




I have DRO's fitted to my Chester Crusader lathe. The problem being, when the lathe manufacturers fit the read head to the cross slide, it covers over the grub screw that is used to lock the cross slide. That lock is a real necessity if you are cutting heavily or doing final finishes. The head could be moved to the other side, but under certain conditions, you would lose over 1" of travel towards the chuck, and also the head could be liable to damage from the turning chuck.
So this post will be done in two parts. The first showing what I will be doing, the second actually doing the job. An afternoon should easily see this job done.
I have to say, if anyone else is going to fit a DRO to their cross slide, no matter what machine it is, you might also cover up your locking screw, so this mod should get you over your problem as well.
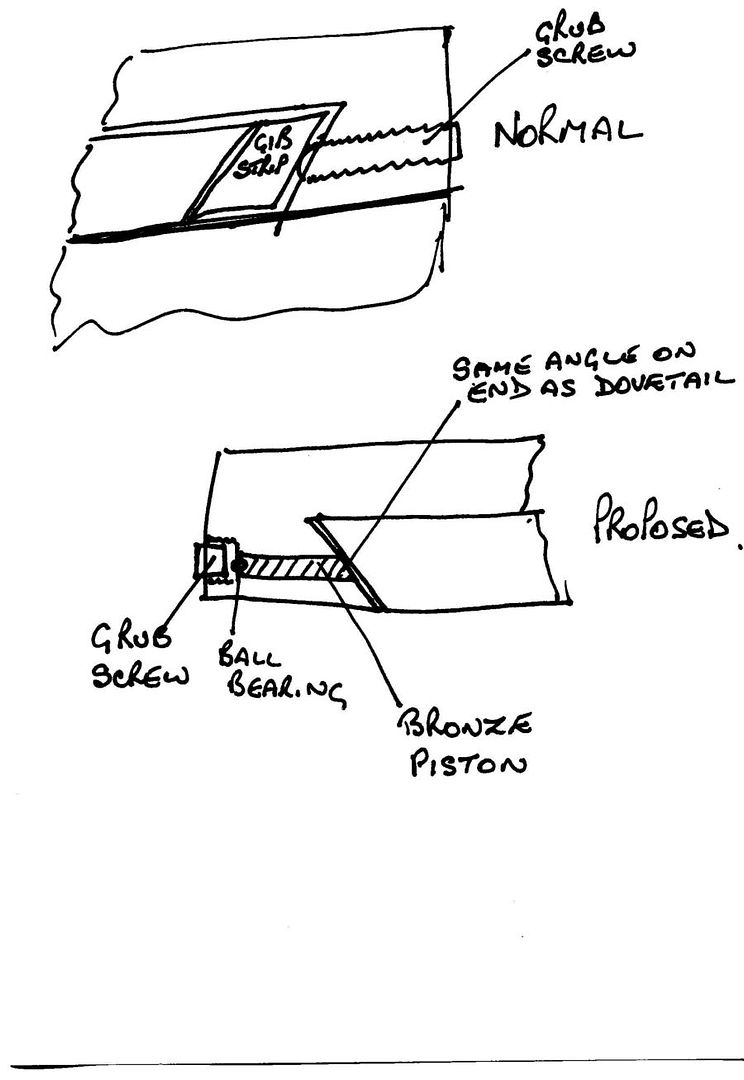
So here is my proposal.
The top bit shows how the normal lock works. Tighten up the grub screw, and it pushes the gib against the inner dovetails, that action effectively locks everything up.
That method cannot be used on the other side, as there is no gib strip to protect the precision face of the dovetail.
The solution is shown in the bottom sketch. An angle machined on the end of a bronze piston will be the bit that contacts the dovetail. The other shown bits will be explained as I do it.
It just fell apart in me 'ands boss.
It was honestly that quick, a few minutes and the bit I was after was free of the machine

While I have parts like this off a machine, I always take the opportunity to look at the bits that will finally wear out. If it is a complicated bit, I would measure and draw it up, and most probably make a spare some time in the future. This time, it isn't needed. I know I could knock one of these out in a couple of hours from a lump of bronze, so no need to carry spares. It also has basic backlash adjustment on it, so it could be adjusted and used while I make a new one.
If I did a cross section of the casting, this is what it would look like.

Also from the end.

I did a rough transfer of the normal locking screw position onto the other side on the casting. This position should be in the right place if the manufacturers have done their maths.

Having blued up, I transferred the line from the bottom to the side face, I now had my first position line.
The blued arrow is showing the position on the top face of the ball oilers. I don't want to remove them because they might be damaged. I must position the job in the vice so that they are outside of the jaws, otherwise they will get crushed and destroyed.
The dovetail on the machine was measured for height.
After a bit of mental working out, calculating with the diameter of the thru hole, I came to the conclusion that 6mm from the bottom would be an ideal position to drill the hole.

That dimension was duly drawn onto the upright line from previous times. The crossing point was was given a pop mark

Why didn't I just mark it up at half way, at 5mm? There is plenty of meat above the hole, but not a lot below. So to retain maximum integrity, I gave it an extra 1mm of meat below the bottom of the hole.

Because I don't want anything protruding from the finished hole, I need to know how deep to tap it without removing lengthways support to the bronze piston. I had a choice of three different lengths, and have decided to go with the shorter one. The maximum operating range of the grub screw will be less than 1/2 turn, and hopefully massive forces won't be required to lock up the slide, so a 6mm long one should be perfectly OK in this situation.
Because the piston hole will be the same as the tapping size for the grub screw, if it feels a little fragile, I can easily tap a bit deeper and shorten the piston.

I spent hours in crisis, wondering if I had made the right decision, so just to play safe, I have decided to go with a slightly longer 8mm grub screw.

The slide was mounted into the mill vice, taking care to keep the oilers out of the way. I doesn't need a super rigid setup, as I am only drilling a fairly small hole. So using a 3-2-1 block to bridge the U shape of the slide, the top face was clamped against the fixed jaw, and the side face seated nicely in the bottom of the jaws.
Near enough is good enough for this bit, so the centre was eyeballed over the pop mark, and once in position, a centre point was drilled.

It was then followed down with a growing range of drills, 4, 5, 6, and then the tapping sized one of 6.8mm.
The reason I did this is because the drill will be breaking thru onto a slanted face. By taking it up in stages reduces the risk of the drill being kicked off line as it broke thru on the other end.

This is the tapping drill going thru, a nice feed thru with no kick at the bottom.
This shot also shows the attempt by the manufacturer to gain a little more precision and long life. They have hand scraped the running surfaces, it is not perfect by any means, but at least they are trying.

I hand tapped to a depth of 10mm. I didn't feel it was worth setting up all the gizmos just for one hole.

This shot shows where the hole broke thru on the slanted face, to me, the position looked perfect for the job being done.

While I had it off, I thought I would show you something I did as soon as the machine was commisioned.
I marked up all four points of the compass around the topslide mount. Because the topslide has only a 90 degree scale on it, by switching from one marked point to another, I can position the top slide on a full 360 degrees. This will allow turning tapers, even away from the chuck, when the tailstock normally gets in the way when using a centre. Not used very often, but it is there when needed, and only takes a few minutes to do.
Twenty minutes later, everything was reassembled, adjusted, and ready for action. I need to do some turning to finish this job off.

The new hole in position.

A length of hex ali bronze was turned down to 6.75mm, just slightly smaller than the 6.8mm tapping hole. If you notice, I also reduced the end slightly. This part, over the years will gradually splay out on the end, not a lot, but would cause the slug to jam in the end of the hole nearest the dovetail. Reducing the end will cure that problem.
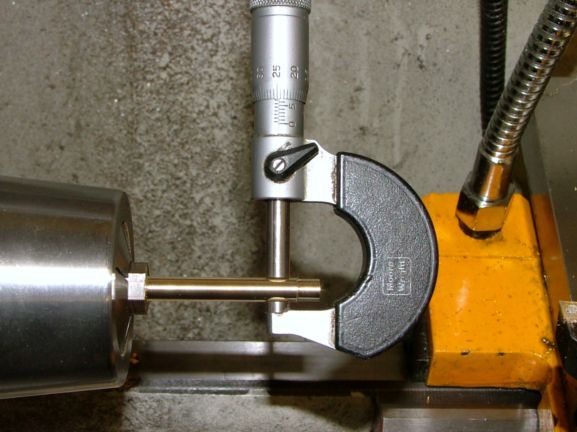
Just checking for a nice free sliding fit.

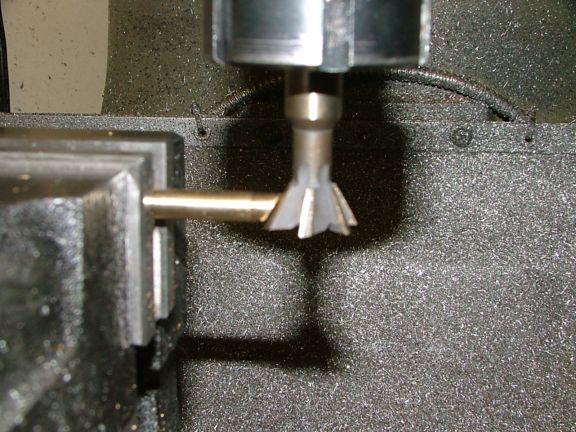
I am lucky in that I have a 60 degree dovetail cutter. I am sure it is easy enough to figure out how to cut the angle on the end if you don't have one.

Sorry about the quality of the pic, this was the best one out of the dozen I took. I must be getting knee trembles about the thought of getting the job finished.
Anyway, I cut the angle on the end of the slug (piston).
So with the rod blued up, it was pushed into the hole and by feel located into it's operating position, with the angled end sitting against the dovetail. In fact, when you push on the end, it goes into the correct position by itself. The rod was marked up where it protruded out of the hole.

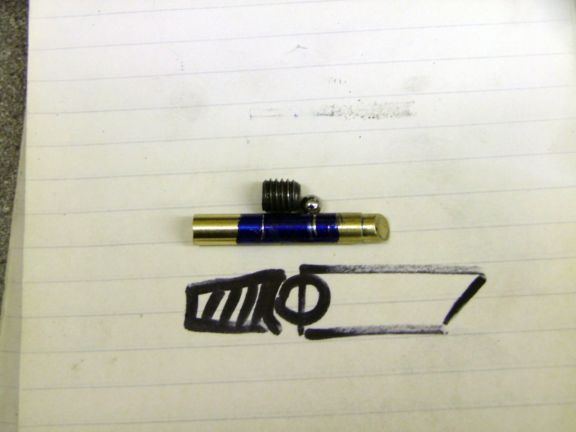
Now to get the piston to the correct length. I laid the grub screw and ball bearing along the length, with the grub screw starting at the mark I had just made. Then about half the length of the ball and another mark was made. This is the length of the piston in it's final form.
Now a bit about the ball bearing. I am using a 3/16" diameter. I wouldn't go any larger, but you can go smaller, say down to 1/8" (or a metric equivalent in both cases). The ball is there to apply forwards pressure only from the grub screw, if it wasn't there, the grub screw would also put a friction turning force on the piston, maybe stopping it seating correctly on the dovetail.
It just so happens that my centre drill is 3/16" diameter, so it will be fed into the end of the piston until it makes small side walls in the hole. You can just use an ordinary drill if you wanted.
BTW, if possible try not to use a stainless ball, you need one that can be picked up with a magnet.

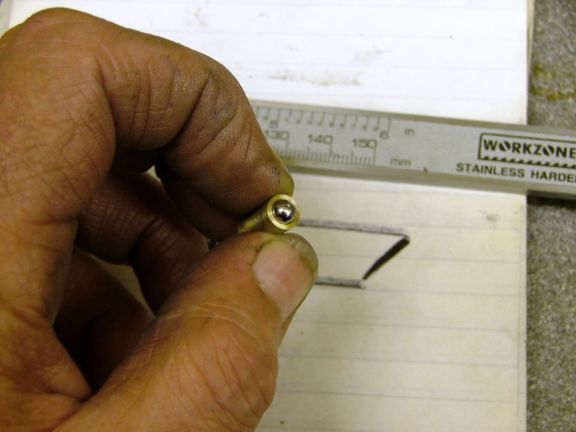
The piston with the ball loctited in.
The business end of the grub screw. If you are going to use this technique anywhere, you will need either a flat faced or cone end on it (like this one), a pointy end will go a bit funny when you try to tighten it down onto a ball bearing.

The bits all ready to go into the hole.

The piston was given a good dose of grease, pushed into the hole quickly followed by the grub screw.
Now, why the magnetic ball bearing? If you stick a little magnet into the hole, you should be able to pull the piston out, otherwise you will have to remove the cross slide and push it out with a stick.
It takes only 1/4 turn of the grub screw to go from fully slack to fully tight.

Did it work? - Yes
Did it work well? - Yes
Did it lock the cross slide solid? - Yes
Any problems with it? - No
Job done
John
So this post will be done in two parts. The first showing what I will be doing, the second actually doing the job. An afternoon should easily see this job done.
I have to say, if anyone else is going to fit a DRO to their cross slide, no matter what machine it is, you might also cover up your locking screw, so this mod should get you over your problem as well.
So here is my proposal.
The top bit shows how the normal lock works. Tighten up the grub screw, and it pushes the gib against the inner dovetails, that action effectively locks everything up.
That method cannot be used on the other side, as there is no gib strip to protect the precision face of the dovetail.
The solution is shown in the bottom sketch. An angle machined on the end of a bronze piston will be the bit that contacts the dovetail. The other shown bits will be explained as I do it.
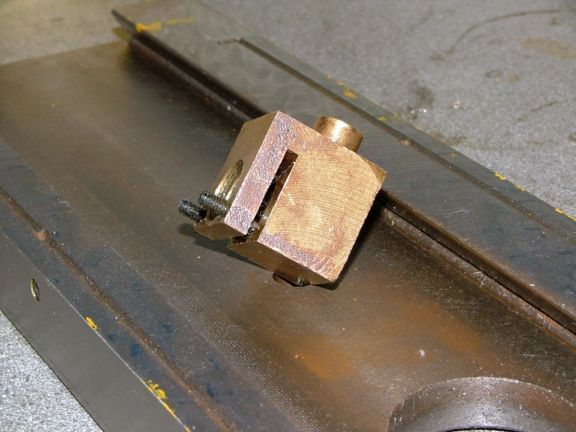
It just fell apart in me 'ands boss.
It was honestly that quick, a few minutes and the bit I was after was free of the machine
While I have parts like this off a machine, I always take the opportunity to look at the bits that will finally wear out. If it is a complicated bit, I would measure and draw it up, and most probably make a spare some time in the future. This time, it isn't needed. I know I could knock one of these out in a couple of hours from a lump of bronze, so no need to carry spares. It also has basic backlash adjustment on it, so it could be adjusted and used while I make a new one.
If I did a cross section of the casting, this is what it would look like.
Also from the end.
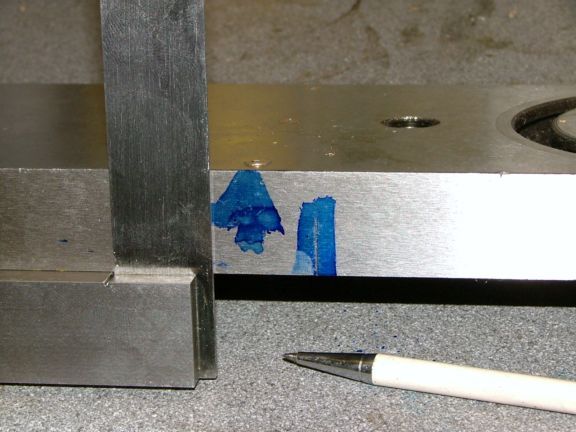
I did a rough transfer of the normal locking screw position onto the other side on the casting. This position should be in the right place if the manufacturers have done their maths.
Having blued up, I transferred the line from the bottom to the side face, I now had my first position line.
The blued arrow is showing the position on the top face of the ball oilers. I don't want to remove them because they might be damaged. I must position the job in the vice so that they are outside of the jaws, otherwise they will get crushed and destroyed.
The dovetail on the machine was measured for height.
After a bit of mental working out, calculating with the diameter of the thru hole, I came to the conclusion that 6mm from the bottom would be an ideal position to drill the hole.
That dimension was duly drawn onto the upright line from previous times. The crossing point was was given a pop mark
Why didn't I just mark it up at half way, at 5mm? There is plenty of meat above the hole, but not a lot below. So to retain maximum integrity, I gave it an extra 1mm of meat below the bottom of the hole.
Because I don't want anything protruding from the finished hole, I need to know how deep to tap it without removing lengthways support to the bronze piston. I had a choice of three different lengths, and have decided to go with the shorter one. The maximum operating range of the grub screw will be less than 1/2 turn, and hopefully massive forces won't be required to lock up the slide, so a 6mm long one should be perfectly OK in this situation.
Because the piston hole will be the same as the tapping size for the grub screw, if it feels a little fragile, I can easily tap a bit deeper and shorten the piston.
I spent hours in crisis, wondering if I had made the right decision, so just to play safe, I have decided to go with a slightly longer 8mm grub screw.
The slide was mounted into the mill vice, taking care to keep the oilers out of the way. I doesn't need a super rigid setup, as I am only drilling a fairly small hole. So using a 3-2-1 block to bridge the U shape of the slide, the top face was clamped against the fixed jaw, and the side face seated nicely in the bottom of the jaws.
Near enough is good enough for this bit, so the centre was eyeballed over the pop mark, and once in position, a centre point was drilled.
It was then followed down with a growing range of drills, 4, 5, 6, and then the tapping sized one of 6.8mm.
The reason I did this is because the drill will be breaking thru onto a slanted face. By taking it up in stages reduces the risk of the drill being kicked off line as it broke thru on the other end.
This is the tapping drill going thru, a nice feed thru with no kick at the bottom.
This shot also shows the attempt by the manufacturer to gain a little more precision and long life. They have hand scraped the running surfaces, it is not perfect by any means, but at least they are trying.
I hand tapped to a depth of 10mm. I didn't feel it was worth setting up all the gizmos just for one hole.
This shot shows where the hole broke thru on the slanted face, to me, the position looked perfect for the job being done.
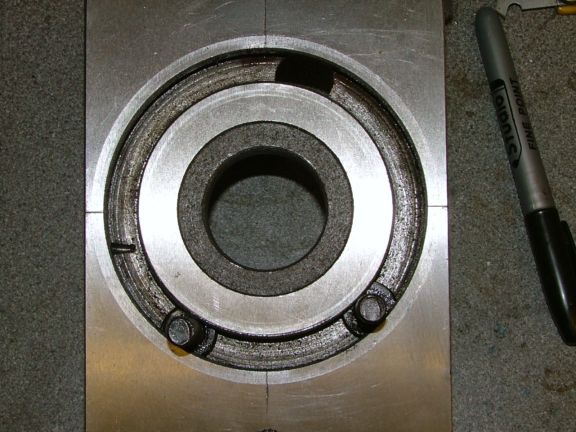
While I had it off, I thought I would show you something I did as soon as the machine was commisioned.
I marked up all four points of the compass around the topslide mount. Because the topslide has only a 90 degree scale on it, by switching from one marked point to another, I can position the top slide on a full 360 degrees. This will allow turning tapers, even away from the chuck, when the tailstock normally gets in the way when using a centre. Not used very often, but it is there when needed, and only takes a few minutes to do.
Twenty minutes later, everything was reassembled, adjusted, and ready for action. I need to do some turning to finish this job off.
The new hole in position.
A length of hex ali bronze was turned down to 6.75mm, just slightly smaller than the 6.8mm tapping hole. If you notice, I also reduced the end slightly. This part, over the years will gradually splay out on the end, not a lot, but would cause the slug to jam in the end of the hole nearest the dovetail. Reducing the end will cure that problem.
Just checking for a nice free sliding fit.
I am lucky in that I have a 60 degree dovetail cutter. I am sure it is easy enough to figure out how to cut the angle on the end if you don't have one.
Sorry about the quality of the pic, this was the best one out of the dozen I took. I must be getting knee trembles about the thought of getting the job finished.
Anyway, I cut the angle on the end of the slug (piston).
So with the rod blued up, it was pushed into the hole and by feel located into it's operating position, with the angled end sitting against the dovetail. In fact, when you push on the end, it goes into the correct position by itself. The rod was marked up where it protruded out of the hole.
Now to get the piston to the correct length. I laid the grub screw and ball bearing along the length, with the grub screw starting at the mark I had just made. Then about half the length of the ball and another mark was made. This is the length of the piston in it's final form.
Now a bit about the ball bearing. I am using a 3/16" diameter. I wouldn't go any larger, but you can go smaller, say down to 1/8" (or a metric equivalent in both cases). The ball is there to apply forwards pressure only from the grub screw, if it wasn't there, the grub screw would also put a friction turning force on the piston, maybe stopping it seating correctly on the dovetail.
It just so happens that my centre drill is 3/16" diameter, so it will be fed into the end of the piston until it makes small side walls in the hole. You can just use an ordinary drill if you wanted.
BTW, if possible try not to use a stainless ball, you need one that can be picked up with a magnet.
The piston with the ball loctited in.
The business end of the grub screw. If you are going to use this technique anywhere, you will need either a flat faced or cone end on it (like this one), a pointy end will go a bit funny when you try to tighten it down onto a ball bearing.
The bits all ready to go into the hole.
The piston was given a good dose of grease, pushed into the hole quickly followed by the grub screw.
Now, why the magnetic ball bearing? If you stick a little magnet into the hole, you should be able to pull the piston out, otherwise you will have to remove the cross slide and push it out with a stick.
It takes only 1/4 turn of the grub screw to go from fully slack to fully tight.
Did it work? - Yes
Did it work well? - Yes
Did it lock the cross slide solid? - Yes
Any problems with it? - No
Job done
John




























































