143) I'm back in action after spending the better part of two days tramming my mill and truing up my milling vise. On a 5-1/4" circle my mill was off by .006" in two directions, and my vise ways were off by .002" on a 4" width. I settled on a .0005" off tram, and less than .0002" on the vise on 6". The surface of the mills table travel shows .0001 at the most on 1-ft. My mill has been causing me to spend a lot of time compensating for its inaccuracies. I mentioned my mill problems to Gbritnell and he explained how I should go about with the tramming. With the knowledge and inspiration I was provided, I went right to it and solved my mill problems for good. Thanks again George! :bow:
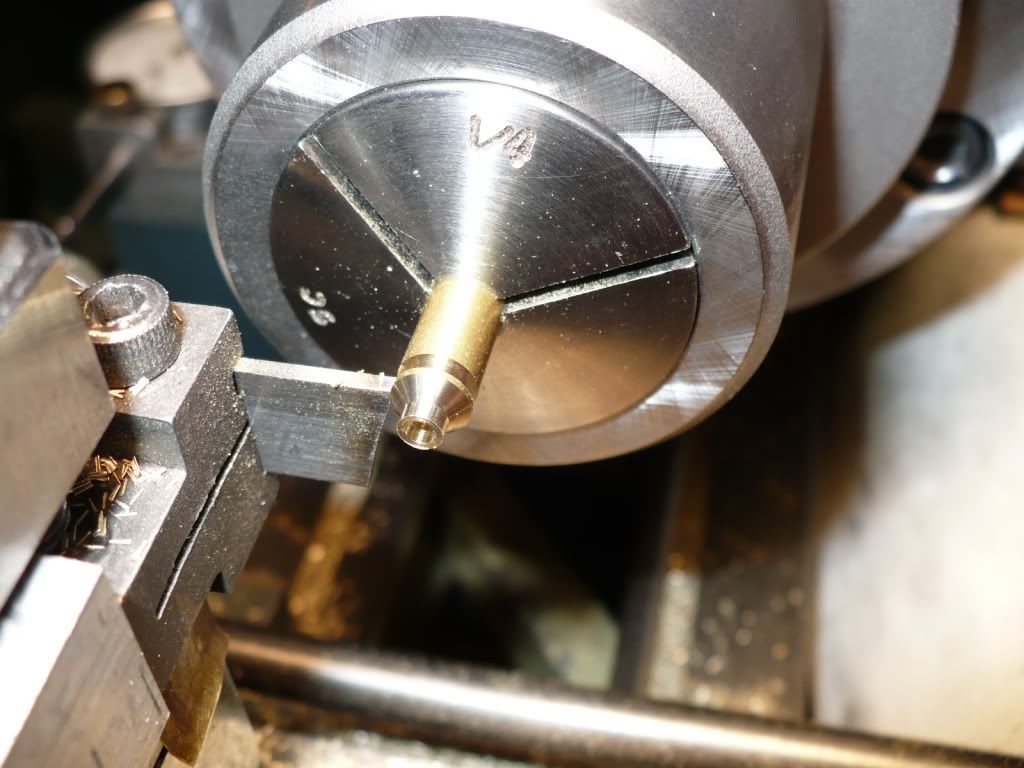
In the picture below I'm machining the 'valve guides'. A pretty simple operation, but the holes needed to be carefully reamed, and will hopefully be concentric with their outer diameter's. If they are off a bit, or go-off a bit during assembly (its possible), then the valve seat cutter will do its job, and solve the problem by cutting a seat that's concentric with the reamed holes in the valve guides.
144) I broke the sharp edges on the reamed holes, test fitted a piece 3/32" drill to check the bores, and their done.
145) Here I'm testing their fit on one of the heads. And they feel like a perfect fit. I love it when parts fit, its like frosting on a cake.
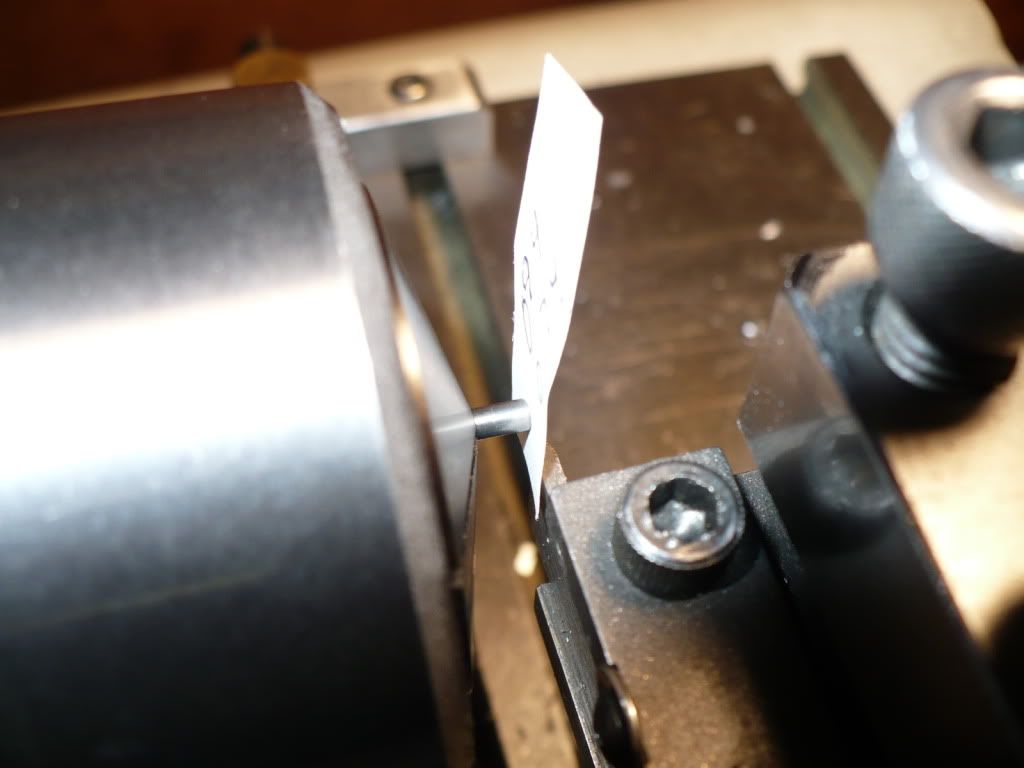
146) In the picture below I'm cutting off one of the valve steam heads.
147) I only need 10 finished valve stems. With the set up and moves all worked out, it was quick and easy to make a few extras.
148) I cut the valve stem rods a little over size and ground them on my belt sander to plus .002" minus .000" of the specified length. The smaller batch on the right, are the longer ones used on the F-head engines. Its hard to see the cut grooves for the retaining clips.
149) Here's where I shine. I like to braze, but I hate the clean-up! I try to be very careful but it doesn't seem to matter in the end. I only managed a few pieces as 'picture guy' was in a big hurry to go sliding around on the snow covered streets of northern Ohio with his car.
The brazing went well. Here's how I did it. I created a 'moat' for the silver brazing material by opening up the top of the hole in the head with 8 twists of a countersink, about .020". And used 2 twists at the smaller bottom end. I beveled the valve stem 'rod' 10* to 15*, and about .020" wide. Since the rod is a slip fit into the head I scribed it with about 5 or 6 lines length wise and only where the head will sit. This creates a sort of light press fit to secure and equally space the head on the rod to allow for the braze to flow completely around the joint. All the surfaces were fluxed before assembly. I wrapped the brazing rod around a valve rod to create a sort of spring and cut single loops. The single loops were then cut in half and compressed, and only a half loop was used on each stem assembly. With the assembly standing head up, it was fluxed again and the small piece of braze material set on top and in the middle of the rod. I applied the heat to the lower intersection of the rod and base, at the base of the head. I didn't take much heat at all using a standard propane torch, to make the brazing flow down and though the entire joint.

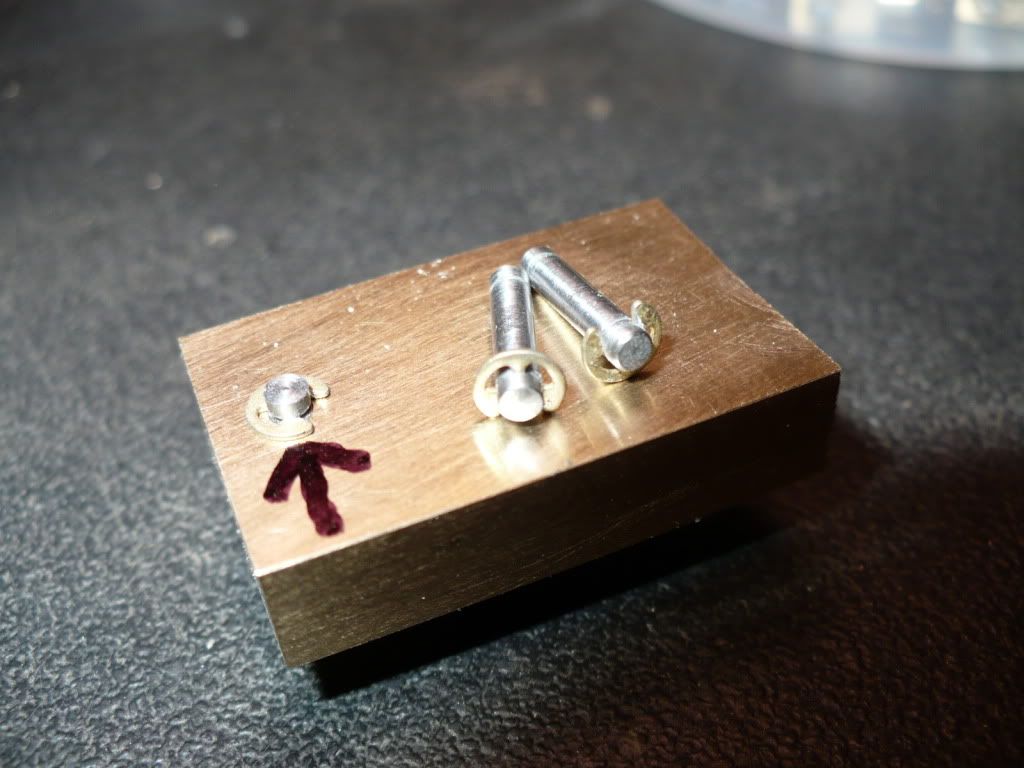
150) The 'moat' worked like a charm to keep most of the brazing off the top of the valve head where it's not needed. The silver brazing rod I used was .031" in diameter. If I had used a larger diameter rod, a square cut 'pillow' would have been sufficient to fill the small gap in a tight joint like this. Its easy to create flow, as it always runs towards the heat source. If you look real close, you can see that the brazing reached and emerged at the intersection between the head and the rod indicating a good solid joint.
151) I started on the 'valve seat cutter". I'm still stumped on how to create the relief. scratch.gif
152) Same cutter, different angle.
That's all for today, hope you enjoyed my post.
")
-MB























![MeshMagic 3D Free 3D Modeling Software [Download]](https://m.media-amazon.com/images/I/B1U+p8ewjGS._SL500_.png)















![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)








![TurboCAD 2020 Designer [PC Download]](https://m.media-amazon.com/images/I/51UKfAHH1LL._SL500_.jpg)











![[The Haynes GM, Ford, Chrysler Engine Performance Manual: The Haynes Manual for Understanding, Planning and Building High-Performance Engines (Haynes Techbook)] [Author: Haynes, Max] [August, 2008]](https://m.media-amazon.com/images/I/51x6eyiUHhL._SL500_.jpg)