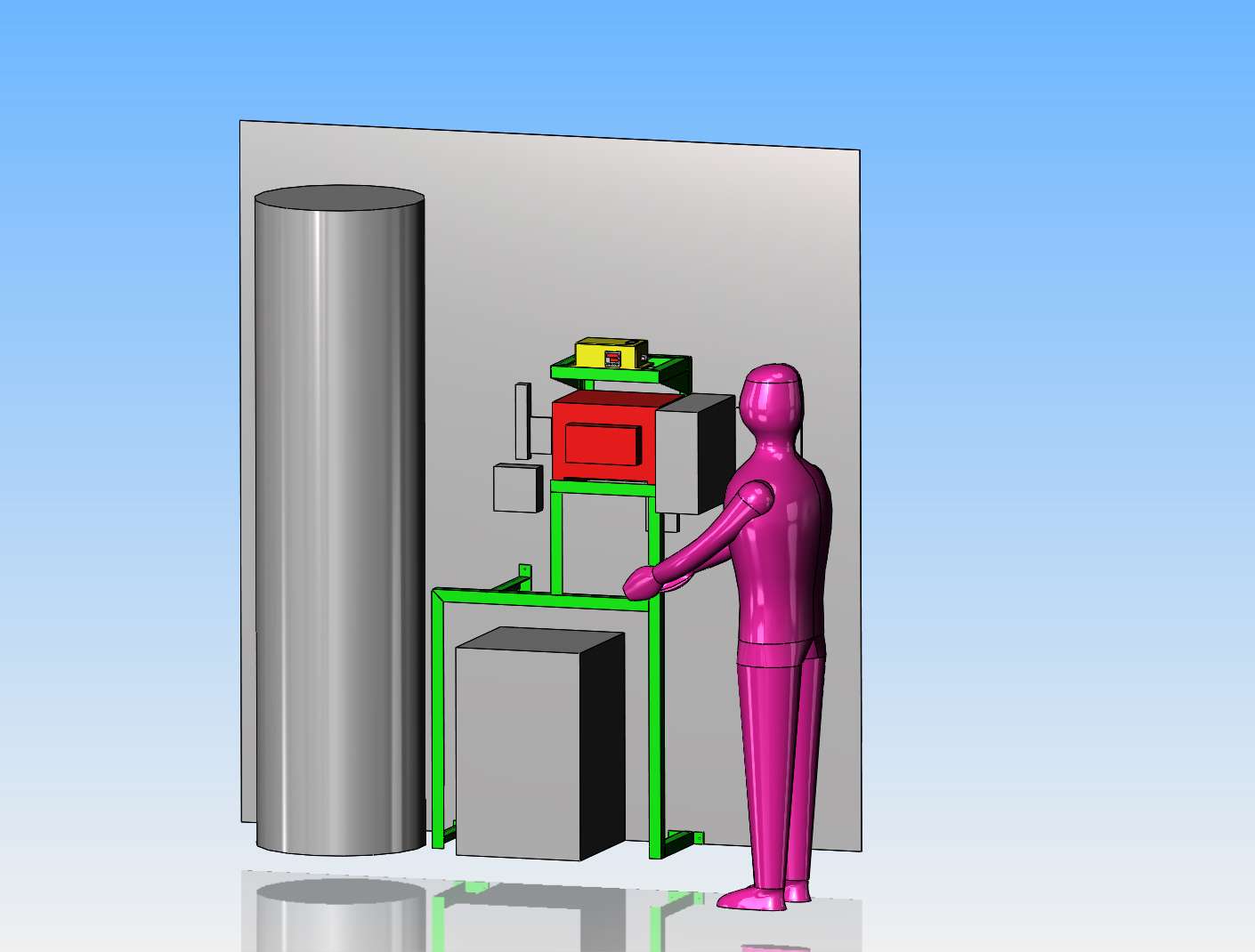
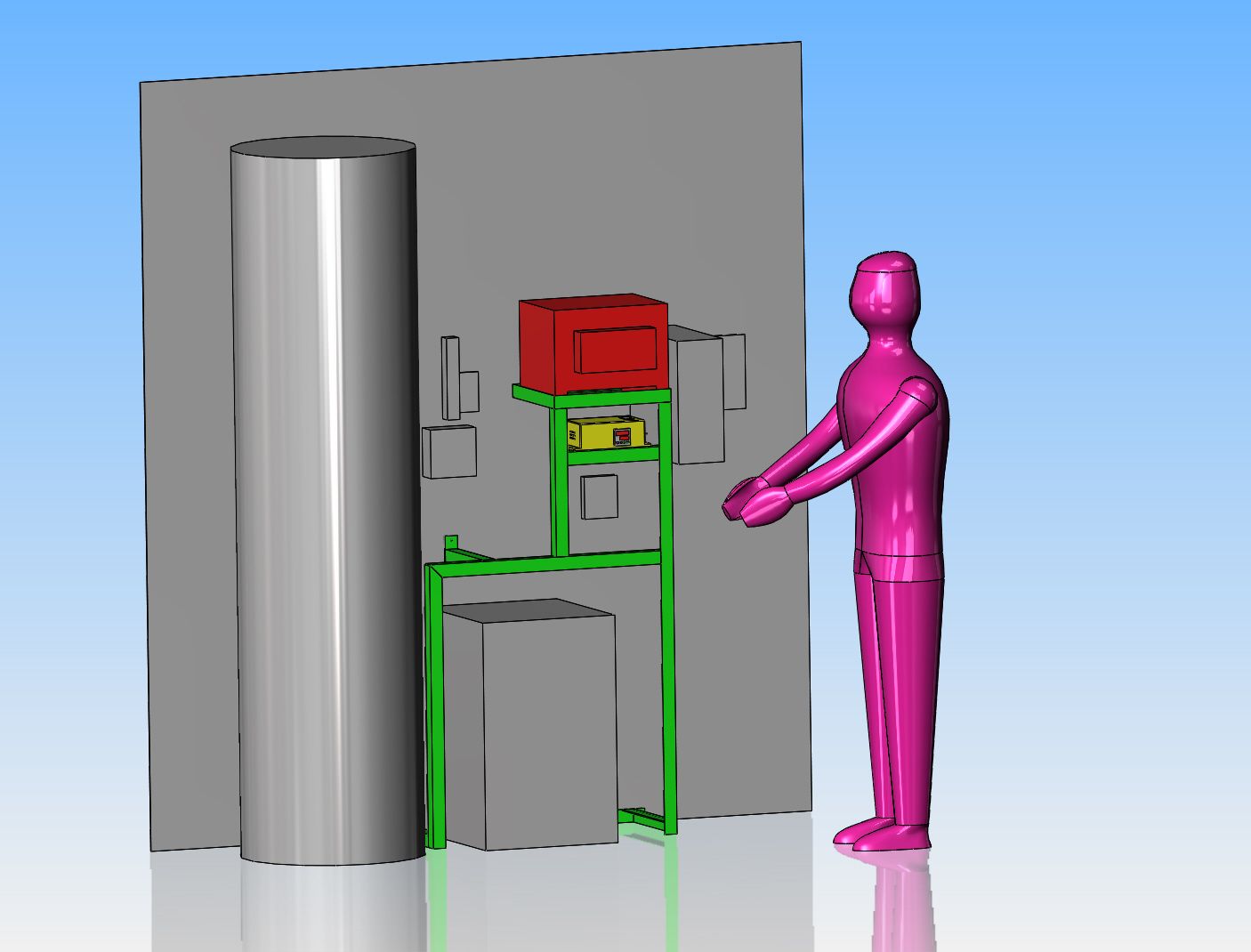
I agree with jkimberln that it's not ideal to have the controller directly above your oven.
I don't think I am going to need anything else, but if I do I will let you know
You will need a quench tank and a proper quenching oil (don't use old engine oil or similar...). You will also need a tempering oven, if at all possible. One can use the main hardening oven, but it uses a lot more electricity than a small dedicated toaster oven, and it allows one to do both the hardening and the tempering operations at the same time.
An old fire extinguisher, with just the top cut off, makes a very nice quenching tank for small items, holding about 4-5 liters of oil. If you are going to heat treat larger parts then you will probably have to weld your own larger tank. I have two tanks, a 5 liter ex-extinguisher, and a much taller large diameter pipe with one end welded shut with a 2mm steel plate that also acts as it's stand - this tank holds 25 liters of oil.
Depending on the type of steel you plan to harden, your cheapest "best" quenching oil to use (if you don't want to buy actual quenching oil...) is Canola cooking oil - it is a rather quick quenching oil, and being a vegetable oil, it has a very limited vapour phase, ensuring uniform hardening. It also smells like chips when heated - a much more pleasant smell than most other oils
")
And yes, clockworkcheval is correct, heat up your oil to make it cool the steel more rapidly.