Lakc
Well-Known Member
The PC power supply has soo many uses. :bow:





Alexandre Machado said:Okay Jim!
I understand... What's the computer program that you use for this? Is not a common CAD program, correct ?
Jeff, thank you too! I found the informations.
Alexandre
LongRat said:Alexandre, I don't know what Jim is using but take a look at Geardxf. I have found it very useful - good free program: http://www.forestmoon.com/Software/GearDXF/.
Lots of programs generate gear profiles. Autocad Inventor will do it, SolidWorks too, and Mastercam. Google Gearotic Motion. It's demo version is free.
Jim, just out of interest what drives are you using for your mill currently? Mine's been running for 6+ years on Gecko G201s so I certainly would recommend Geckos, they are great.
LongRat said:Having said that I am not sure if the servo drives behave the same way. The latest G320X is awesome and only $121 each if you can re-use you existing power supplies that is not an expensive option.

![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)














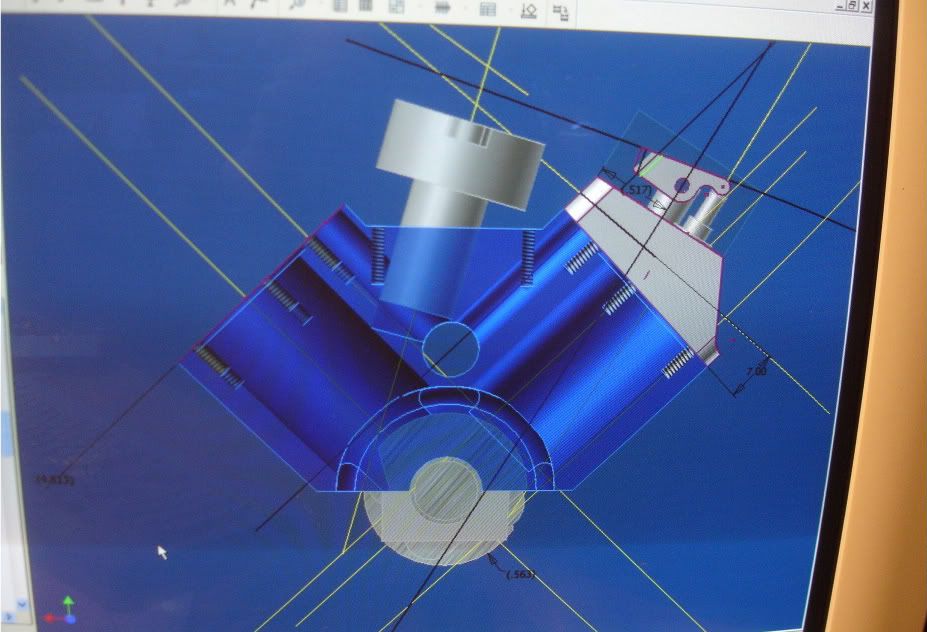
jpeter said:I'm finally getting back to the project. Gonna start off with a question: How much space do I need between the cylinder and block wall for a water jacket? I have only 0.032 space between the cylinder wall and the block. Is this enough or do I need to find more? I know water can flow through that area but the block won't hold much volume. And too, how far down in the block should the water jacket go below the cylinder top? The motor has 3/4 dia pistons and 3/4 stroke. Any information about this subject would be appreciated.
jpeter said:I'm finally getting back to the project. Gonna start off with a question: How much space do I need between the cylinder and block wall for a water jacket? I have only 0.032 space between the cylinder wall and the block. Is this enough or do I need to find more? I know water can flow through that area but the block won't hold much volume.
And too, how far down in the block should the water jacket go below the cylinder top? The motor has 3/4 dia pistons and 3/4 stroke. Any information about this subject would be appreciated.