Progress and Pictures ;D
First the Base: I took Chucks advice and mounted the angle to a brass intermediate base (which will eventually be mounted to a sculpted ali base for a little bling A-La-Bog ;D) with 2 ea 6-32 screws per side at stations 1.00 and 2.oo from the crank end. Then I set about the cylinder mounting end and chucked a pc of 1/4 by 1.25 cold rolled in the 4 jaw and drilled and bored the .900 hole for the cylinder. Then, taking to the mill, I drilled 4 clearence holes for 4-40 scrws at.125 from the edge 2 @ .600 high on the sides, and 2 equidistant in from the ends. I then clamped the whole shebang in the vise and using the reverse end of the drill bit as a centering guide, then flipping it over to spot drill the holes as a guided center drill, I drilled and tapped the frame for the endpiece. As the unit was too highfor my spring loaded center, I took my 1/8" collet, a 1/8" pin, and as shown in the photos set up a nifty little tap centering and following device, I found that the weight of the collet and loose drawbar are just enough downforce to get the tap started nicely.



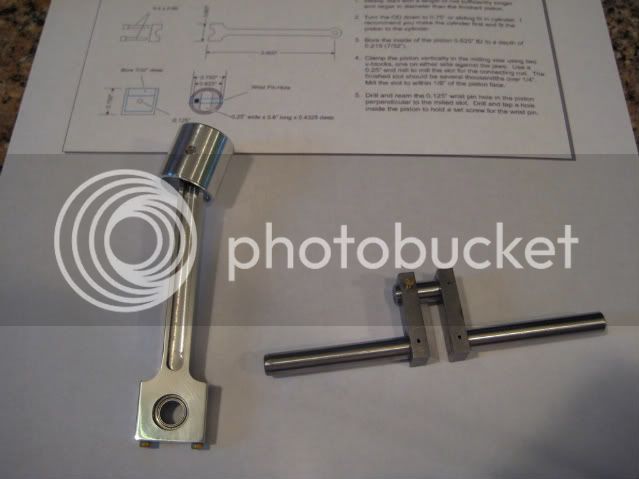
Then I started work on the valve head. I did mine slightly different than Chuck. After squaring up the stock and drilling and reaming the 3/8" hole for the valve body, I set it up vertical in my mill and drilled a .120 hole thru, clearing chips frequently. then enlarging to a letter F drill I drilled to the specified depth. I then reamed the hole with a 1/4" reamer.
Then placing it on it's side I drilled the 1/8" inlet and exhaust holes.
I then shaped the outside with the mill and belt sander.
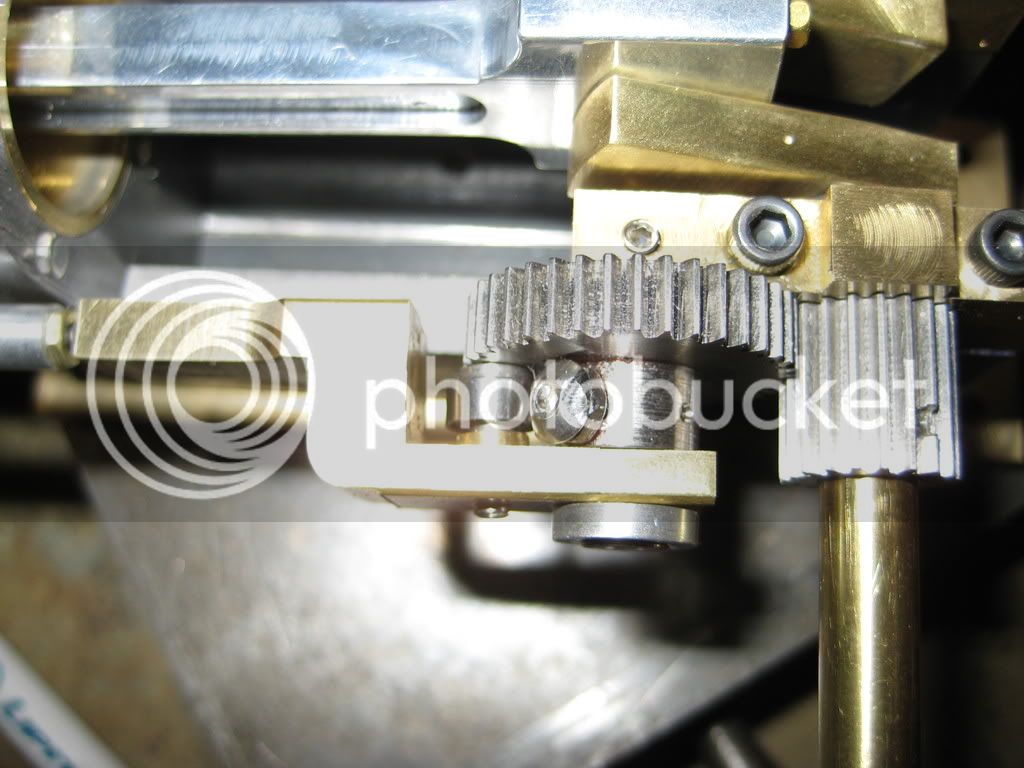
I got a chance to Use my rotary indexing table for the bolt holes and boy was that awesome ;D it really takes the guesswork out of things and alignment was spot on.
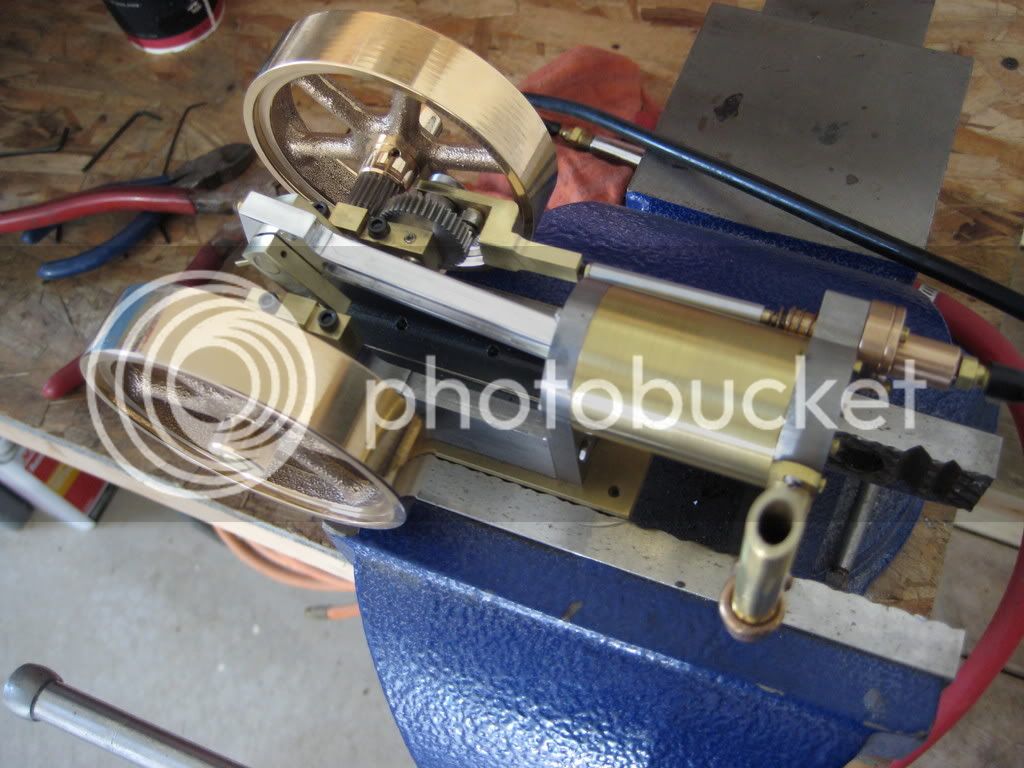
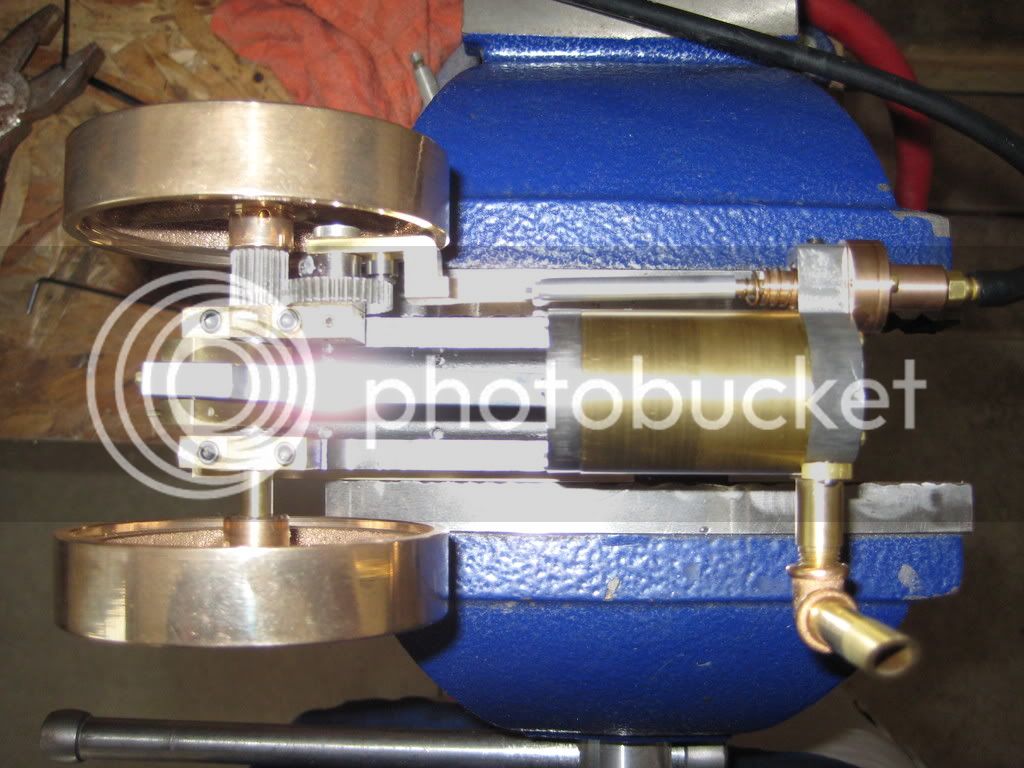
So Here are some pics of the progress so far. I added a Beveled exhaust pipe for a more hit and miss feel
-Bret





 )
) 





















![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)