Pat, Though either will do there is a distinct difference between 'Music wire' and 'Piano' wire not least that the music comes in imperial sizes and piano in SWG. Piano wire is much harder and springier than music. Most wire sold in model shops from the KS range is music wire and usually has a small label attached to each piece saying so
16 SWG piano wire is just over a 1/16 so won't go into a 1/16 hole unless it drills oversize. A piece of it however can be turned into a reamer quite easily.
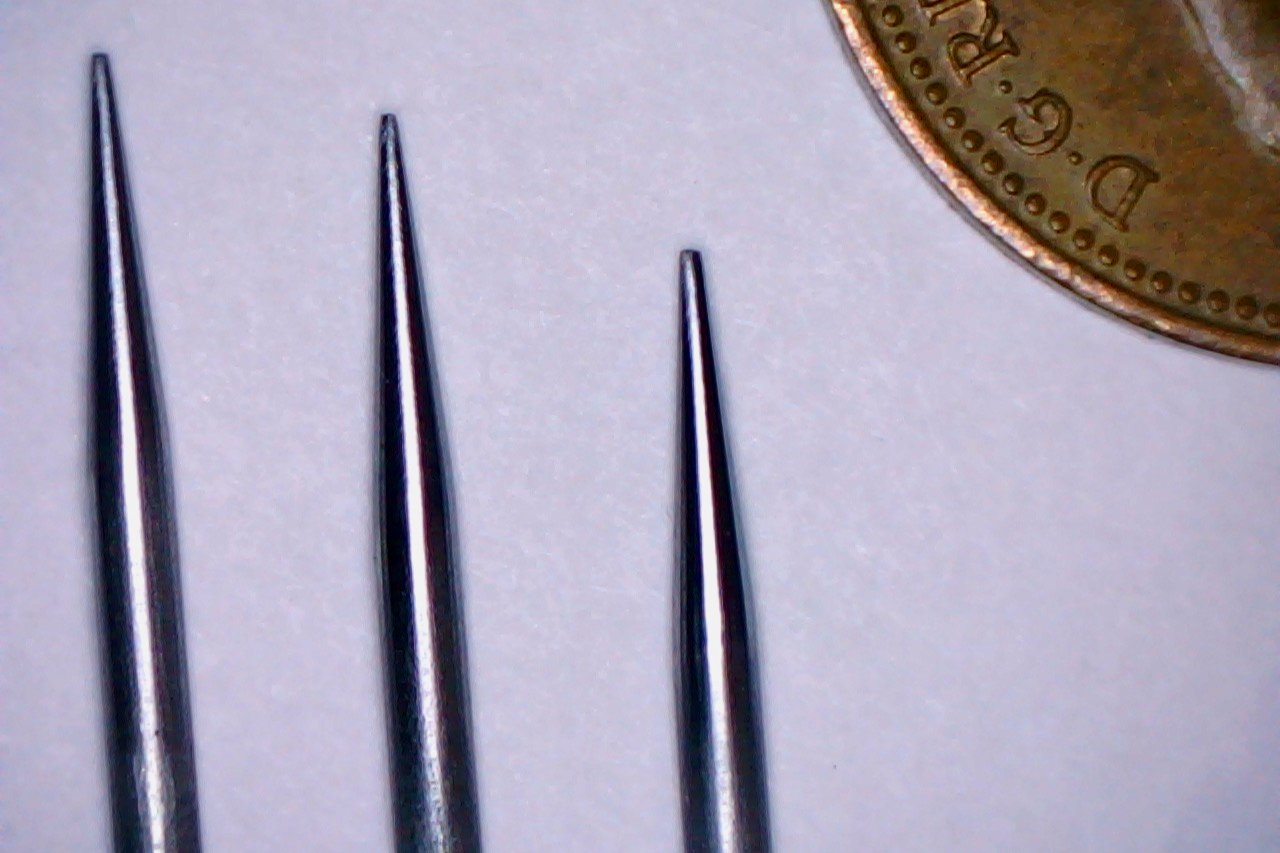
This is doing the spaybar parts for the Eta engines- the image makes the thread look truncated but it's not. The wire is just ground at a shallow taper - it's important to constantly withdraw to clear the swarf away as it will soon become crowded and possibly jam. Here are the finished parts. The threaded needle is done by drilling through a 7BA bolt and loctiting on the needle
1/16 Music wire should fit a 1/16 hole if it's very slightly over size but size for size is usually interference. Doing the same thing will ease it but the edges do need to be sharp as only a scrape is coming off.
Hope that helps - Tug





 . I also covered the lathe bed for this one to keep all the abrasive dust of my precious cast iron.
. I also covered the lathe bed for this one to keep all the abrasive dust of my precious cast iron.





") .
.































