Thanks Brian for the drawing. I will set about making an Aluminum gear set. The OD of each gear is calculated as follows 31 teeth plus2 by the module 1.5 give OD for the smaller gear 49.5mm and the larger gear 87mm. I will make smaller gear with the hub spigoted into the larger gear and locktited then 3 dowels at the joint of the gear and spigot Cheers John

You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
NYLON MILLING MACHINE GEARS
- Thread starter Brian Rupnow
- Start date




Help Support Home Model Engine Machinist Forum:
This site may earn a commission from merchant affiliate
links, including eBay, Amazon, and others.
just finished a 80 tooth mod 1 in al.





Hi Mr. Brian,
I like the Z axis handwheel for your mill with chain and sprocket drive.
Did it came as factory fitted with the mill or you made it?
I have a similar Sieg SX 2.7 mill with Z axis handwheel at top.
regards
Nikhil
I like the Z axis handwheel for your mill with chain and sprocket drive.
Did it came as factory fitted with the mill or you made it?
I have a similar Sieg SX 2.7 mill with Z axis handwheel at top.
regards
Nikhil
Iampappabear
Well-Known Member
- Joined
- Mar 10, 2018
- Messages
- 70
- Reaction score
- 17
Miami could also be an option, I have often seen McMaster referenced but never Misumi. Their part selection can be a little daunting as they offer so many options but their products are usually good quality and prices reasonable.
Nikhill I made that. I have a torn rotator cuff in my right shoulder that can't be fixed, so it hurts me to reach up to turn that top handwheel. So---I moved the handwheel down to a comfortable height to reach and then ran a bicycle chain up to the top.---Brian
Johwen--I hope that works for you. let me know how it turns out.---Brian

$17.90
$24.95
Backyard Building: Treehouses, Sheds, Arbors, Gates, and Other Garden Projects (Countryman Know How)
Amazon.com




$39.58
$49.99
Becker CAD 12 3D - professional CAD software for 2D + 3D design and modelling - for 3 PCs - 100% compatible with AutoCAD
momox Shop




$45.99
Sunnytech Mini Hot Air Stirling Engine Motor Model Educational Toy Kits Electricity HA001
stirlingtechonline




















$180.50
$190.00
Genmitsu CNC 3018-PRO Router Kit GRBL Control 3 Axis Plastic Acrylic PCB PVC Wood Carving Milling Engraving Machine, XYZ Working Area 300x180x45mm
SainSmart Official






$29.95
Competition Engine Building: Advanced Engine Design and Assembly Techniques (Pro Series)
Amazon.com Services LLC





$99.99
AHS Outdoor Wood Boiler Yearly Maintenance Kit with Water Treatment - ProTech 300 & Test Kit
Alternative Heating & Supplies



$94.99
$109.99
AHS Woodmaster 4400 Maintenance Kit for Outdoor Wood Boiler Treatment
Alternative Heating & Supplies


$89.99
Outdoor Wood Boiler Water Treatment Rust Inhibitor- AmTech 300 & Test Kit
Alternative Heating & Supplies

$25.34
$34.99
Bowl Sander Tool Kit w/Dual Bearing Head & Hardwood Handle | 42PC Wood Sander Set | 2" Hook & Loop Sanding Disc Sandpaper Assortment | 1/4" Mandrel Bowl Sander for Woodturning | Wood Lathe Tools
Peachtree Woodworking Supply Inc

$519.19
$699.00
FoxAlien Masuter Pro CNC Router Machine, Upgraded 3-Axis Engraving All-Metal Milling Machine for Wood Acrylic MDF Nylon Carving Cutting
FoxAlien Official

![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)
$0.00
DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]
Amazon.com Services LLC






$39.99
$49.99
Sunnytech Low Temperature Stirling Engine Motor Steam Heat Education Model Toy Kit For mechanical skills (LT001)
stirlingtechonline
If I'm understanding the problem correctly, the real issue is that the mill wants to slip out of "back gear" while under heavy pressure. I would think that this is likely to tear up any gear, nylon or metal.
What is "supposed" to keep it in the low gear setting? Is there a detent of some sort? If not ... Brian's solution may be needed even with aluminum replacement gears.
What is "supposed" to keep it in the low gear setting? Is there a detent of some sort? If not ... Brian's solution may be needed even with aluminum replacement gears.
Richard Hed
Well-Known Member
- Joined
- Nov 23, 2018
- Messages
- 2,760
- Reaction score
- 737
When you say "rotator cuff", is it bone or flesh? I had ripped ligaments which were healed by use of accupuncture. You might consult a puncturist if hyou can find one.Nikhill I made that. I have a torn rotator cuff in my right shoulder that can't be fixed, so it hurts me to reach up to turn that top handwheel. So---I moved the handwheel down to a comfortable height to reach and then ran a bicycle chain up to the top.---Brian
Richard--Mostly caused by being old and doing a lot of work over 75 years. I have used acupuncture for nerve related issues in my left leg and arm and it was very successful when nothing else would work.--Brian
Richard Hed
Well-Known Member
- Joined
- Nov 23, 2018
- Messages
- 2,760
- Reaction score
- 737
I have a plastic gear on a lathe that destructed, however, the makers put an extra in the kit. I will eventually make one myself. They are not that difficult if one has the necessary tools.I anyone wants a set of gears for this or any other application, I can hob them for you and post worldwide.
Peter
The rotator cuff is the set of ligaments which holds the shoulder joint together.When you say "rotator cuff", is it bone or flesh? I had ripped ligaments which were healed by use of accupuncture. You might consult a puncturist if hyou can find one.
I damaged one of mine by picking up my 260kg motorcycle in an angry hurry when I had dropped it in the car park at work.
It took about 9 months and some physiotherapy to sort it out.
Richard Hed
Well-Known Member
- Joined
- Nov 23, 2018
- Messages
- 2,760
- Reaction score
- 737
I don't know how I did mine but both shoulders hurt so much, hurt as much as a kidney stone. Could not raise my arms at all. Went to the butchers--oops, I mean doctor's, and found out that it would cost 9000$ in 2001 dollars to fix it and it may make it worse. All I heard was " make it worse". so I lookt in Moses Lake for a pucturist. Found one, a Korean. He punct a single needle in my ankle bone two days in a row. Two weeks later, it was completely healed. And look at me today: I can raise my hands above my head. As the say in Cambodia: Lud dai twai preh, (raise hand praise god).The rotator cuff is the set of ligaments which holds the shoulder joint together.
I damaged one of mine by picking up my 260kg motorcycle in an angry hurry when I had dropped it in the car park at work.
It took about 9 months and some physiotherapy to sort it out.
dnalot
Project of the Month Winner !!!
And look at me today: I can raise my hands above my head
I would like to see that. I have wondered if your species has the same number of fingers as we humans. And what are you doing up at 2:10 AM Richard?
Mark T
The three R8 shanks came yesterday. The other two annular cutters are supposed to come later this week. they surely look "spiffy".

Richard Hed
Well-Known Member
- Joined
- Nov 23, 2018
- Messages
- 2,760
- Reaction score
- 737
We have six fingers--we are specially bred so that we can play better piano than humans. I usually don't go to bed before 2:00 AMI would like to see that. I have wondered if your species has the same number of fingers as we humans. And what are you doing up at 2:10 AM Richard?
Mark T
- Joined
- Jun 24, 2010
- Messages
- 2,455
- Reaction score
- 974
I'm curious why you opted for what looks to be an end mill holder vs the annular cutter holder. I'm actually not sure why the Weldon has 2 retention screws for 90-deg faces. But it has the provisions for the spring/pin assembly up in the attic which the EM holders don't. BTW I also have an MT3 version for use in lathe tailstock.
Attachments
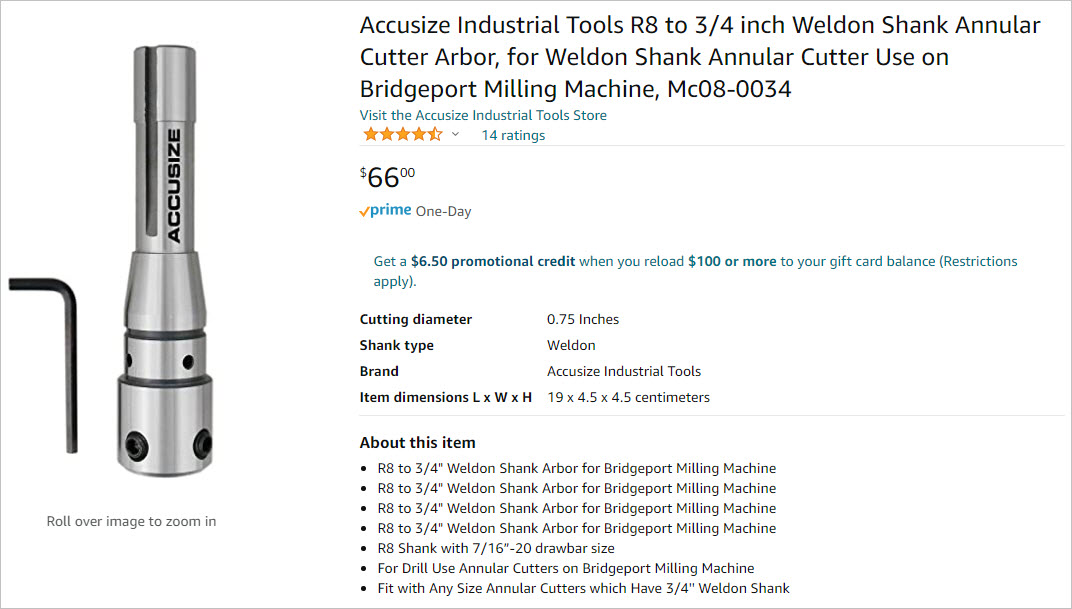

Quite a few of the cutters have two flats hence the two screws on the holders specifically for them
My bad Jason.--I made a mistake, and only realized it about an hour ago when I tried to put one of the annular cutters into the collets I had ordered. YIPES!!! it didn't work. I just reboxed the three collets I ordered and am sending them back to amazon. I ordered one of the correct collets that work with these cutters. Should come out money ahead because three of the collets I ordered cost $93. I've decided I can live with one collet and change the annular cutters as I need them, and one of the right kind of collet costs $75---Brian
So, after a bit of confusion (on my part), the wrong R8 collets have been returned and the correct R8 collet to hold these 3/4" Weldon shank annular cutters has been received, mounted in my mill, and a hole cut thru 1" aluminum plate. The "core" that is cut from the plate is setting on top of the plate. The hole was cut in "Low range" at 300 rpm. with lots of squirt on cutting oil. I did get the "birds-nest" of aluminum swarf which has been cleared away to take this picture. They make a beautiful smooth cut, and the milling machine doesn't sound like it is working very hard to make the hole. I am very satisfied. The annular cutters cost about $30 each. I may buy a couple more different sizes---don't know yet.

Similar threads
- Replies
- 6
- Views
- 2K