
You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
Hit me - Miss me?
- Thread starter Maryak
- Start date




Help Support Home Model Engine Machinist Forum:
This site may earn a commission from merchant affiliate
links, including eBay, Amazon, and others.
Maryak
Well-Known Member
- Joined
- Sep 12, 2008
- Messages
- 4,990
- Reaction score
- 77
Gavin,
Thanks for the sympathy vote. :bow:
I was going to finish the jig - until I realised I would have to tear down my mill vice set up for the rotary table.
Soooooo...... decided to make a start on the crankshaft whilst the vice was ready.
Squaring up the crankshaft lump.

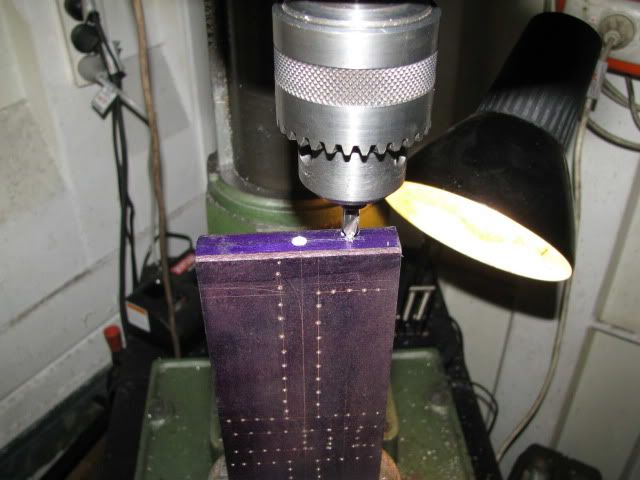
Marking out the crankshaft.

Drilling the centres.
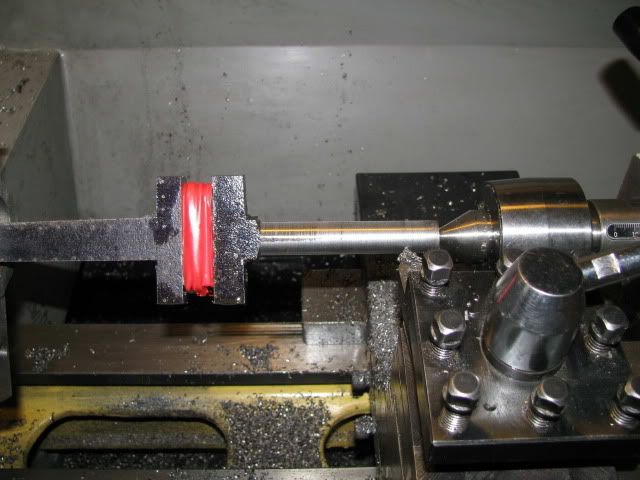
The setup for sizing the webs.

Why this way ??? ??? ??? Well mainly because it gave me the opportunity to ensure and/or adjust the tailstock was true for parallel turning especially over such a nice long 8 3/4" length.
The crankshaft OD roughed out to past the crank webs.

Now or rather tomorrow back in the mill and an attack of the slitting saw to remove some of the excess and the middle of the webs.
Best Regards
Bob
Thanks for the sympathy vote. :bow:
I was going to finish the jig - until I realised I would have to tear down my mill vice set up for the rotary table.
Soooooo...... decided to make a start on the crankshaft whilst the vice was ready.
Squaring up the crankshaft lump.
Marking out the crankshaft.
Drilling the centres.
The setup for sizing the webs.
Why this way ??? ??? ??? Well mainly because it gave me the opportunity to ensure and/or adjust the tailstock was true for parallel turning especially over such a nice long 8 3/4" length.
The crankshaft OD roughed out to past the crank webs.
Now or rather tomorrow back in the mill and an attack of the slitting saw to remove some of the excess and the middle of the webs.
Best Regards
Bob
I hate doing cranks too Gavin...for the same reasons....
Looking good Bob!.....what kind of counterweights does she have....seperate or one piece.....or any!.....many didn't.
I am off this week, and if it ever stops raining here, I'll snap a photo of my Dad's hit n miss....
Looking good Bob!.....what kind of counterweights does she have....seperate or one piece.....or any!.....many didn't.
I am off this week, and if it ever stops raining here, I'll snap a photo of my Dad's hit n miss....


$39.99
$49.99
Sunnytech Low Temperature Stirling Engine Motor Steam Heat Education Model Toy Kit For mechanical skills (LT001)
stirlingtechonline




$12.56
$39.95
Complete Plans for Building Horse Barns Big and Small(3rd Edition)
ThriftBooks-Atlanta


$94.99
$109.99
AHS Woodmaster 4400 Maintenance Kit for Outdoor Wood Boiler Treatment
Alternative Heating & Supplies







$29.95
Competition Engine Building: Advanced Engine Design and Assembly Techniques (Pro Series)
Amazon.com Services LLC


$99.99
AHS Outdoor Wood Boiler Yearly Maintenance Kit with Water Treatment - ProTech 300 & Test Kit
Alternative Heating & Supplies













![MeshMagic 3D Free 3D Modeling Software [Download]](https://m.media-amazon.com/images/I/B1U+p8ewjGS._SL500_.png)











$40.02
$49.99
Becker CAD 12 3D - professional CAD software for 2D + 3D design and modelling - for 3 PCs - 100% compatible with AutoCAD
momox Shop



![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)
$0.00
DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]
Amazon.com Services LLC








$89.99
Outdoor Wood Boiler Water Treatment Rust Inhibitor- AmTech 300 & Test Kit
Alternative Heating & Supplies

$24.99
$34.99
Bowl Sander Tool Kit w/Dual Bearing Head & Hardwood Handle | 42PC Wood Sander Set | 2" Hook & Loop Sanding Disc Sandpaper Assortment | 1/4" Mandrel Bowl Sander for Woodturning | Wood Lathe Tools
Peachtree Woodworking Supply Inc

Maryak
Well-Known Member
- Joined
- Sep 12, 2008
- Messages
- 4,990
- Reaction score
- 77
Dave,
I'm not a crankshaft fan but they make for an interesting life. :
rklopp,
Sorry but I did drive the plate that way. Probably what I should have done was take a picture of the mass of copper wire I used to bind everything together as well as through the tommy bar holes on the clamp to prevent them unscrewing.
More cranky moments. ;D
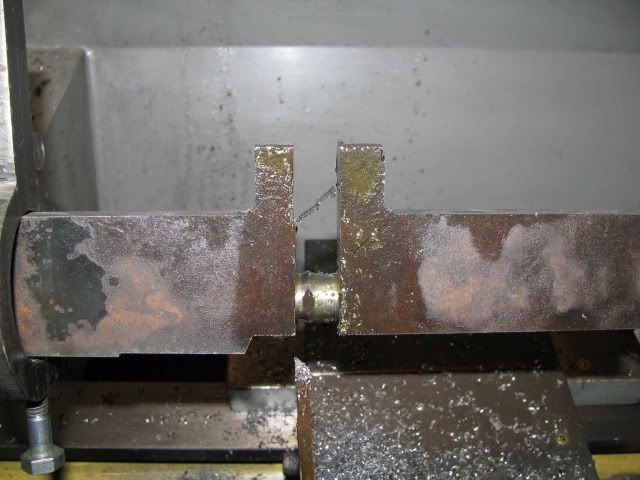
Milling out the webs.

Slitting away some of the excess.

Back in the lathe and the 1st cut using the RH tool.

About as far as I can or I want to go with that tool.

Now the LH tool.

When I have sized the web gap, I intend to use my parting tool rounded off to complete the journal.
Best Regards
Bob
I'm not a crankshaft fan but they make for an interesting life. :
rklopp,
Sorry but I did drive the plate that way. Probably what I should have done was take a picture of the mass of copper wire I used to bind everything together as well as through the tommy bar holes on the clamp to prevent them unscrewing.
More cranky moments. ;D
Milling out the webs.
Slitting away some of the excess.
Back in the lathe and the 1st cut using the RH tool.
About as far as I can or I want to go with that tool.
Now the LH tool.
When I have sized the web gap, I intend to use my parting tool rounded off to complete the journal.
Best Regards
Bob
Maryak
Well-Known Member
- Joined
- Sep 12, 2008
- Messages
- 4,990
- Reaction score
- 77
Nick,
Thanks for your continued support and interest. :bow:
Smaller/lighter cranks are more difficult as there is less strength in the crank journal when it comes to turning the main shaft. A neat fit packing piece is vital.
Best Regards
Bob
Thanks for your continued support and interest. :bow:
Smaller/lighter cranks are more difficult as there is less strength in the crank journal when it comes to turning the main shaft. A neat fit packing piece is vital.
Best Regards
Bob
R
RobWilson
Guest
great work Bob very interesting post
Rob
Rob
cobra428 said:Hi Bob,
I'm just a little curious as to why you have all the dots on you layout scratch.gif
Tony
A very old school classic layout technique that is certain to never smudge with greasy/oily handling. Works every time and if the layout lines in the blue wipe off, you just reconnect the dots.
Maryak
Well-Known Member
- Joined
- Sep 12, 2008
- Messages
- 4,990
- Reaction score
- 77
Rob, Tony and Dave,
Thanks guys for your continued support and interest. :bow: :bow:
After that I feel like Methuselah. :big:
Not much today only managed to finish the journal and webs, the journal will need a polish but I need to remove a heap of metal and balance things before that.
The final web sizing cut.
The finished turned crank journal.


Next is to make a packing block for the web and cut off the crank centres to minimise the out of balance and interrupted cuts on the main shafts.
Best Regards
Bob
Thanks guys for your continued support and interest. :bow: :bow:
steamer said:A very old school classic layout technique
After that I feel like Methuselah. :big:
Not much today only managed to finish the journal and webs, the journal will need a polish but I need to remove a heap of metal and balance things before that.
The final web sizing cut.
The finished turned crank journal.
Next is to make a packing block for the web and cut off the crank centres to minimise the out of balance and interrupted cuts on the main shafts.
Best Regards
Bob
Nice progress Bob Thm: Just curious, when you milled out all that excess material from the crank, did you notice any distortion in the blank? I don't recall what the material is or if you normalized (annealed) it at any point ???
Maryak
Well-Known Member
- Joined
- Sep 12, 2008
- Messages
- 4,990
- Reaction score
- 77
Dave,
No slight was taken, I found it funny and quaint. As an aside what do they do now to stop line loss ???
jthulin,
The materials a lump of flat plate, cut off a bigger lump of same at my mates shipyard. It machines similar to mild steel but is probably boiler plate because it is easy to start the metal tearing rather than cutting. It has not been heat treated in any way and if there was distortion it was minimal.
95% of the materials I use are scrounged from many sources and when your head down base up in someones scrap bin I don't ever recall thinking now is this EN 32 or SAE 1024.
Once it's in the machine you get a handle on its' probable origin e.g. my drilling jig blank.
Best Regards
Bob
No slight was taken, I found it funny and quaint. As an aside what do they do now to stop line loss ???
jthulin,
The materials a lump of flat plate, cut off a bigger lump of same at my mates shipyard. It machines similar to mild steel but is probably boiler plate because it is easy to start the metal tearing rather than cutting. It has not been heat treated in any way and if there was distortion it was minimal.
95% of the materials I use are scrounged from many sources and when your head down base up in someones scrap bin I don't ever recall thinking now is this EN 32 or SAE 1024.
Once it's in the machine you get a handle on its' probable origin e.g. my drilling jig blank.
Best Regards
Bob
Honestly Bob,
In the professional shops we have here, I never see anyone mark out a job....
They measure the casting or forging on the CMM and create the part in virtual mode and then fit the finished part to it in computer world.....they start machining from there.
Measuring of the part usually happens right on the machining center with a prop in the tool holder. Occasionally I see my toolmaker do it....and use a 4 jaw too........he's the only one.
Dave
In the professional shops we have here, I never see anyone mark out a job....
They measure the casting or forging on the CMM and create the part in virtual mode and then fit the finished part to it in computer world.....they start machining from there.
Measuring of the part usually happens right on the machining center with a prop in the tool holder. Occasionally I see my toolmaker do it....and use a 4 jaw too........he's the only one.
Dave
Maryak
Well-Known Member
- Joined
- Sep 12, 2008
- Messages
- 4,990
- Reaction score
- 77
Dave,
Thanks for that, and your support. :bow:
I just do what I was taught as the pain of not doing so resulted not only in a job going haywire but the 1950's Navy's sometimes sadistic and always painful punishments were to be avoided where possible, e.g. running around with a tin hat, a backpack full of bricks and a 0.303 Lee Enfield held at the high port shouting, "I WILL MARK OUT MY WORK," to the beat of your hobnail boots, minimum time 30 mins and more if you slowed down.
To be fair, our armed forces at that time, continued to practice the hard lessons learned from WWII and one small boy's feelings did not rate a mention. You either got over it and survived or they got rid of you.
Back to the crankshaft.

Milling the packer for the web.

The packer fitted to the web.

Cutting away the unwanted bits with a slitting saw.

Back to the lathe for the main shafts and web sizing.

And so ends another week.
Best Regards
Bob
Thanks for that, and your support. :bow:
I just do what I was taught as the pain of not doing so resulted not only in a job going haywire but the 1950's Navy's sometimes sadistic and always painful punishments were to be avoided where possible, e.g. running around with a tin hat, a backpack full of bricks and a 0.303 Lee Enfield held at the high port shouting, "I WILL MARK OUT MY WORK," to the beat of your hobnail boots, minimum time 30 mins and more if you slowed down.
To be fair, our armed forces at that time, continued to practice the hard lessons learned from WWII and one small boy's feelings did not rate a mention. You either got over it and survived or they got rid of you.
Back to the crankshaft.
Milling the packer for the web.
The packer fitted to the web.
Cutting away the unwanted bits with a slitting saw.
Back to the lathe for the main shafts and web sizing.
And so ends another week.
Best Regards
Bob
Similar threads
- Replies
- 6
- Views
- 3K