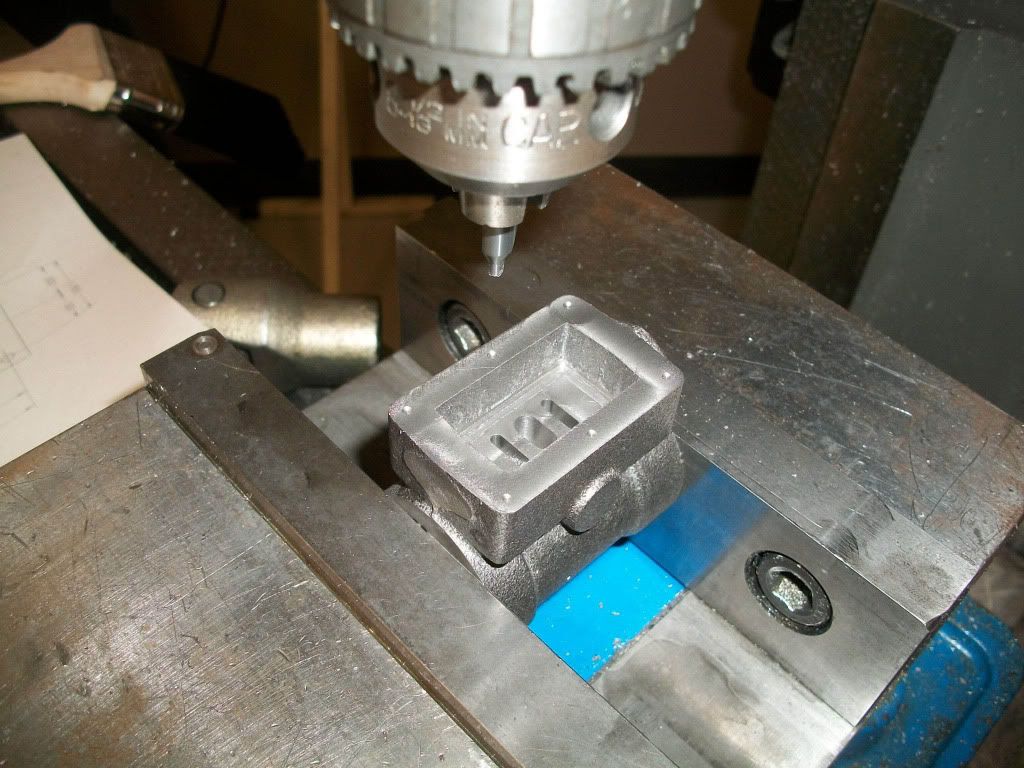
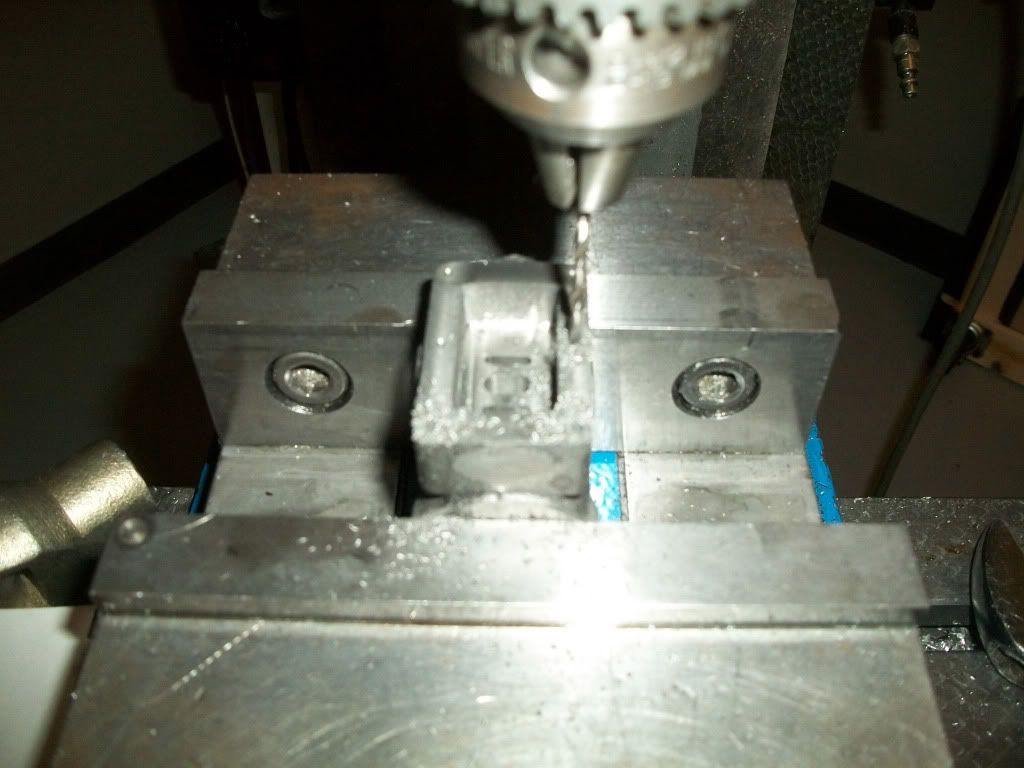
I put the base aside for a while so I could start on the cylinder. (I like to get the hard parts done first)
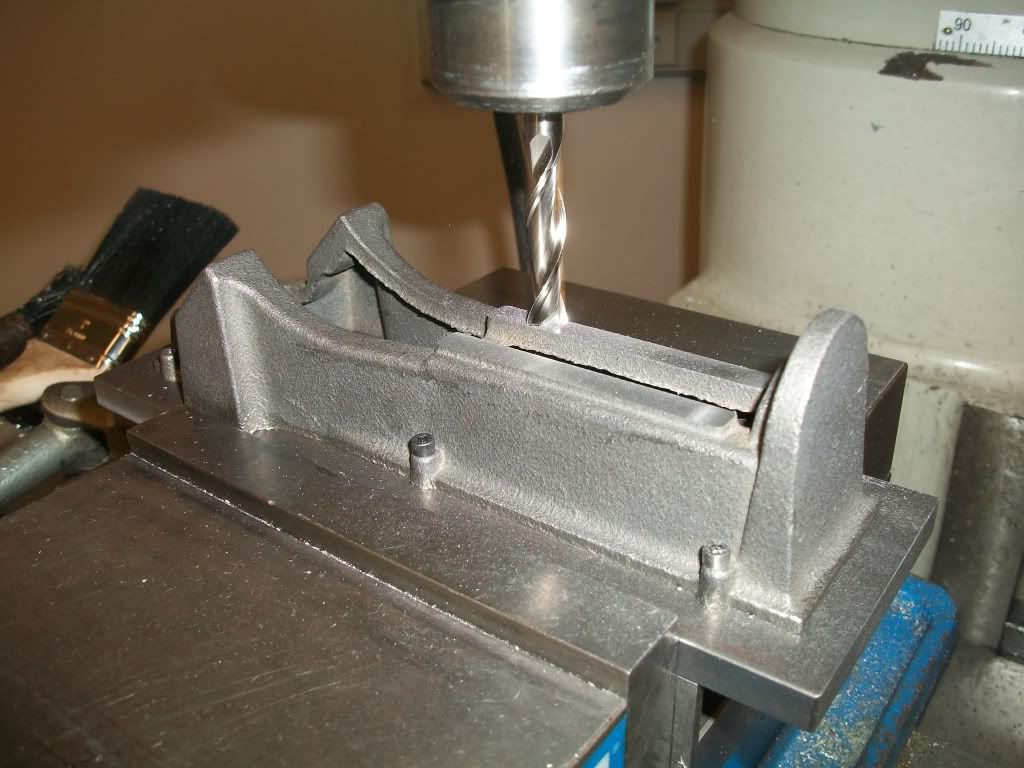
The first pic is getting ready for the bore. I decided to hold the raw cylinder casting in a 4-jaw chuck, and machine the bore first followed by the inboard head surface in the same setup. This should maintain the important alignment between the path of the piston and the bore of the cylinder.
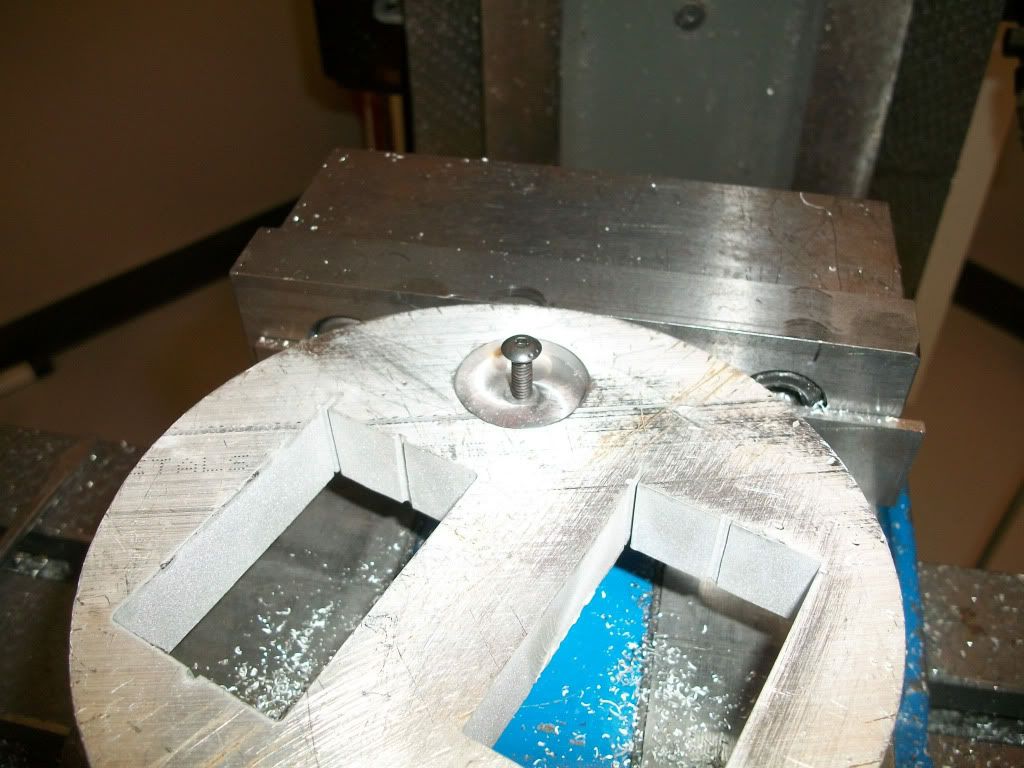
I haven’t done a lot of 4-jaw work but I was able to get the cylinder “Centered” around the rough cast bore pretty well. The hole is a bit egg-shaped as cast, so it takes some interpretation. This made sure the inboard opening was running on center, but how should I make sure the entire axis of the bore is on center?
I checked the alignment to the axis of the bore by running the test indicator in and out of the bore as far as I could reach. The reading was dead on, but I must have goofed up because the end result isn’t quite right. The bore isn’t as well centered on the outbound end. Oh well, my engine will just be looking a bit to the left…
I used the stoutest boring bar I had that would fit, and had no trouble at all with chatter. However I ended up with about 0.002” of taper. The odd thing is that it is the end closest to the lathe headstock is the larger end. Not what you usually get due to tool flex, so I suspect it is a measure of the wear in my lathe bed. I have managed to get most of the taper out, but it will be a few posts before I catch up to that step.
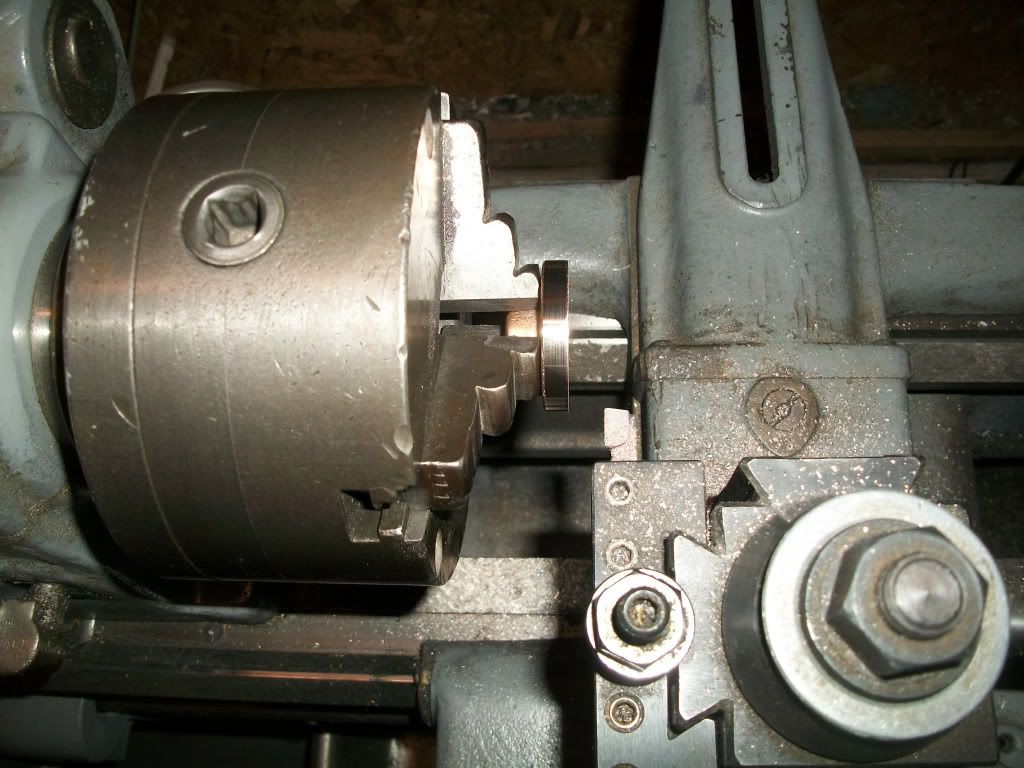
When I was done I cleaned up the rust on my chuck. I had it sitting under an oily rag, but haven't used it in a couple of years. Dooh! :
")
Somehow I managed to not get a pic of facing off the inboard end. Not too exciting to see, but I wanted to point out that his is where the prints may lead you astray.
The print indicates that this should just be a cleanup pass. Since I didn’t think to compare the length of the casting the specified finished length before I chucked it up, I was afraid to take off too much material. Unfortunately just cleaning up the surface results is a cylinder that will be way too long. You really have to take close to 0.100” off each end to get the bore to the correct length.
I can’t take enough off the other end without cutting into the steam chest. So I am stuck with a bore that is almost 0.100” too long. I may increase the length of the piston and piston rod to compensate so I don’t have so much dead space at the ends of stroke.





























![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)