I bought an 8" Phase II horizontal/vertical table with matching tail stock and chuck about 8 months ago. I have used the RT a lot since then. If I were to redo the decision, I would have no qualms with getting the same table again, though the quality and precision is not overly thrilling. I would also seriously consider an 8" South Bend or similar Asian made ones where the base does not extend past the sides, as my mill can fit an 8 table just fine, but there have been a couple times where Ive had real estate issues accommodating the roughly 10 wide base.
For a RT, I think you should pay attention to the number of hold down slots relative to flat surface areas. Mine has 6 T-slots, which is sometimes a challenge, but 8 slots might result in the flat surface areas being too small. As pointed out by others, get the biggest RT that will fit your mill. When considering maximum size, factor in any extra room the side of the base requires too when using a short cutter at the centre of the table.
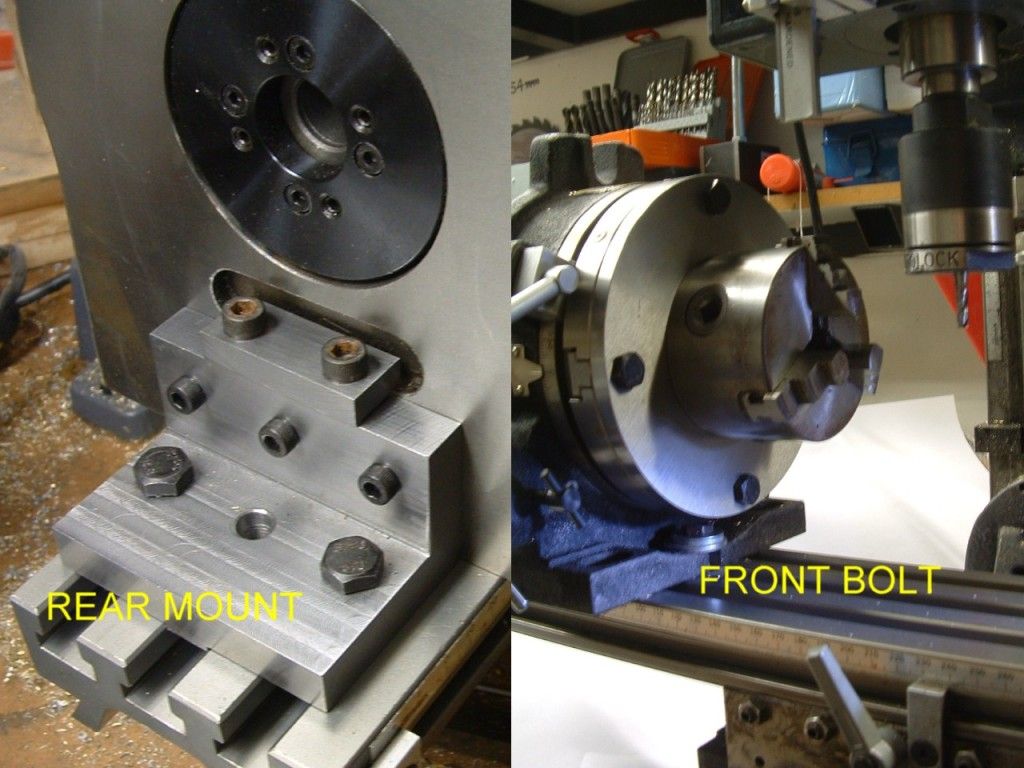
The chuck and tail stock that I received were ok, but I've only used the chuck twice and never used the tail stock. The chuck takes up way too much vertical height, which I partially mitigated by removing the removable portions of the jaws. I have never used my RT in the vertical position, which would almost certainly require the tail stock, as you can't get smaller cutters close to the table centre in this configuration.
In use, I have found that I use the RT heavily for profiling, curved parts, and other horizontal degree type operations that require working generally with flat stock. For all other work, it quickly became apparent to me that a dedicated dividing head would be far more useful. I recently acquired a very good dividing head with tail stock and plates that fits all the chucks, back plates and collets I use on the lathe, and that has turned out to work out way better than a RT for working with smaller parts, any non-horizontal operations, and any dividing type operations. The RT and dividing head get about equal use now and I would not want to do without either.
I personally wouldn't bother getting plates for a RT unless dollars are very tight. With programs like Marvs, or with a quickly built spreadsheet, you can come up with a list of angles for any number of divisions you desire. if you want handy dividing needs, a dedicated dividing head with a 4:1 or if you must a 40:1 ratio would seem a wise investment. Using dividing plates on RT with 72 or more to one ratio would seem to be a kludge that leaves you counting/cranking way too much Id personally use a spreadsheet to compute angles before Id go that route.
At the end of the day, your budget, needs, and size of your mill may have you going in a very different direction that myself or others.
Robin







")