
You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
NYLON MILLING MACHINE GEARS
- Thread starter Brian Rupnow
- Start date




Help Support Home Model Engine Machinist Forum:
This site may earn a commission from merchant affiliate
links, including eBay, Amazon, and others.
Peter, look at the first page, first post of the thread and you will see the gear and the reason why it strips
drawfiler--Yes you do. That's what this thread is about????
I couldn't figure out why the correct R8 holder for these annular cutters cost $75, while a standard R8 holder for a 3/4" drill was only $31. Now that I have the parts here, I see that there is a spring and a snap ring inside the correct R8 holder that lets a centering-pin retract into the body of the holder as the annular cutter passes thru the plate you are cutting. The centering pin then becomes spring loaded and pushes the "slug" out of the annular cutter after your cut so you don't have to fish for it with a pair of pliers. You can see the end of the centering pin sticking out past the face of the cutter. You can also see a centering pin setting beside the cutter---I made that one .001" undersize, which normally wouldn't matter, but in this case the pointy end is cantilevered out so far from where it is held that with 0.001" undersize it wobbled all over the place---Not what you want for centering.

Bentwings
Well-Known Member
McMaster don't post out of the USA, have tried, so has Brian.
Cheers
Andrew
How about having a gear 3D metal printed ? Maybe a couple You may have to search the country but I’m sure there are metal printing services there


$649.00
$699.00
FoxAlien Masuter Pro CNC Router Machine, Upgraded 3-Axis Engraving All-Metal Milling Machine for Wood Acrylic MDF Nylon Carving Cutting
FoxAlien Official



$188.98
TM NEXDYNAMI RE41157 Water Pump Compatible With/Replacement For/John Deere 6200 7400 6300 6600 6500 6400 7220 7600 7200 RE41157
VIVID MARKET CORPORATION



$39.99
$49.99
Sunnytech Low Temperature Stirling Engine Motor Steam Heat Education Model Toy Kit For mechanical skills (LT001)
stirlingtechonline








![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)
$0.00
DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]
Amazon.com Services LLC












$40.02
$49.99
Becker CAD 12 3D - professional CAD software for 2D + 3D design and modelling - for 3 PCs - 100% compatible with AutoCAD
momox Shop



$443.98
TM NEXDYNAMI AT29618 Water Pump Compatible With/Replacement For John Deere 1020 1520 2020 300 301 400 401 440 440A 480 AT29618
VIVID MARKET CORPORATION





![MeshMagic 3D Free 3D Modeling Software [Download]](https://m.media-amazon.com/images/I/B1U+p8ewjGS._SL500_.png)




$109.99
AmTech300 - Boiler Treatment Professional Strength (Rust Inhibitor For Outdoor Wood Boilers)
Alternative Heating & Supplies







$426.53
DM14 Engine Build Kit, Metal Engine Build Model Great Metal Material for Engineer for Factory
Easoger Official






$99.99
AHS Outdoor Wood Boiler Yearly Maintenance Kit with Water Treatment - ProTech 300 & Test Kit
Alternative Heating & Supplies






$160.35 ($1.43 / oz)
Replacement Combustion Chamber Kit, Burnham V8 and V8H, 1-6 Sec, 108136-01, 1129
Plumbing Planet


$94.99
$109.99
AHS Woodmaster 4400 Maintenance Kit for Outdoor Wood Boiler Treatment
Alternative Heating & Supplies


These are made in plastic to deaden noise and vibration and work OK a until the day of the inevitable smash up when using a large cutter.
I have made replacements in both metal and Acetal (Delrin) with good results so message me if I can help
I have made replacements in both metal and Acetal (Delrin) with good results so message me if I can help
Hello Brian and others
Little machine shop (littlemachineshop.com) carries metal replacement gears and parts for many of these import lathes and mills.
It may be worth a look. You can call them by phone also.
I have been very happy over the years with their service.
https://littlemachineshop.com/products/search.php?tabName=Products&term=gear+set
Steve
Little machine shop (littlemachineshop.com) carries metal replacement gears and parts for many of these import lathes and mills.
It may be worth a look. You can call them by phone also.
I have been very happy over the years with their service.
https://littlemachineshop.com/products/search.php?tabName=Products&term=gear+set
Steve
I've spoken to Little Machine Shop. They do not carry this gear in metal.---Brian
terryd
Well-Known Member
Peter, look at the first page, first post of the thread and you will see the gear and the reason why it strips
Hi jason,Hello Brian and others
Little machine shop (littlemachineshop.com) carries metal replacement gears and parts for many of these import lathes and mills.
It may be worth a look. You can call them by phone also.
I have been very happy over the years with their service.
https://littlemachineshop.com/products/search.php?tabName=Products&term=gear+set
Steve
Be careful what you wish for when replacing plastic gears with metal. Plastic gears are often used to be sacrificial in the case of machine jamming to protect more expensive damage - rather like shear pins in shafts which are designed to fail before more serious damage is done to a device. Most manual lathes have some kind of shear pin in the final drive to the leadscrew so that for example in the case of the saddle jamming against the headstock when in automatic drive the pin will shear otherwise serious damage to the clasp nuts or leadscrew can occur, so a 50p shear pin could save many £££s and time in repair costs.
When I was involved in designing drive systems to large machines, conveyor systems etc we would always include such a sacrificial device. just in case. Just think, if that relatively inexpensive gear (which could easily be 3d printed at home) had not failed what other damage may have occured. On our conveyor systems if a shear pin failed a production line would stop but it was a simple matter to locate the problem, fix it and then replace the shear pin so production would be down for a relatively short time compared with what would happen with major damage.
Terry
Bentwings
Well-Known Member
. Is there enough rom to use a wider gear, like stacking two gears?
These are made in plastic to deaden noise and vibration and work OK a until the day of the inevitable smash up when using a large cutter.
I have made replacements in both metal and Acetal (Delrin) with good results so message me if I can help
- Joined
- Jun 4, 2008
- Messages
- 3,291
- Reaction score
- 636
I suspect that the gear printed in Onyx fiber on my new Markforged printer would work well, as the material is about as strong as aluminum.
Terry you are posting to the wrong person, I often post that if someone replaces a plastic gear with metal they may find that the next time they crash or overload the machine the board or motor will be what fails not the shiny new metal gear. I've certainly not suggested it or wished for it here.
Also if you read again the failure of Brian's was not due to it being a failsafe but an issue with the gear selector lever meaning it was not correctly meshed.
Plastic gears on some of teh imported tools are also specified on grounds of cost and noise reduction.
Also if you read again the failure of Brian's was not due to it being a failsafe but an issue with the gear selector lever meaning it was not correctly meshed.
Plastic gears on some of teh imported tools are also specified on grounds of cost and noise reduction.
Bentwings
Well-Known Member
I looked up the onyx fiber spools snd material. It’s tough stuff if you can print it yourself it’s probably ok my as noted fixing one weak linnoften leads to another the motor and driver can be next and very difficult to replace the onyx is pretty good but if you have to have it done outside check prices it may be better to just keep a couple spare gears on hand .I suspect that the gear printed in Onyx fiber on my new Markforged printer would work well, as the material is about as strong as aluminum.
I have a little story to tell. I have a CX601 milling machine from Busy Bee Tools and I love it. This milling machine does everything I want, except drill 1" holes in aluminum. I don't do that very often, but when I do, it's mostly ornamental holes thru flywheel webs. And this is the point where my mill lets me down. There is a nylon compound gear in the gear-head, and it lets you put the mill into the equivalent of "back-gear" on a lathe. About every two or three years, this compound nylon gear manages to strip all the teeth of one side. It costs around $70 for a new gear, and it's a royal pain to take the mill apart and replace the bad gear. It doesn't happen all at once. When it first decides to eat that gear, it jumps out of gear into neutral. If you can spare a hand to hold it in gear, it works just fine, but sometimes I run out of hands to do that. It doesn't take much force to hold it in gear, and I'm sure that if it was held firmly in gear so that it couldn't jump out, then it wouldn't wreck the gear. So, today I'm designing a third hand to hold the mill in "back gear" while I drill large holes. In the pictures, you will see a side view of my mill where the gear selector knob is, another picture that shows my "third hand" in position, and in the third picture you can see a bad nylon gear and it's replacement good nylon gear.
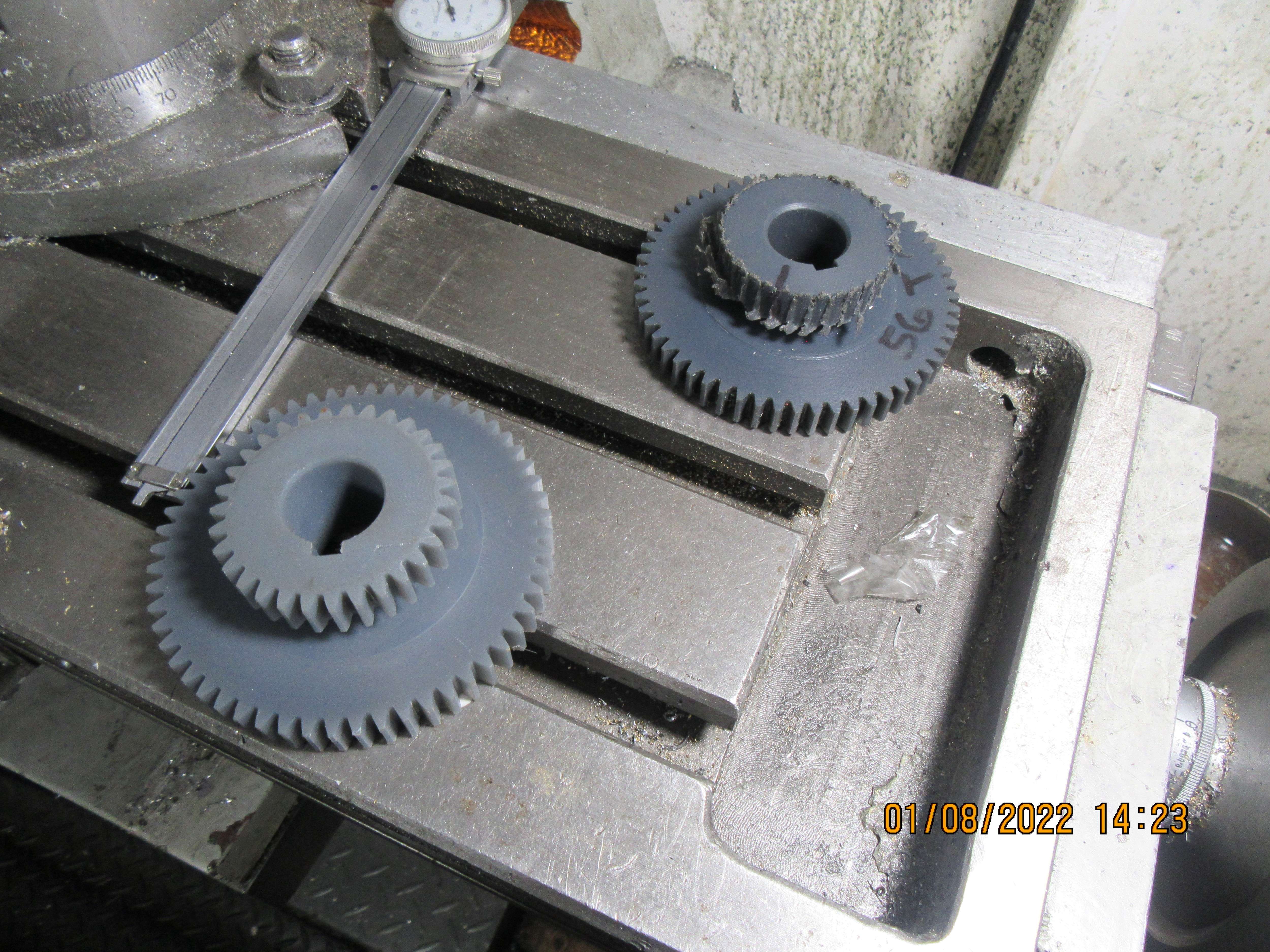
My "Mini Mill" uses similar plastic gears (below photo) and like your mill is also made in China. I was able to purchase a replacement set of metal gears thru AliExpress for $30, and replacement plastic gears were even cheaper.
Hopefully you can find metal replacement gears on either AliExpress or eBay.

I 3d printed “emergency” gears in PETG and they’ve performed admirably. Sure beats having your Mini Mill down awaiting replacements!
John W
John W
Bentwings
Well-Known Member
I just ran into a carbon fiber print material called onyx it’s supposed t be stronger yet quiet running as a gear material . Stronger but still be the saftey valve
I 3d printed “emergency” gears in PETG and they’ve performed admirably. Sure beats having your Mini Mill down awaiting replacements!
John W
I can’t quite get the nylon/carbon fiber material to run consistently. I’ve even had trouble with ABS, but with PETG, while a bit more difficult than PLA, I can achieve acceptable results. This is especially true when I don’t have large interior voids where stringing still becomes semi-problematic occasionally. I just utilize a “brim”, set my perimeters to 4 or 6 and use a 50% to 70% infill. As long as my fan speed is set relatively low, I can achieve some pretty awesome lateral strength.
Of course I still order the correct part, but my machine is only down 15 to 20 minutes while I change out the gear. I’m still hoping to scrape together the cash to change over to a belt drive!
John W
Of course I still order the correct part, but my machine is only down 15 to 20 minutes while I change out the gear. I’m still hoping to scrape together the cash to change over to a belt drive!
John W
Bentwings
Well-Known Member
I like the belt drive idea maybe you could get fancy and make a step belt drive . You could machine your own pulleys if none are conveniently available .
I can’t quite get the nylon/carbon fiber material to run consistently. I’ve even had trouble with ABS, but with PETG, while a bit more difficult than PLA, I can achieve acceptable results. This is especially true when I don’t have large interior voids where stringing still becomes semi-problematic occasionally. I just utilize a “brim”, set my perimeters to 4 or 6 and use a 50% to 70% infill. As long as my fan speed is set relatively low, I can achieve some pretty awesome lateral strength.
Of course I still order the correct part, but my machine is only down 15 to 20 minutes while I change out the gear. I’m still hoping to scrape together the cash to change over to a belt drive!
John W
Similar threads
- Replies
- 6
- Views
- 2K