
You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
PM Research No. 1 Build
- Thread starter rhitee93
- Start date




Help Support Home Model Engine Machinist Forum:
This site may earn a commission from merchant affiliate
links, including eBay, Amazon, and others.
- Joined
- Mar 13, 2012
- Messages
- 583
- Reaction score
- 62
Dinkum said:H Rhitee,
Your doing a great job there. Thm: Wish I could do similar.
Please do.")
Dinkum, Don't sell yourself short. My work doesn't come close to some of the artist that hang around here, but I truly believe the secret to being able to do anything is simply forgetting that you don't know how.
Here is a the close up of my parting tool. I don't know if this is correct in any way, it is just what I have used for years. This one is due to have the hollow re-ground. When it is fresh, the rake is more pronounced. The edge moves back as I touch up the tool, and I'll have to grind it again.
- Joined
- Mar 13, 2012
- Messages
- 583
- Reaction score
- 62
I decided to work on the spacers for the crosshead slide caps tonight. The attention to detail that the people around here put into their engines has inspired me, and I decided that plain cylindrical spacers wouldn't do. I have never tried to grind a contoured tool before, and my tools to do this are quite limited so I came up with a simple shape that I hope fits well with the engine.
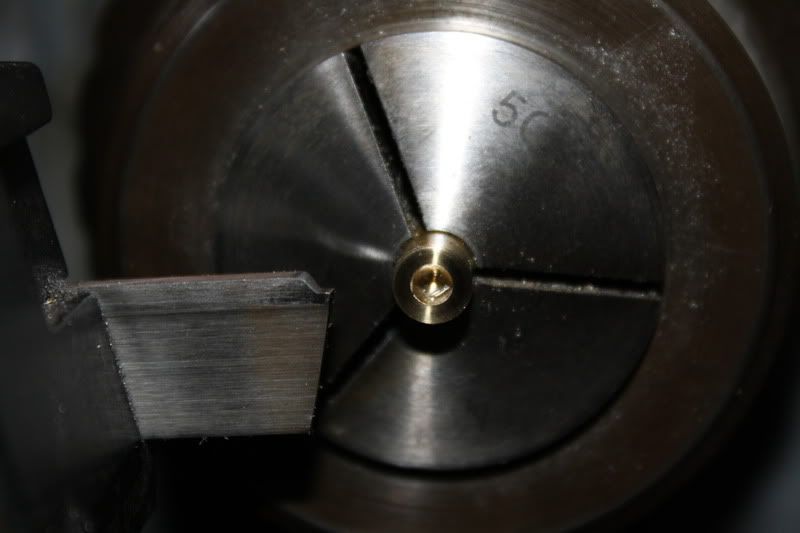
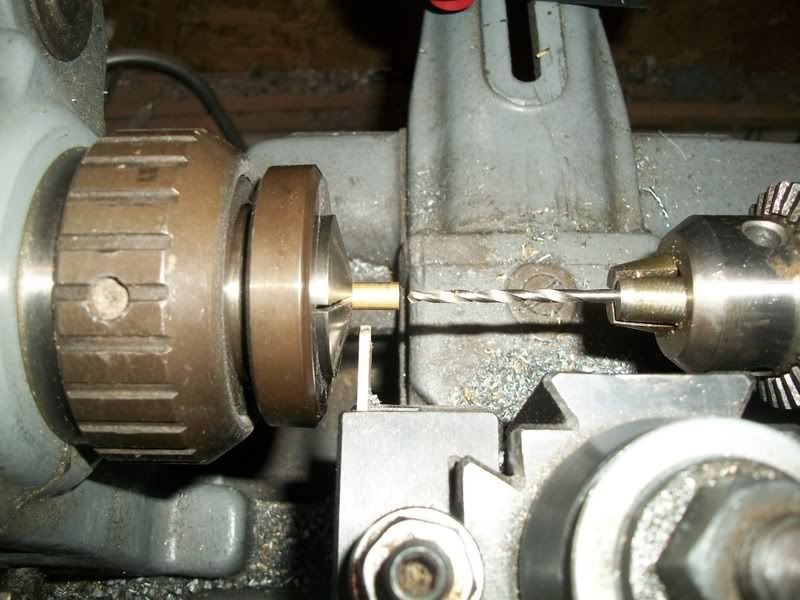
First off I had to drill a through hole for the slide cap screws. This is an 1/8" drill and a piece of 1/4" brass stock.
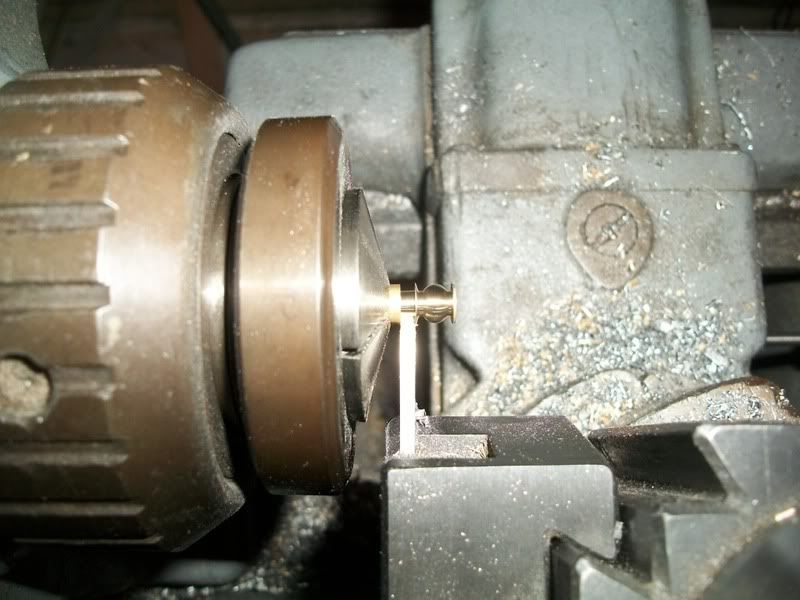
Next I came in with the custom tool I ground. Here it is just starting the cut:

...and again with the cut complete. It actually worked quite well. I'll have to try more of this in the future.

Then I just parted them off.
Here are all 4 lined up, and a preview of what the will look like on the engine. I have lots of cleanup work to do on the castings yet. I will smooth the surfaces up before the final assembly.


First off I had to drill a through hole for the slide cap screws. This is an 1/8" drill and a piece of 1/4" brass stock.
Next I came in with the custom tool I ground. Here it is just starting the cut:
...and again with the cut complete. It actually worked quite well. I'll have to try more of this in the future.
Then I just parted them off.
Here are all 4 lined up, and a preview of what the will look like on the engine. I have lots of cleanup work to do on the castings yet. I will smooth the surfaces up before the final assembly.
techonehundred
Well-Known Member
- Joined
- Jul 29, 2009
- Messages
- 140
- Reaction score
- 6
Those standoffs look great You really doing a great job on this build. I am not going to miss a single post here. I am taking notes on every step. building the courage to start my pm #1
You really doing a great job on this build. I am not going to miss a single post here. I am taking notes on every step. building the courage to start my pm #1- Joined
- Mar 13, 2012
- Messages
- 583
- Reaction score
- 62
Dinkum,
That was far from a jig I was scrounging through my Dremel bits trying to finds something I could use and found a worn out old chainsaw sharpening stone. There was just enough of it left to make that dimple in the tool.
That was far from a jig
I was scrounging through my Dremel bits trying to finds something I could use and found a worn out old chainsaw sharpening stone. There was just enough of it left to make that dimple in the tool.





$45.99
Sunnytech Mini Hot Air Stirling Engine Motor Model Educational Toy Kits Electricity HA001
stirlingtechonline
![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)
$0.00
DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]
Amazon.com Services LLC



$26.89
$34.99
Peachtree Woodworking Supply Bowl Sander Tool Kit w/Dual Bearing Head & Hardwood Handle, 42 Pieces Wood Sander Set, 2 Hook & Loop Sanding Disc Sandpaper Assortment, 1/4 Mandrel Bowl Sander
Peachtree Woodworking Supply Inc



$19.15
$29.95
Competition Engine Building: Advanced Engine Design and Assembly Techniques (Pro Series)
MBC Inc.
















$99.99
AHS Outdoor Wood Boiler Yearly Maintenance Kit with Water Treatment - ProTech 300 & Test Kit
Alternative Heating & Supplies


$49.95
$55.99
DjuiinoStar Hot Air Stirling Engine Assembly Kit: Spend 30 Minutes to Build Your Own Stirling Engine
djuiinostar

$599.00
$649.00
FoxAlien Masuter Pro CNC Router Machine, Upgraded 3-Axis Engraving All-Metal Milling Machine for Wood Acrylic MDF Nylon Carving Cutting
FoxAlien Official




$36.94
$49.99
Becker CAD 12 3D - professional CAD software for 2D + 3D design and modelling - for 3 PCs - 100% compatible with AutoCAD
momox Shop



















- Joined
- Mar 13, 2012
- Messages
- 583
- Reaction score
- 62
Hi all, thanks for all the supporting comments so far. I am having a good time building this engine, and sharing the process has really added to the fun.
I had a vacation day that I needed to burn this month, so today is it. I have some work to do in the yard, but also hope to spend some time in the shop. However before I do that I was hoping to get some advise from the group.
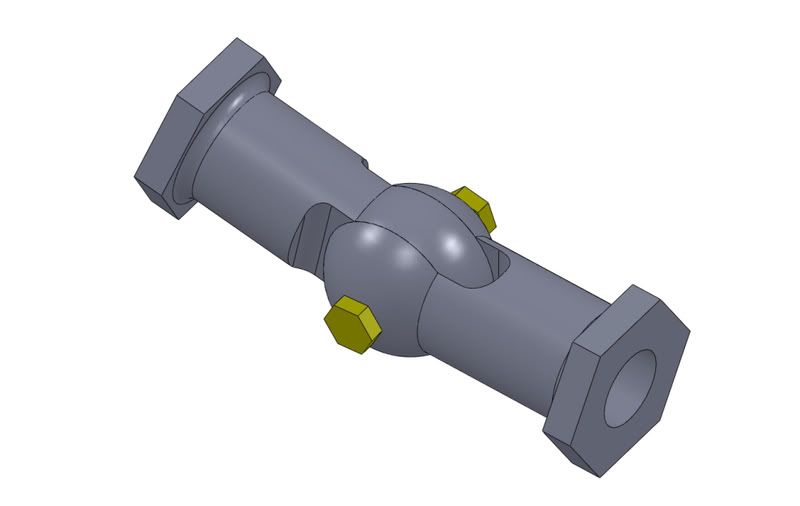
The valve rod link in the plans for this engine is just a couple of square blocks with a pivot. It isn't a bad looking design and is probably more appropriate for the later industrial period, but JasonB's Benson and Ramon's Table Engine have me lusting for long slender/graceful linkages.
I was doodling in cad and came up with the following. I'm not quite happy with it yet, but I though I would throw it out here to see if anyone had some ideas. The plans allow for adjustment by threading the linkages on/off the rods. I can make them much slimmer if I didn't retain that function, and it just now dawned on me that I can still adjust the position of the cross nut, so maybe I can eliminate the flats and threads and just solder these on the rods.
What say you?
I had a vacation day that I needed to burn this month, so today is it. I have some work to do in the yard, but also hope to spend some time in the shop. However before I do that I was hoping to get some advise from the group.
The valve rod link in the plans for this engine is just a couple of square blocks with a pivot. It isn't a bad looking design and is probably more appropriate for the later industrial period, but JasonB's Benson and Ramon's Table Engine have me lusting for long slender/graceful linkages.
I was doodling in cad and came up with the following. I'm not quite happy with it yet, but I though I would throw it out here to see if anyone had some ideas. The plans allow for adjustment by threading the linkages on/off the rods. I can make them much slimmer if I didn't retain that function, and it just now dawned on me that I can still adjust the position of the cross nut, so maybe I can eliminate the flats and threads and just solder these on the rods.
What say you?
- Joined
- Jan 3, 2008
- Messages
- 2,085
- Reaction score
- 17
Hi Brian,
I say with those fancy standoffs...which look great btw...a fancier valve rod link would be very appropriate. This has been a fun build to follow and am looking forward to seeing it run. Enjoy the vacation day
Bill
I say with those fancy standoffs...which look great btw...a fancier valve rod link would be very appropriate. This has been a fun build to follow and am looking forward to seeing it run. Enjoy the vacation day
Bill
mklotz
Well-Known Member
The pictured link might look more streamlined if the (yellow) bolt were replaced by a recessed head screw that threaded into the opposite side of the link. Just a thought.
Lesmo
Well-Known Member
- Joined
- Mar 1, 2011
- Messages
- 142
- Reaction score
- 16
Hi Brian
Just got up to date with your build, and so pleased that you changed to embedded pictures, as it makes following the thread so much easier. I was also wondering how you made the D shaped holes in the crank, did you also cut the web profiles with the same tool, they really look perfect. This has been an interesting build to follow and you are doing a great job. I look forward to seeing it running.
Cheers Les
Just got up to date with your build, and so pleased that you changed to embedded pictures, as it makes following the thread so much easier. I was also wondering how you made the D shaped holes in the crank, did you also cut the web profiles with the same tool, they really look perfect. This has been an interesting build to follow and you are doing a great job. I look forward to seeing it running.
Cheers Les
- Joined
- Mar 13, 2012
- Messages
- 583
- Reaction score
- 62
OK, I really liked Marv's idea about turning the through bolt into a hidden screw, so I built up a joint. I still need to make the pin, but here is what I have done so far:
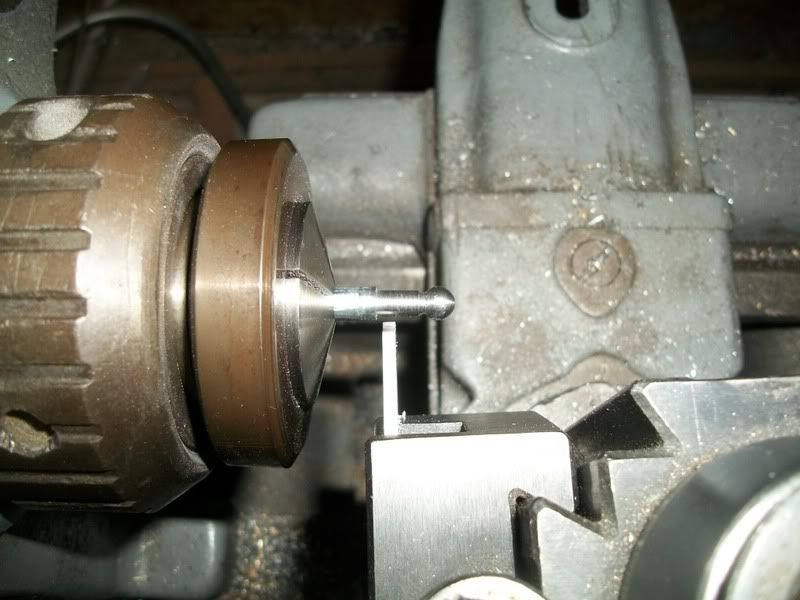
First I ground a 1/4" diameter ball cutting tool, and plunged into some .25" CRS.

The finish and roundness left something to be desired, but I am happy with the results after some time with a file and emery.

Then I narrowed down the section behind the ball to 3/16". (More abuse of a parting tool)
Then I cut the piece off leaving some of the 1/4" rod in place.
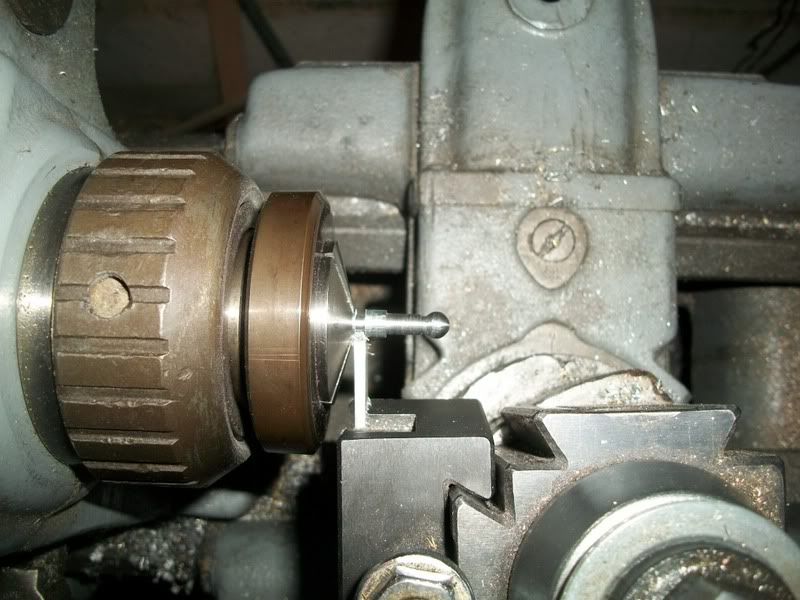
I left the 1/4" material there so I could flip the part around in the collet to drill the 1/8" hole for the valve rod.

Then I flipped the part back around and parted it off. I repeated this whole process to get a couple of (mostly) matching parts.

First I ground a 1/4" diameter ball cutting tool, and plunged into some .25" CRS.
The finish and roundness left something to be desired, but I am happy with the results after some time with a file and emery.
Then I narrowed down the section behind the ball to 3/16". (More abuse of a parting tool)
Then I cut the piece off leaving some of the 1/4" rod in place.
I left the 1/4" material there so I could flip the part around in the collet to drill the 1/8" hole for the valve rod.
Then I flipped the part back around and parted it off. I repeated this whole process to get a couple of (mostly) matching parts.
- Joined
- Mar 13, 2012
- Messages
- 583
- Reaction score
- 62
Next I temporarily glued the two link ends to a piece of 1/8" stock to act as a handle. I didn't need this for the machining steps, but I wanted to buff the parts some and figured this was better done wile they were still ball shaped.
Step one was to put the part in a collet holder and index in on the center of the ball. Then I used a spot drill to mark the center of the female link end.

Followed by a through drill for a 2-56 tap, and a slightly larger drill about 1/2 way through.

Then I tapped the hole 2-56...

...and milled a .260" long x 0.94" wide slot down the center.
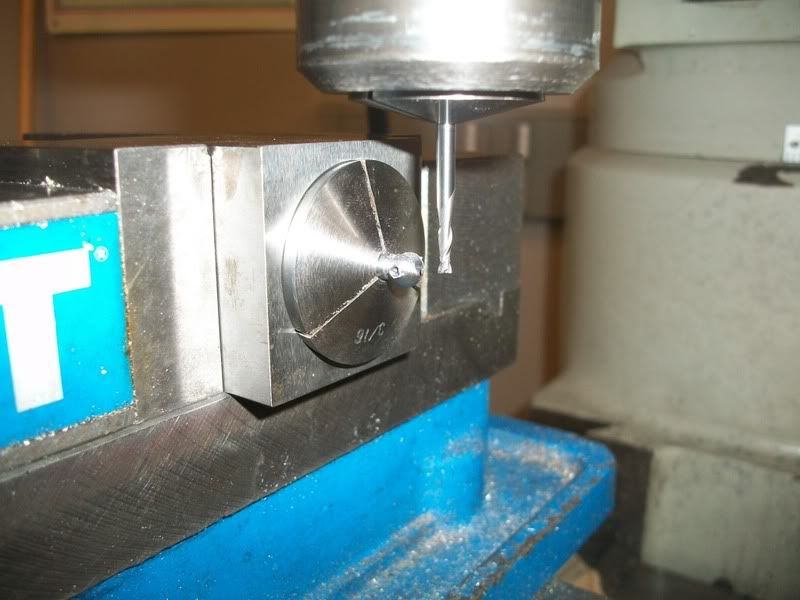
I repeated the drilling process for the male link end, only I went all the way through with the larger drill. Then I milled the mating part for the slot.

A little time with some wet/dry, and I am at this point. Next I will make a threaded pin that will look like a headless shoulder bolt, and polish it all together.

Step one was to put the part in a collet holder and index in on the center of the ball. Then I used a spot drill to mark the center of the female link end.
Followed by a through drill for a 2-56 tap, and a slightly larger drill about 1/2 way through.
Then I tapped the hole 2-56...
...and milled a .260" long x 0.94" wide slot down the center.
I repeated the drilling process for the male link end, only I went all the way through with the larger drill. Then I milled the mating part for the slot.
A little time with some wet/dry, and I am at this point. Next I will make a threaded pin that will look like a headless shoulder bolt, and polish it all together.
- Joined
- Mar 13, 2012
- Messages
- 583
- Reaction score
- 62
Well, yesterday I made the threaded pin for my link. Then I cut it to size and buffed the whole joint tonight. I am a little disappointed with the screwdriver slot, but you can't see it in the fuzzy picture below, so let's just pretend it is the nice 0.020" wide x 0.030" deep slot is was supposed to be I had drilled and taped a 2-56 hole with a .095" counterbore in a scrap plate to act as a fixture to hole the pin while I ran across the top with a 0.020" endmill. I should have used some thread locker because the screw turned a bit on me after the 3rd pass
This pin isn't very small compared to some of the parts I have seen around here, but it is a new small for me to make. It was originally a piece of 3/16" drill rod...

Then the finished link. The rods are still the surrogate handles. I'll install the link on the right rods whenever they get made.

I had drilled and taped a 2-56 hole with a .095" counterbore in a scrap plate to act as a fixture to hole the pin while I ran across the top with a 0.020" endmill. I should have used some thread locker because the screw turned a bit on me after the 3rd pass This pin isn't very small compared to some of the parts I have seen around here, but it is a new small for me to make. It was originally a piece of 3/16" drill rod...
Then the finished link. The rods are still the surrogate handles. I'll install the link on the right rods whenever they get made.
- Joined
- Mar 13, 2012
- Messages
- 583
- Reaction score
- 62
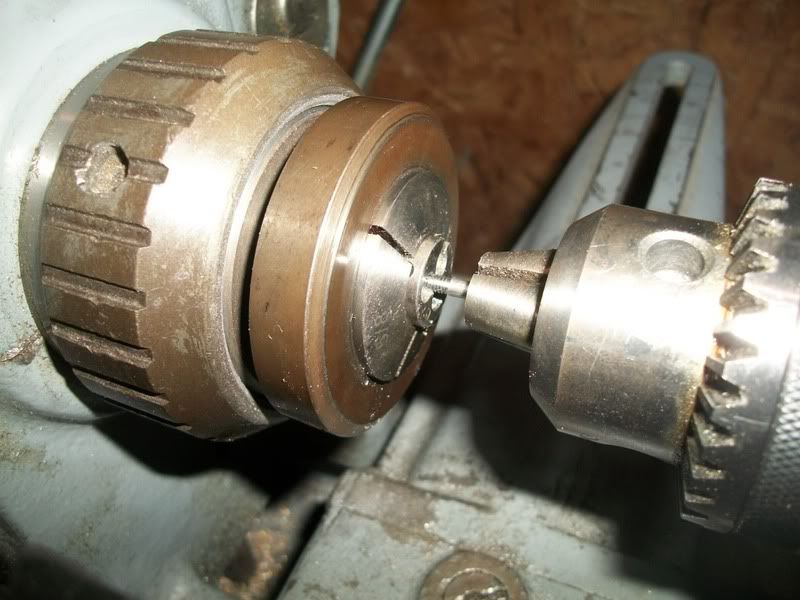
One more pic for tonight showing my backwards method of holding a die. One of these days I need to make/by a proper set of tale stock die-holders, however this works pretty well. My wrist was getting a work out turning the spindle by hand, and then I remembered I hadn't loosened the belt tension on lathe yet. :-[
This part is the valve rod.
This part is the valve rod.
rhitee93 said:One more pic for tonight showing my backwards method of holding a die.
That's brilliant! I'll have to try that next time. Thanks for sharing the pic. I've been green with envy seeing all these tailstock die holders but that needn't be the case anymore...
- Joined
- Mar 13, 2012
- Messages
- 583
- Reaction score
- 62
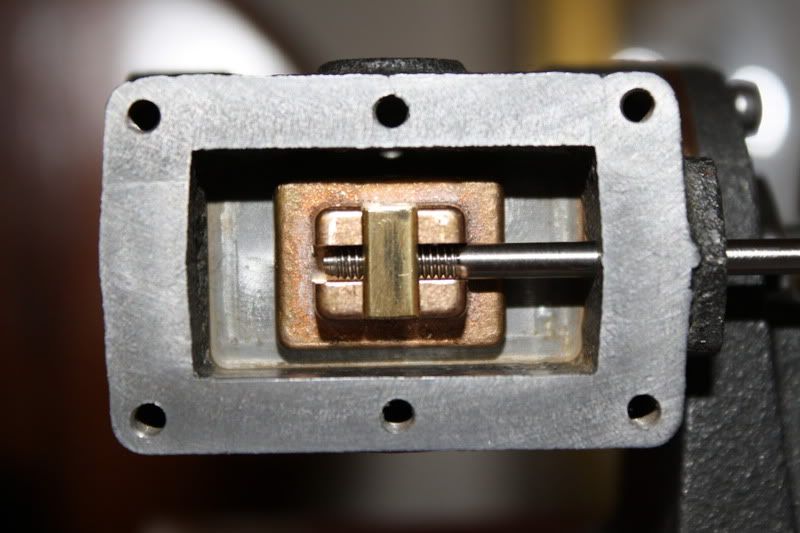
I haven't made much progress in the last couple of days. The real world has been invading my fantasy life again. However, I did manage to make the valve and valve rod. Here are a couple of shots.

I'd like to get to finish up the valve gear this weekend, but it probably won't happen. Maybe next week I'll be able to get it done.
After that I will make the cylinder head and chest cover. I am going to make these parts from scratch because I don't like the quality of those particular casings. The surface is pretty bad on those two kit parts, and I have a nice piece of brass plate I can cut them from. Once I get them made, I should be able to get the engine to move under it's own power.
I'd like to get to finish up the valve gear this weekend, but it probably won't happen. Maybe next week I'll be able to get it done.
After that I will make the cylinder head and chest cover. I am going to make these parts from scratch because I don't like the quality of those particular casings. The surface is pretty bad on those two kit parts, and I have a nice piece of brass plate I can cut them from. Once I get them made, I should be able to get the engine to move under it's own power.
Similar threads
- Replies
- 8
- Views
- 1K