- Joined
- Mar 13, 2012
- Messages
- 583
- Reaction score
- 62
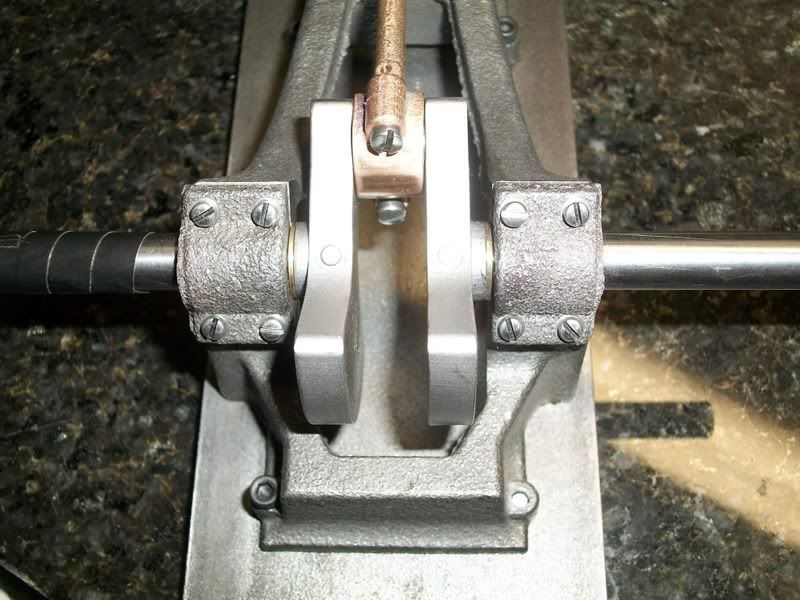
Well, work has been creeping into my private life for the last couple of days, but I took a break tonight and made couple of little parts for the engine. I decided to build up a crank rather than use the cast one that came with the kit. I used 3/8" steel to cut out the webs of the crank because it was a convenient size. However, this meant that I couldn't make the crank wide enough at the journals. I was OK with this since it would allow me to cut a pair of custom spacers to perfectly match the crank to the opening in my frame.
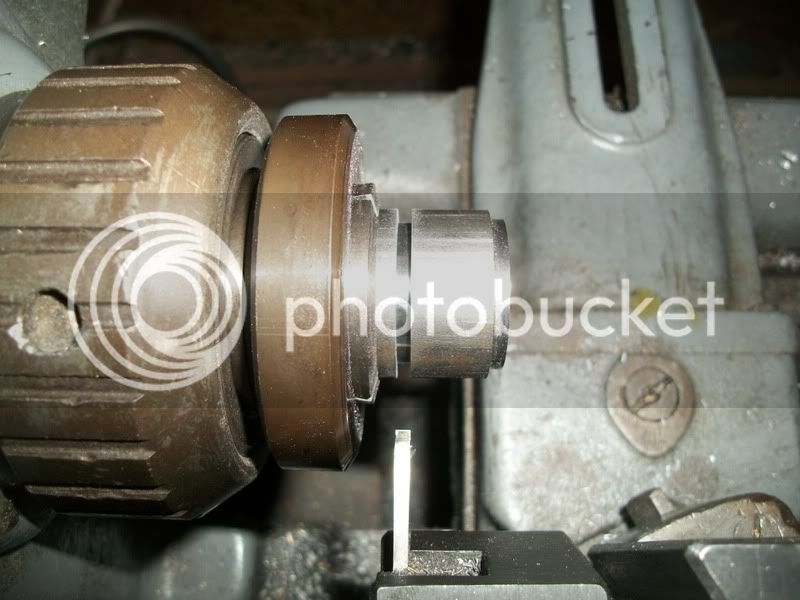
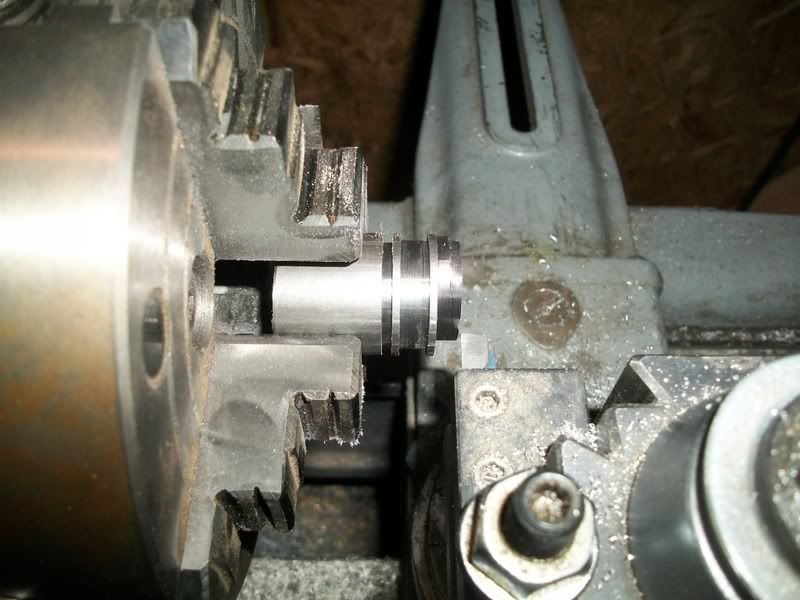
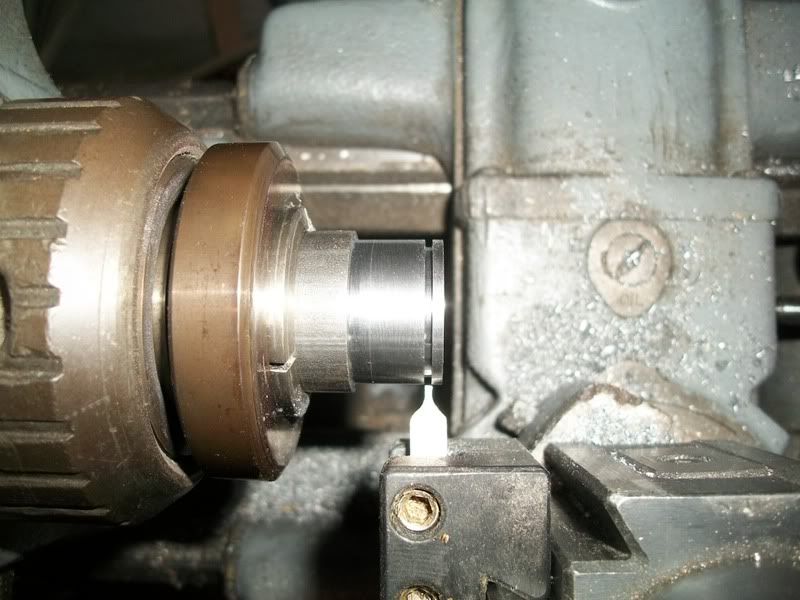
In the first pic I am turning down some brass to size.

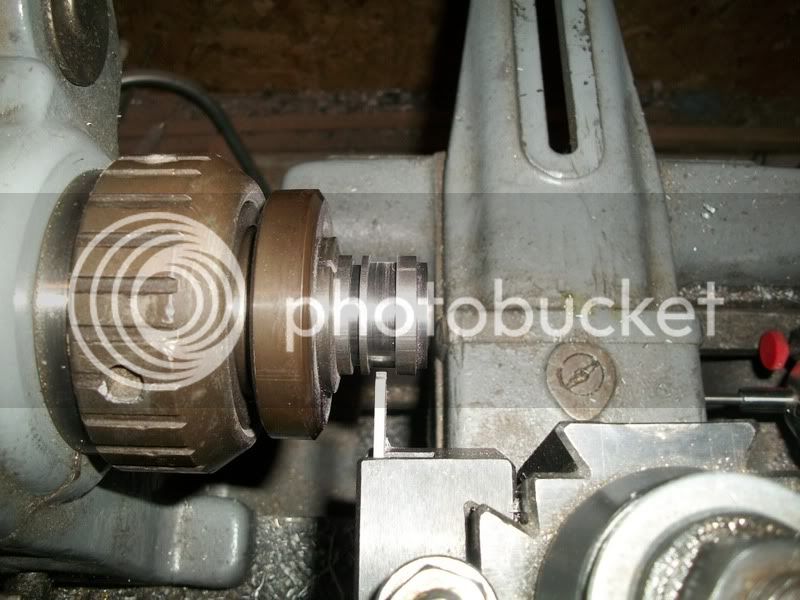
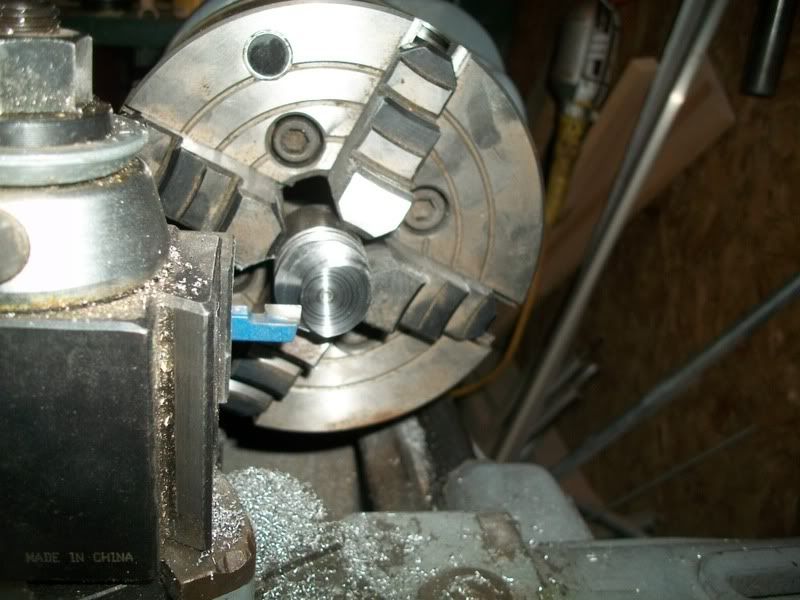
And drilling it out with a 3/8" drill

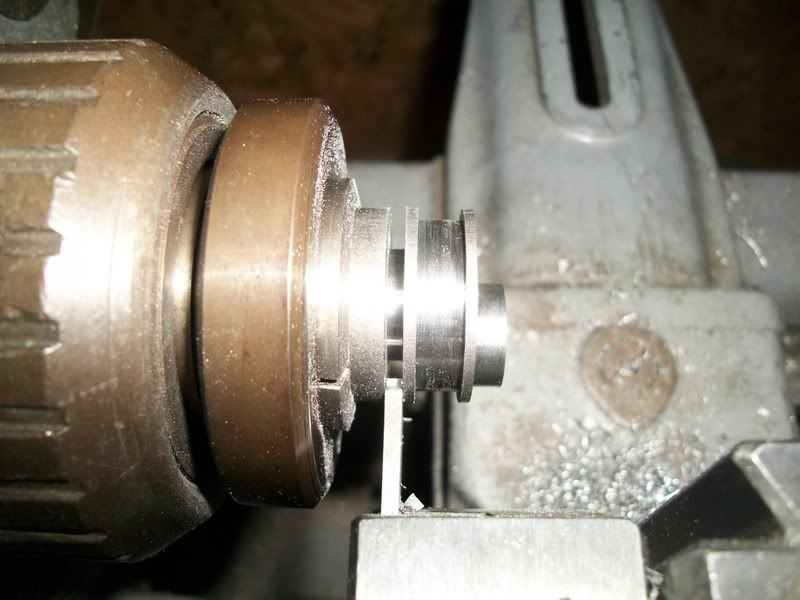
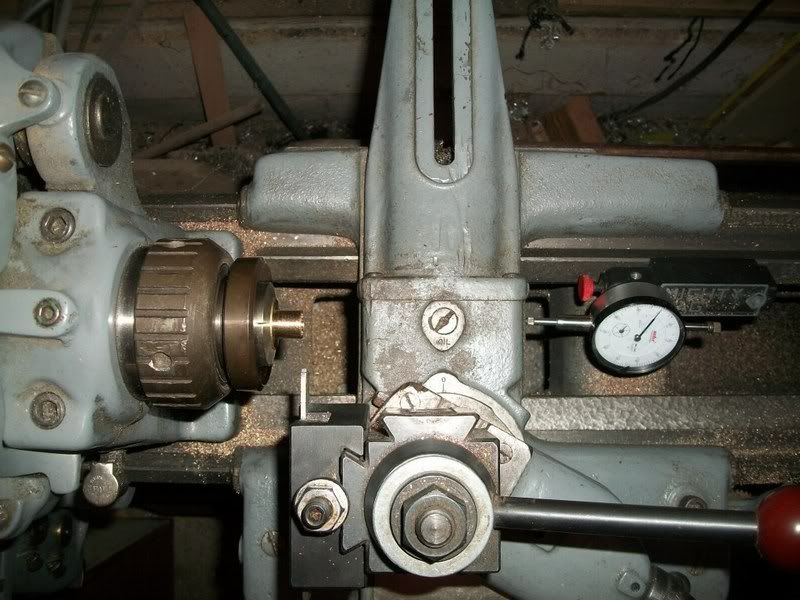
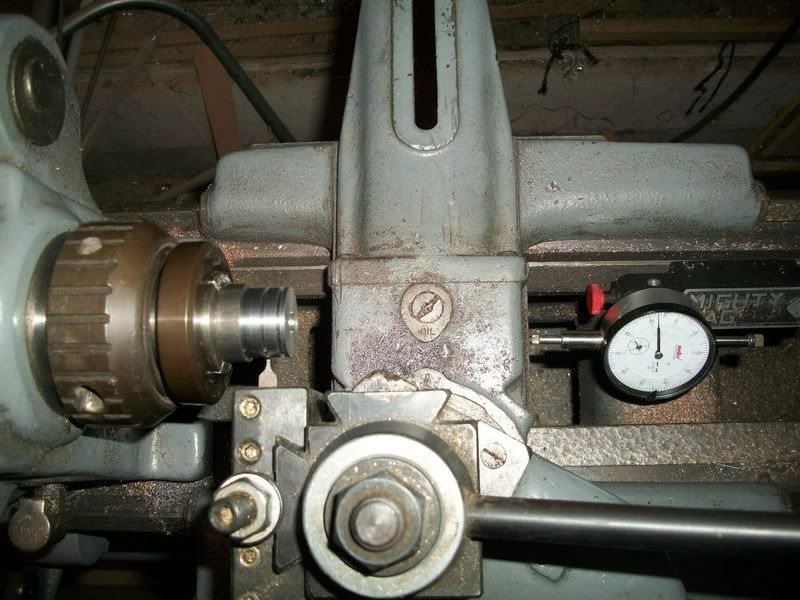
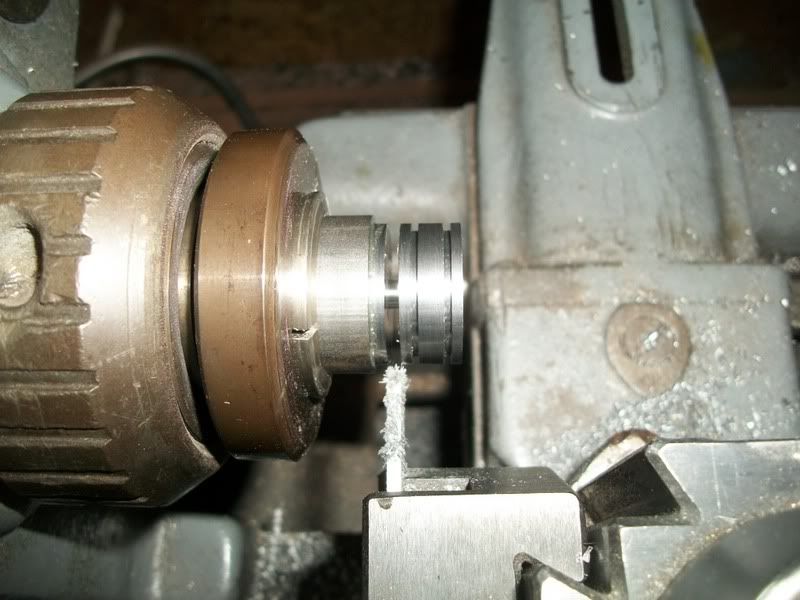
OK, those 2 pics are a waste of bandwidth, but this one might be interesting to some of the less experienced folks. Next I parted off the spacers. I don't have a DRO on the lathe, so I use a dial indicator. I just make a skim pass with the parting tool, and set the dial to 0. Then I move in the width of the tool, and set to 0 again. Then I move over the thickness of the part I want and cut away. Not rocket science, but I find I can make parts within a thou or two this way all night long. (Yeah, I could do it in one move if I trusted myself to add in my head, but I don't)
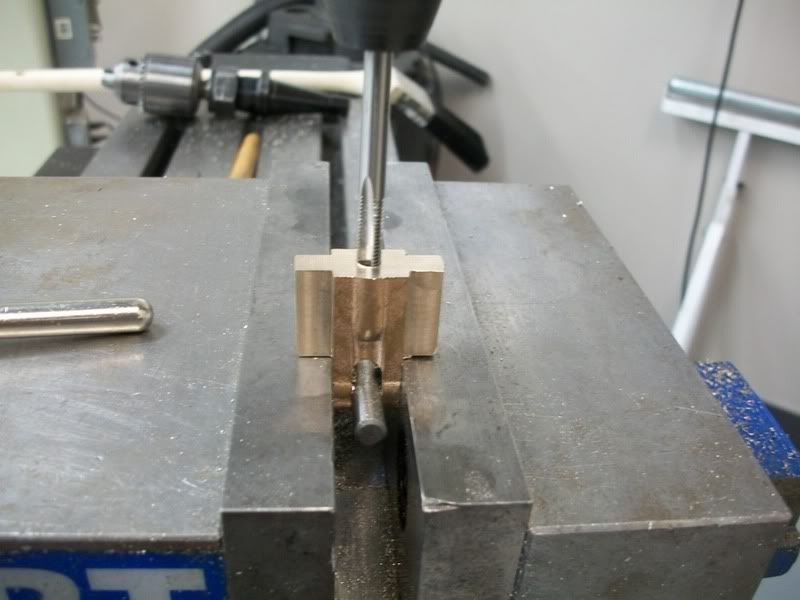
I intended to cut the parts off about a thou over so I could wet sand them to a perfect fit. It turned out I actually made them much larger than necessary and had to spend some time sanding away. After removing my fingerprints, I tried using a piece of leather to hold the spacer down against the sand paper. This worked like a charm, and I wish I had tried it years ago :")

The piece of granite is a cutout from a counter top that someone gave me. It is handy as all get out.
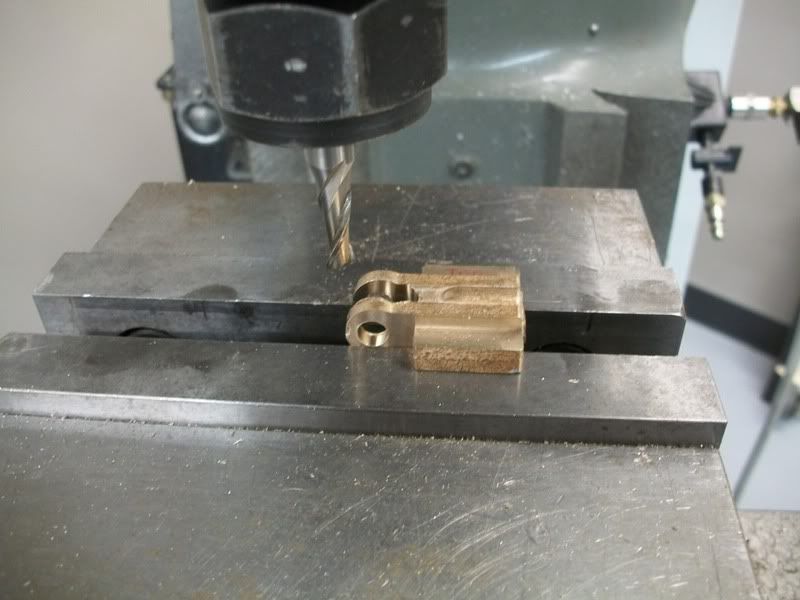
Here is a shot of the spacers in place
In the first pic I am turning down some brass to size.
And drilling it out with a 3/8" drill
OK, those 2 pics are a waste of bandwidth, but this one might be interesting to some of the less experienced folks. Next I parted off the spacers. I don't have a DRO on the lathe, so I use a dial indicator. I just make a skim pass with the parting tool, and set the dial to 0. Then I move in the width of the tool, and set to 0 again. Then I move over the thickness of the part I want and cut away. Not rocket science, but I find I can make parts within a thou or two this way all night long. (Yeah, I could do it in one move if I trusted myself to add in my head, but I don't)
I intended to cut the parts off about a thou over so I could wet sand them to a perfect fit. It turned out I actually made them much larger than necessary and had to spend some time sanding away. After removing my fingerprints, I tried using a piece of leather to hold the spacer down against the sand paper. This worked like a charm, and I wish I had tried it years ago :
The piece of granite is a cutout from a counter top that someone gave me. It is handy as all get out.
Here is a shot of the spacers in place
























![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)