Thanks Vince,
I have always been a little more on the organized and clean side (perfectionist maybe?); I have a hard time getting anything done if it gets too cluttered; and I have to stop and clean. I can’t help it; it is just the way I’m wired.
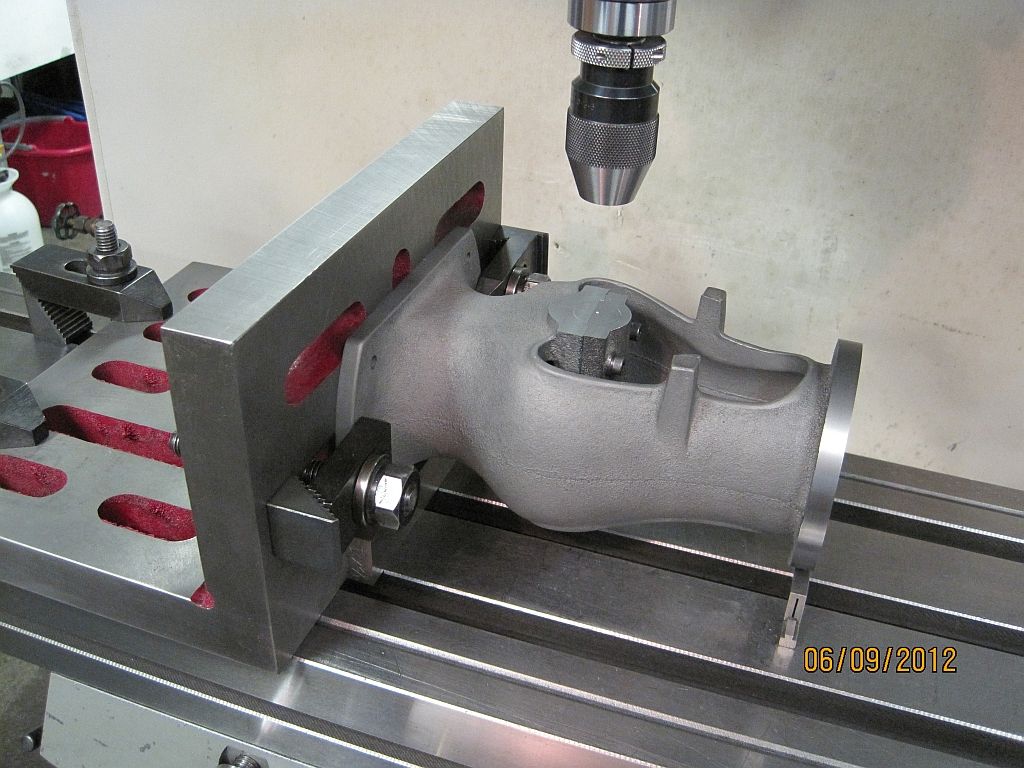
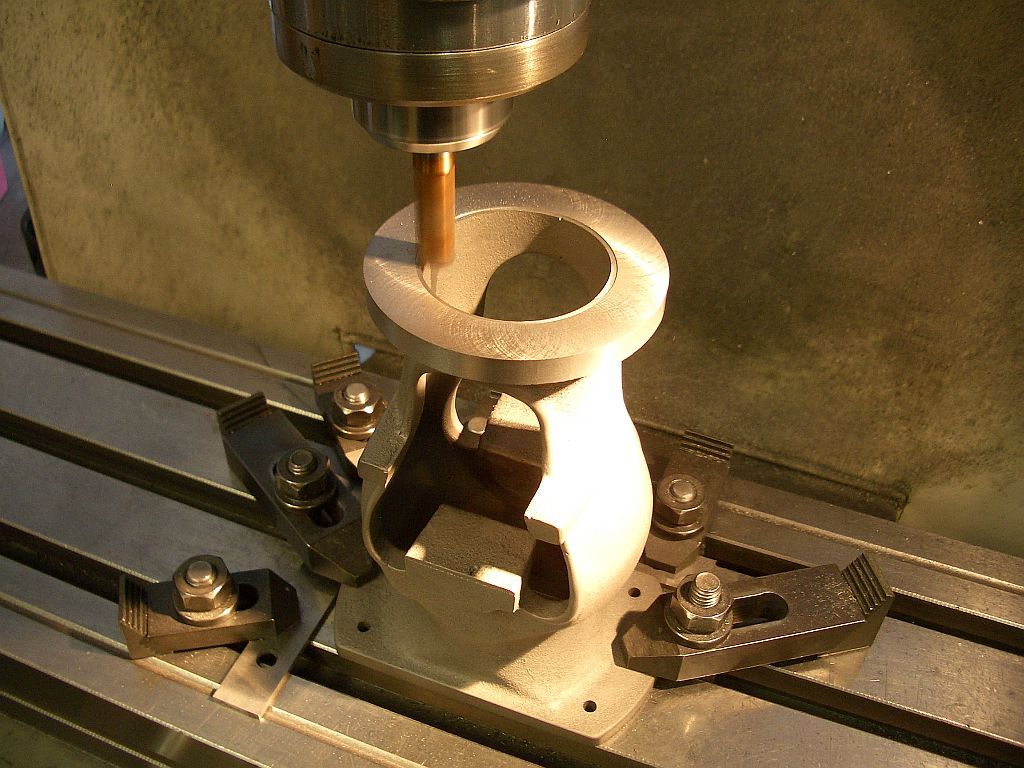
The main cap mounting holes on this engine present a problem due to the bottle frame it is impossible to drill and tap them from straight above. This operation required a little special tooling. So here is how I chose to tackle this problem.
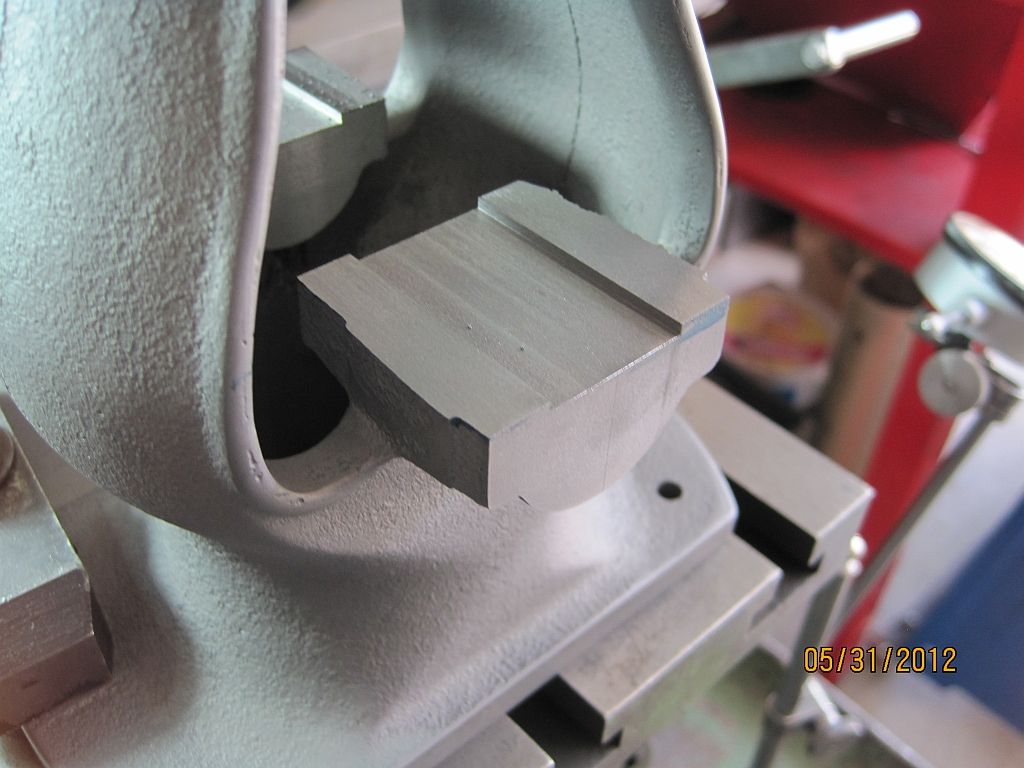
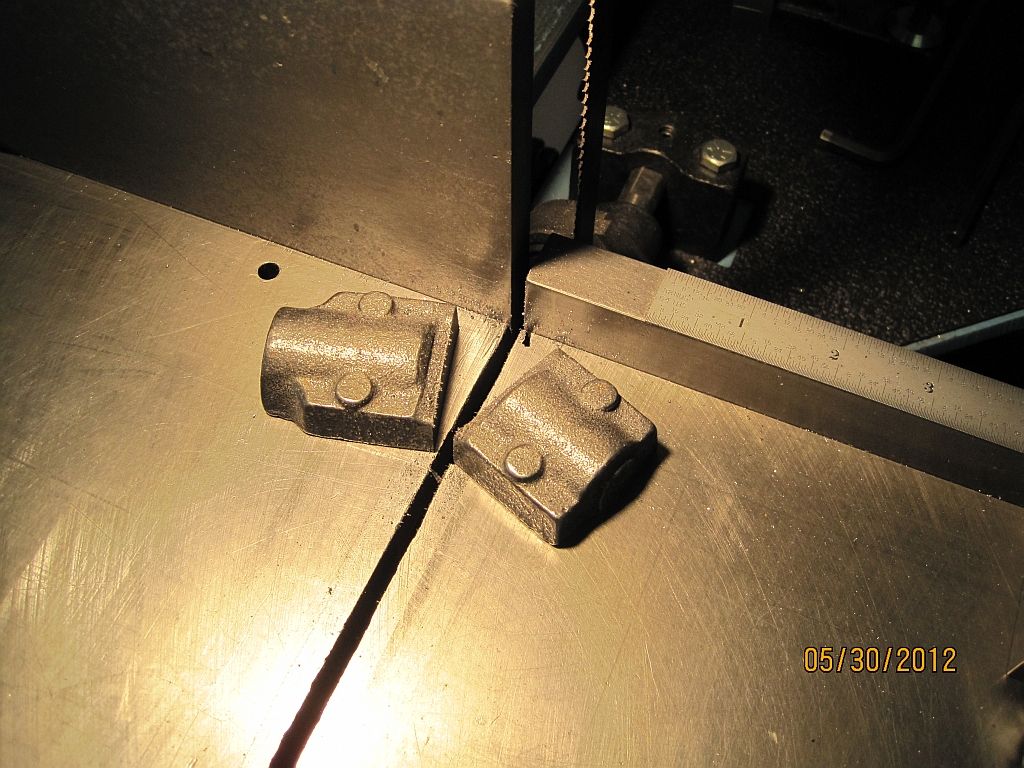
A pair of drill fixtures that fit in the main cap reliefs were machined from CRS. If these were going to be used more than once they should be hardened; but for a one shot deal I decided to leave them soft.
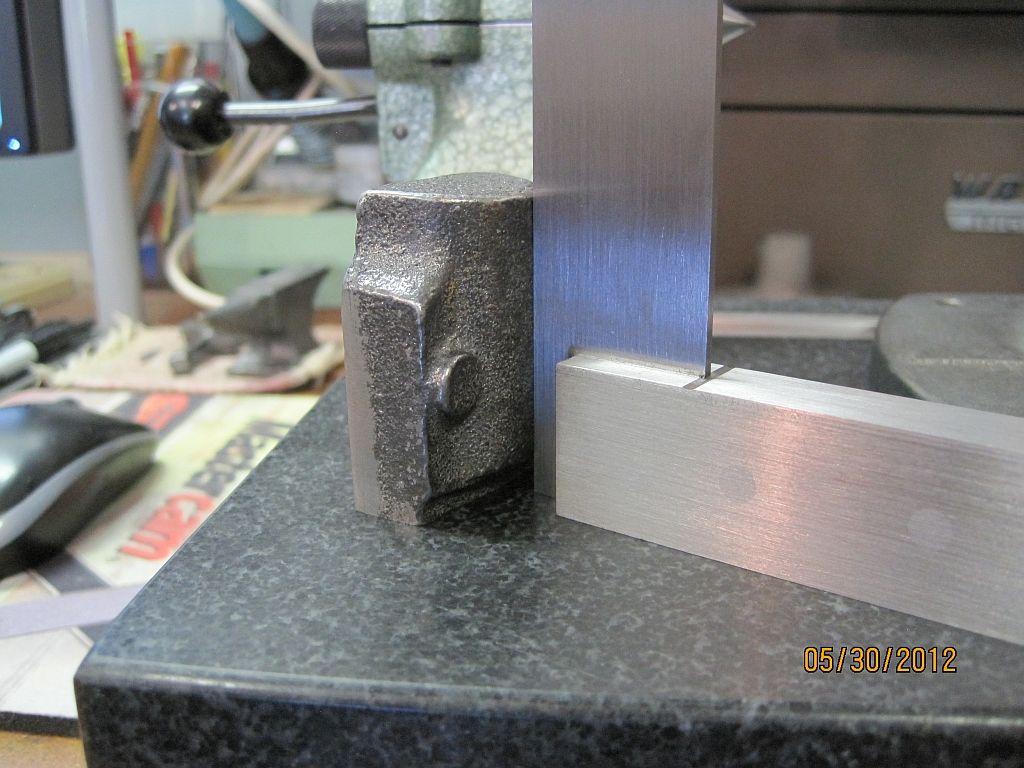
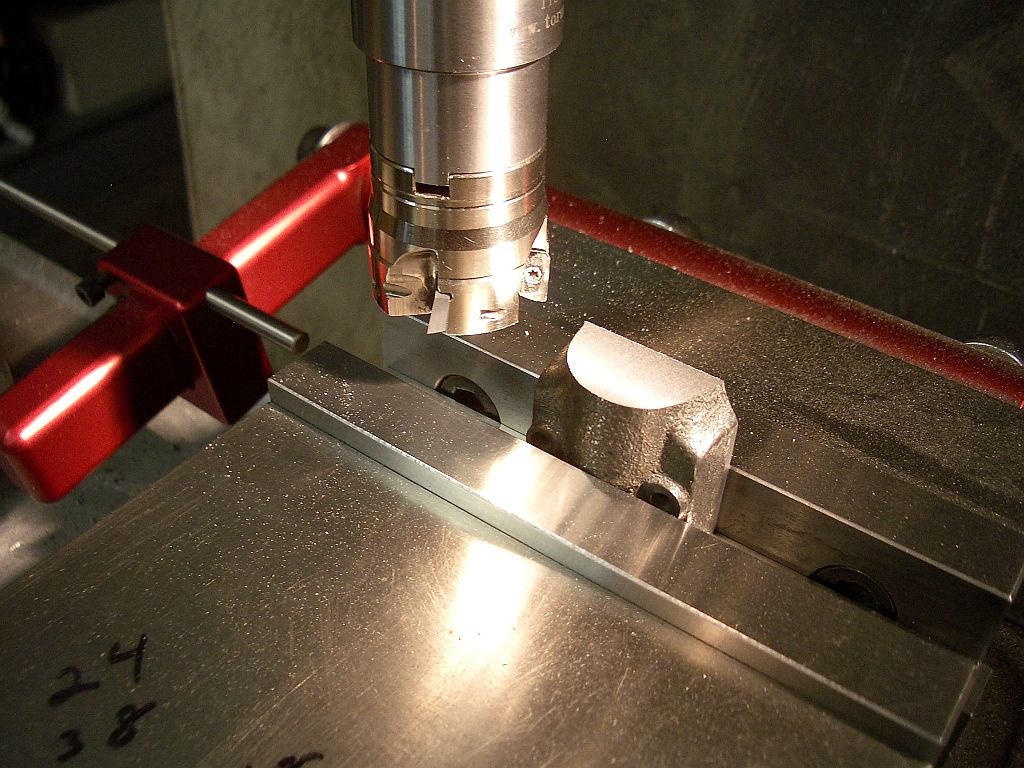
Here is a close up of the drill and driver; the drill was made using a new 135 deg. split point screw machine drill which had most of the shank cut off. The drive portion was made from a 5/16 socket head cap screw (SHCS) with the threads removed and the drill bit silver soldered into a hole drilled through the length of the screw. The bit was held with a pair of aluminum soft jaws in my bench vise for soldering. The driver was made from a Bondhus ¼” ball driver cut down and pressed into a piece of 3/8” stock.
I had originally planed on just chucking up the hex driver in the drill chuck but the run out was awful; so I went to plan B which was to shorten up the ball driver and press it into the 3/8” stock.
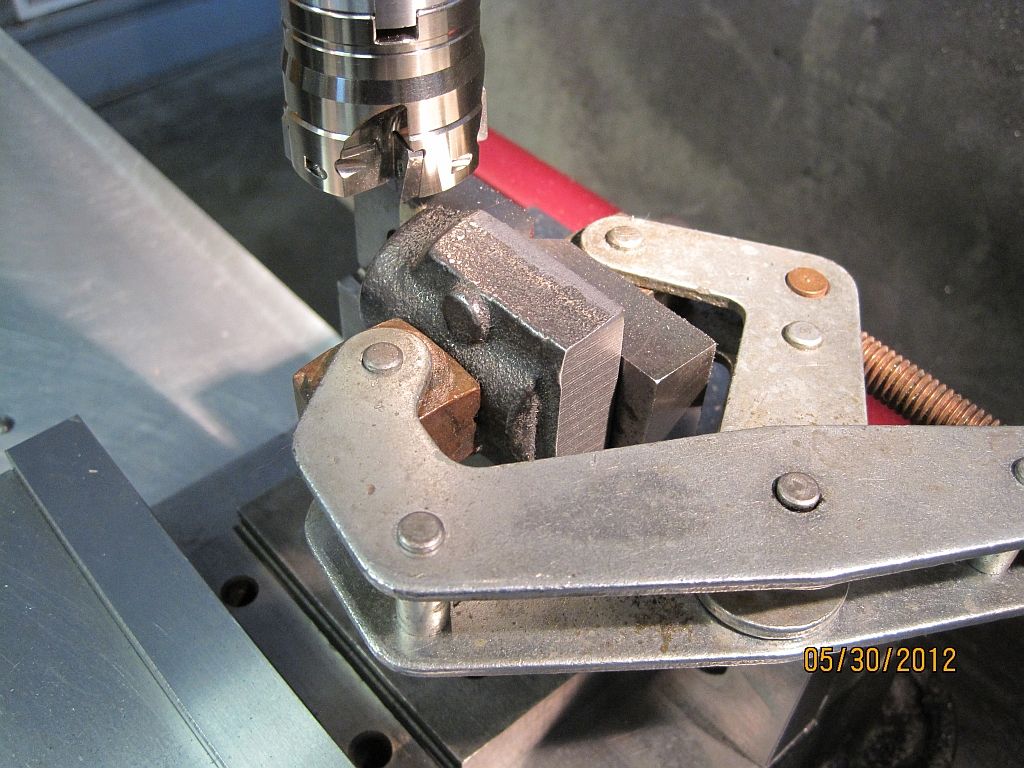
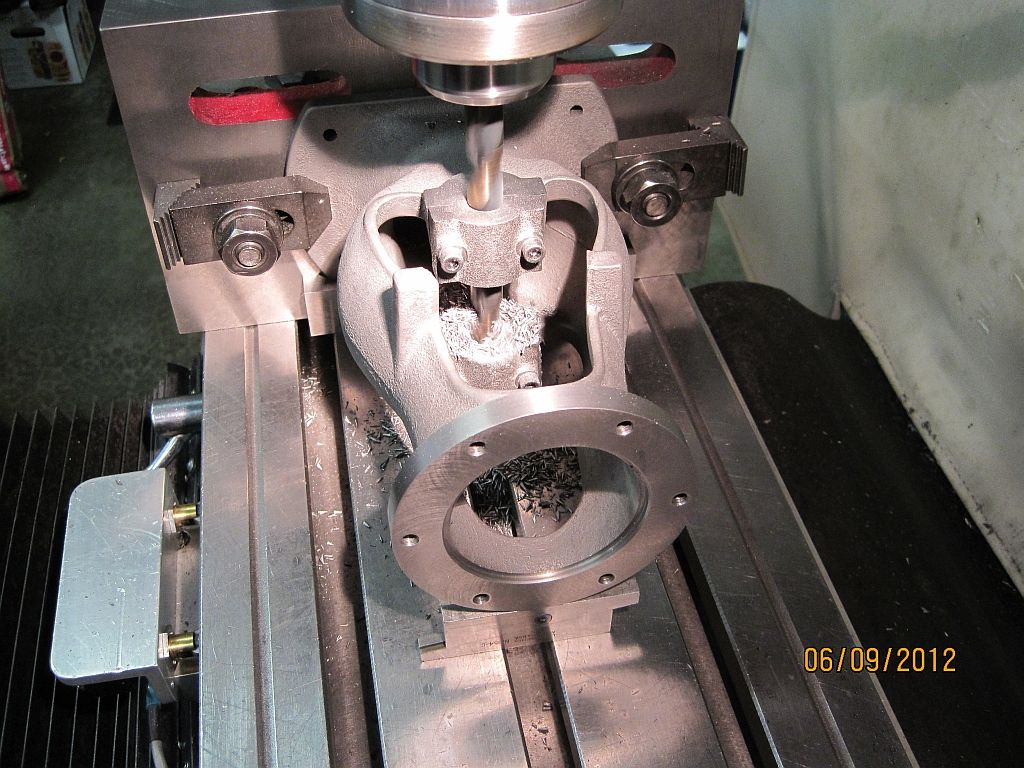
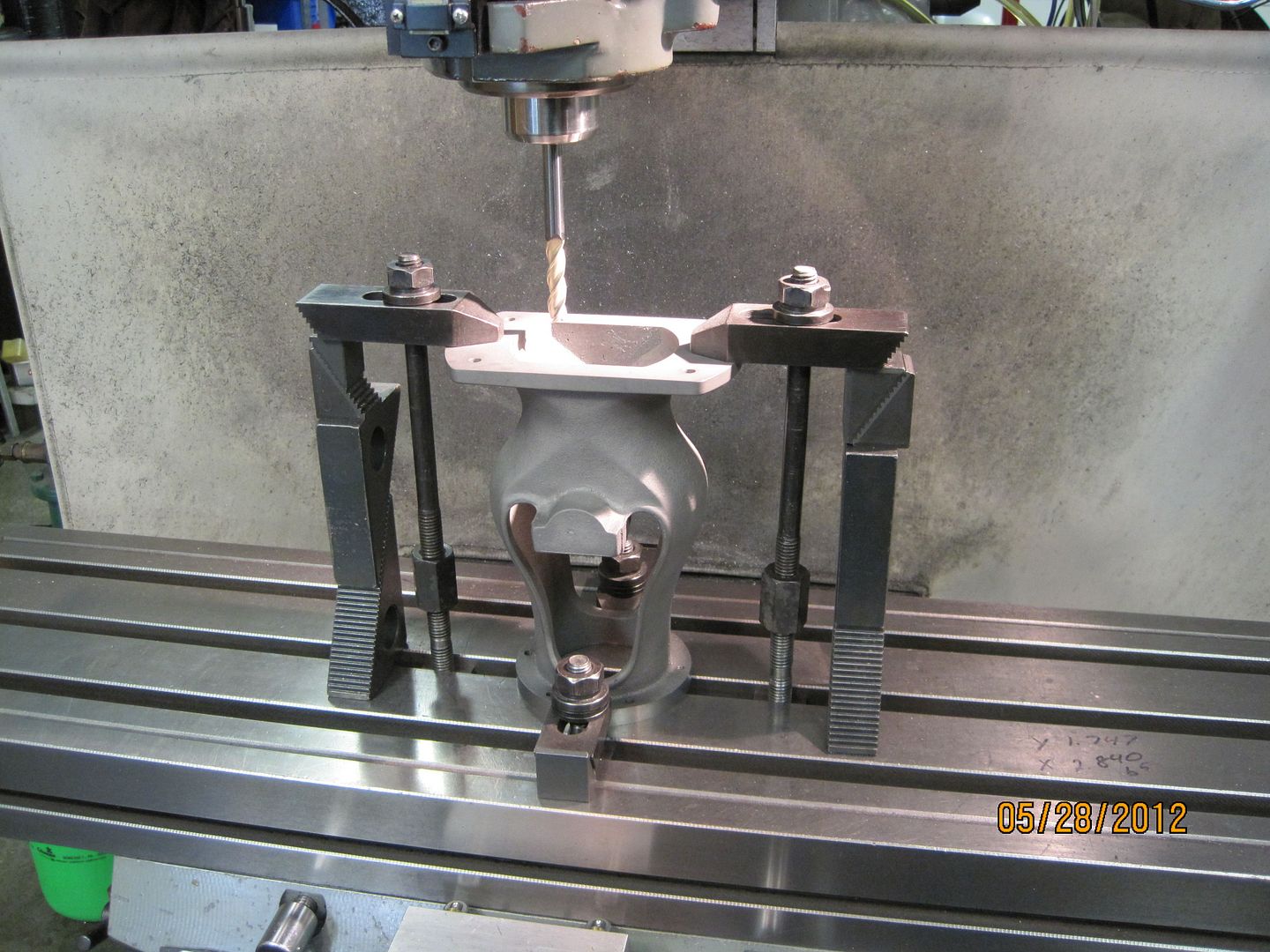
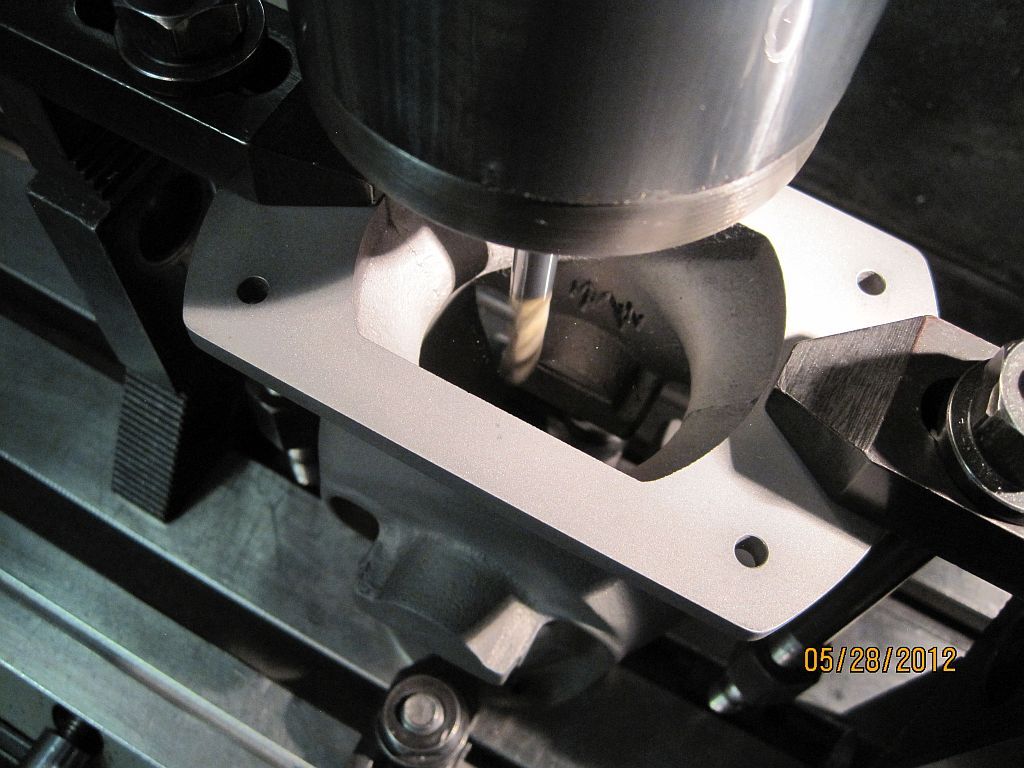
Here is the drilling operation; the fixture is clamped into position with a parallel machinist clamp. Using my battery powered drill this operation was done by hand. With the new split point drill it was very easy to drill the 4 mounting holes.
Here is a close up shot of drill and the driver. The ball hex and the bit were lubricated with some machine oil to make things run a little smoother.
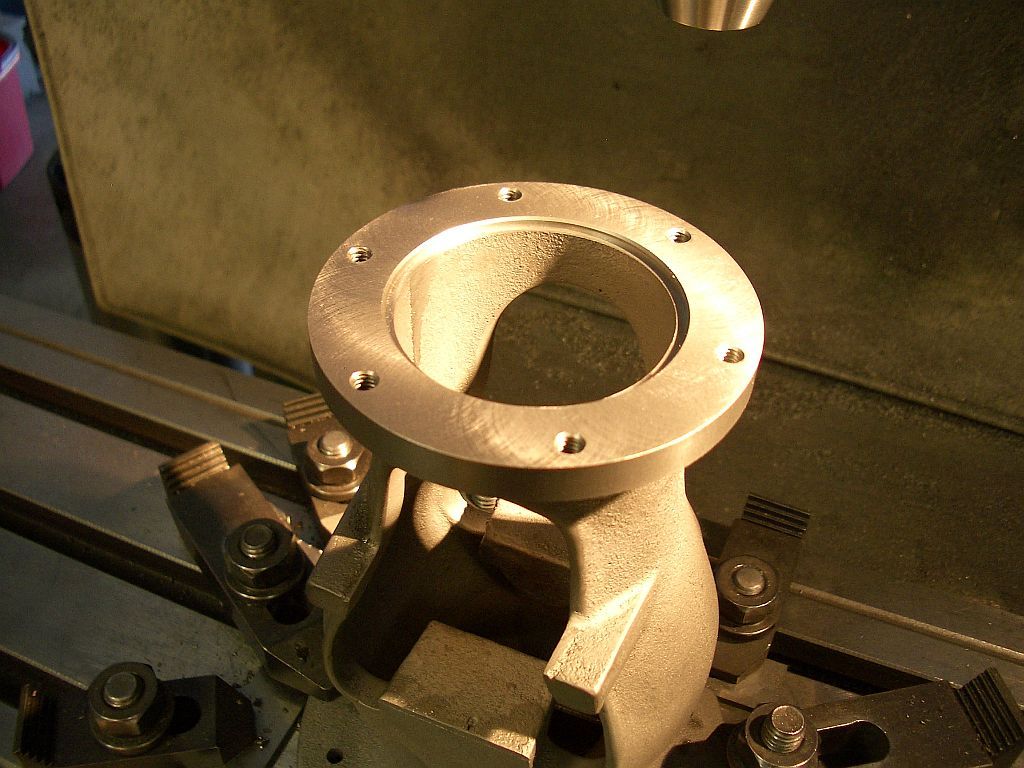
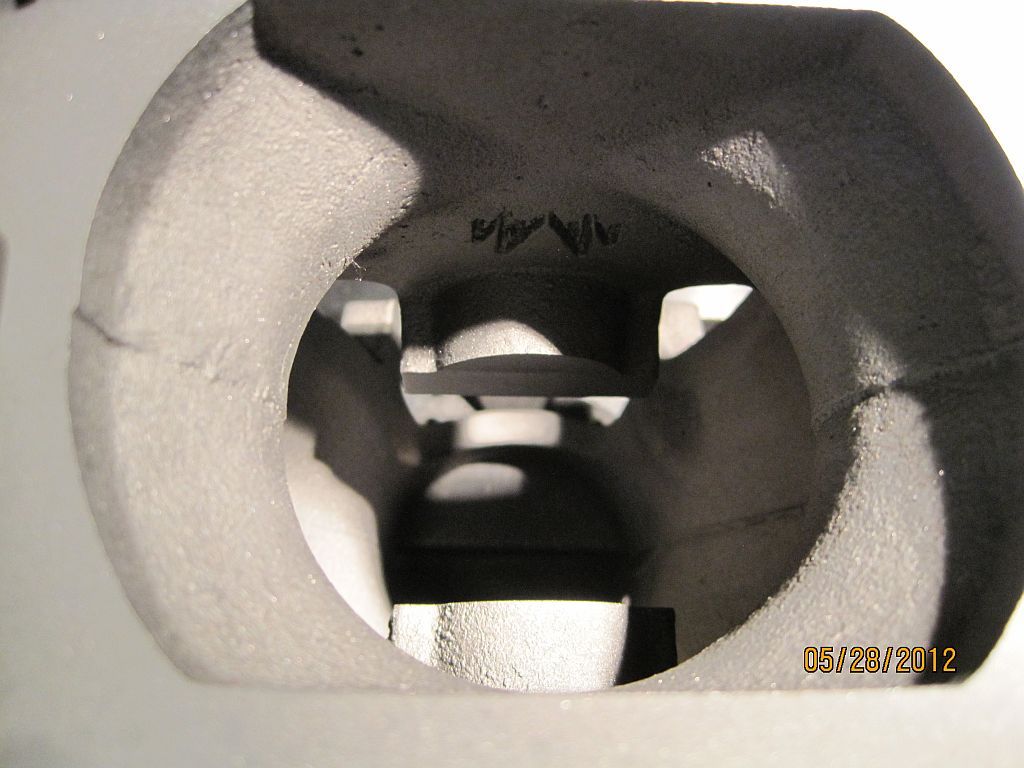
The finished holes ready for tapping.
Here is the hi-tech tapping set up; using a tap guide the holes were tapped first with a spiral point tap and then finished up with a new bottoming tap.
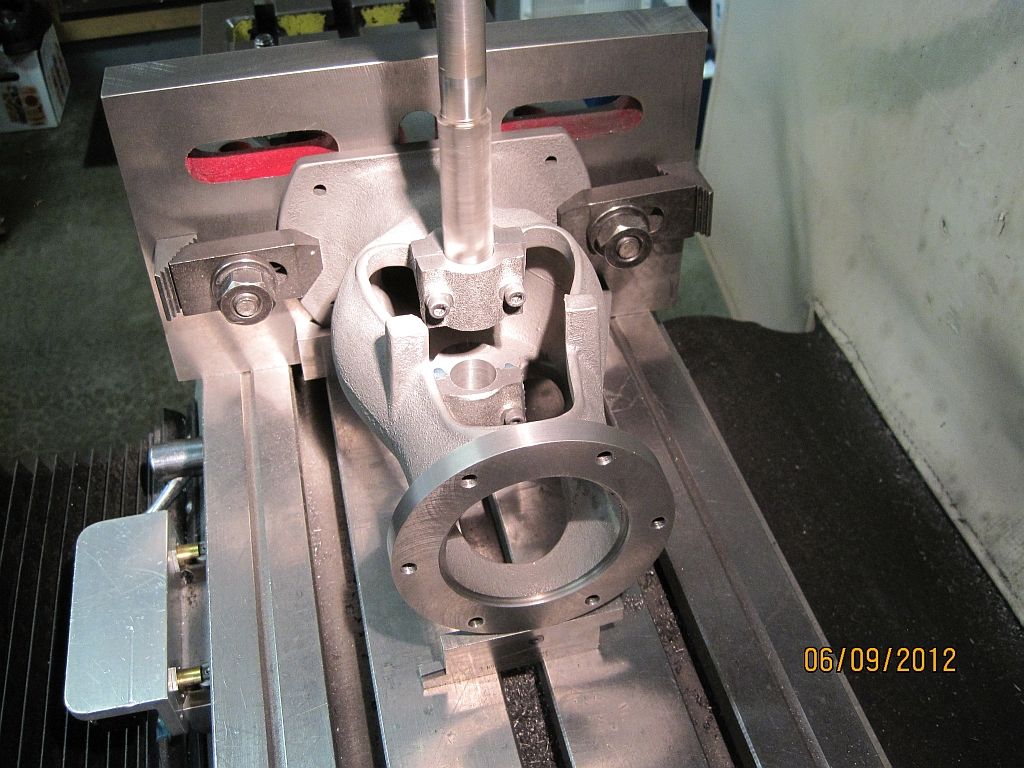
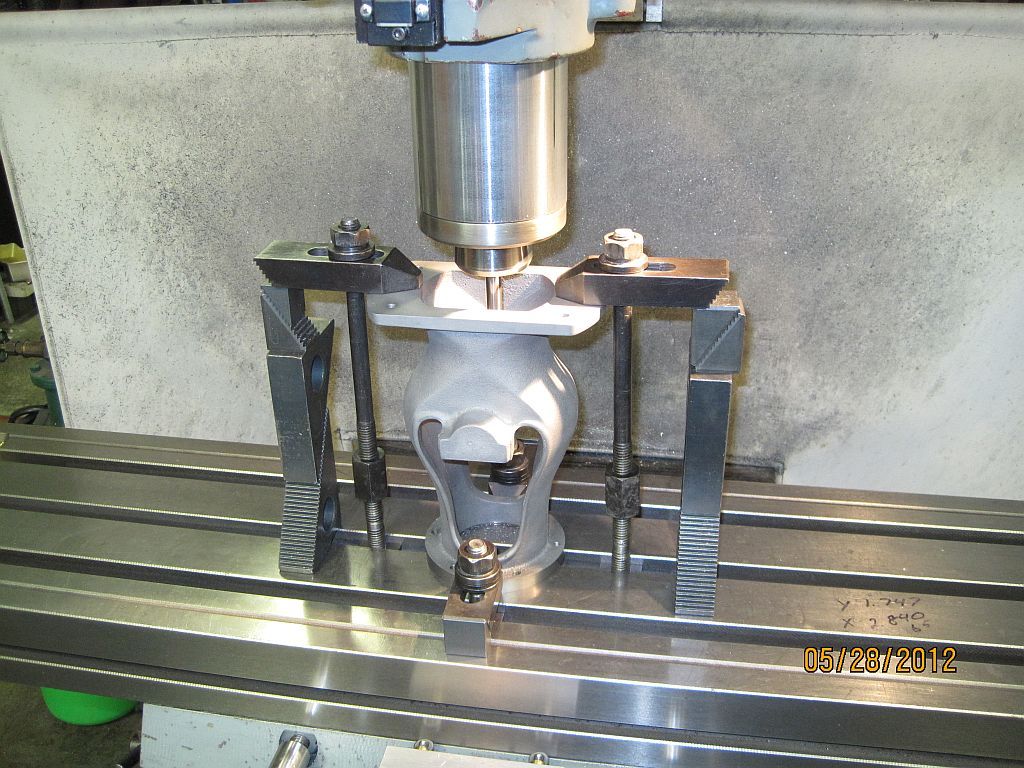
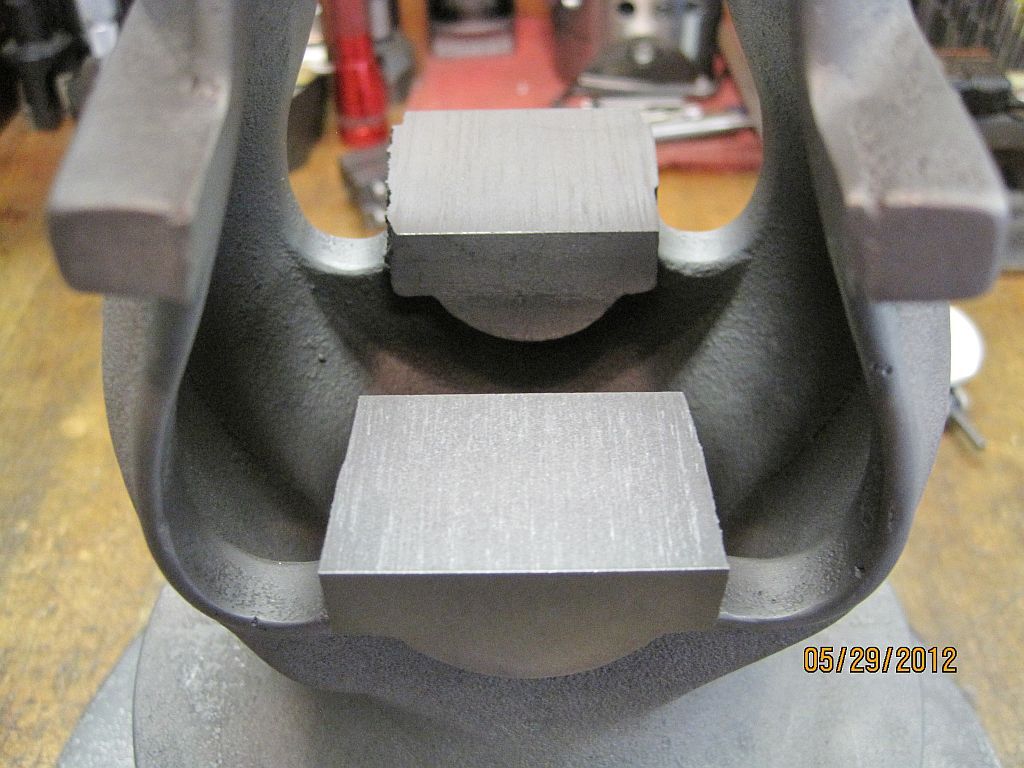
Holes have been drilled and tapped and the bearing caps secured with temporary socket head cap screws.
Here is a closer view.
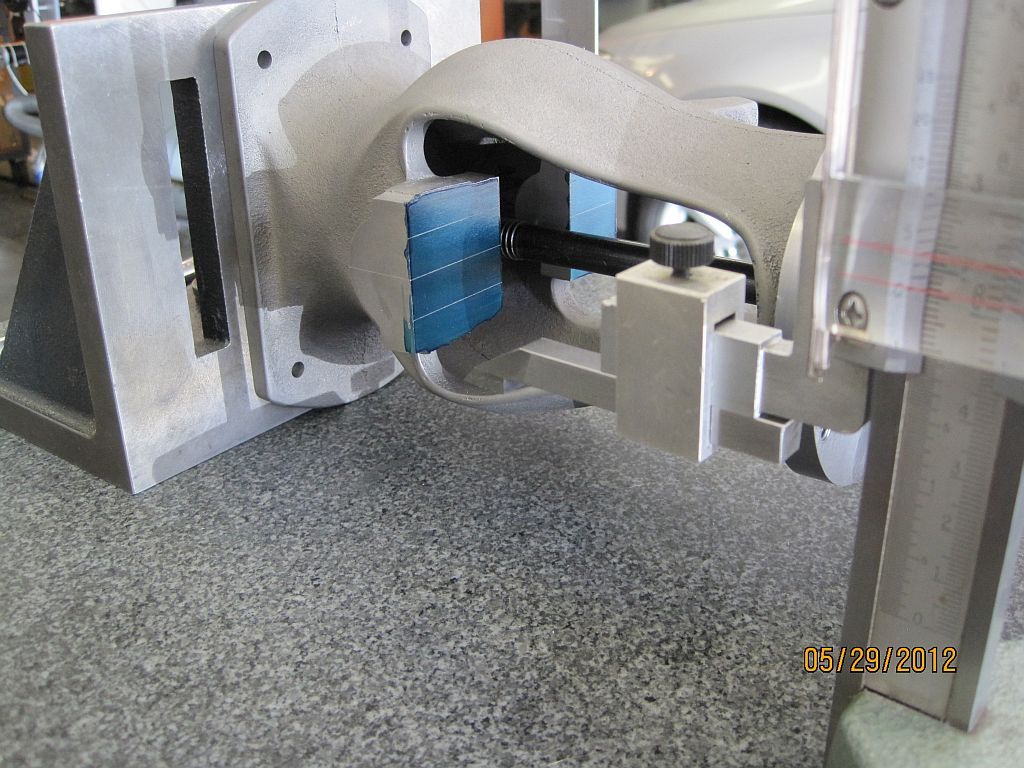
Next operation is to set up and drill the clearance holes to pour the Babbitt bearings. The Babbitt will be drilled and bored similar to the previous operation.
Thanks for checking in.
Dave





























![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)