- Joined
- Jun 4, 2008
- Messages
- 3,294
- Reaction score
- 636
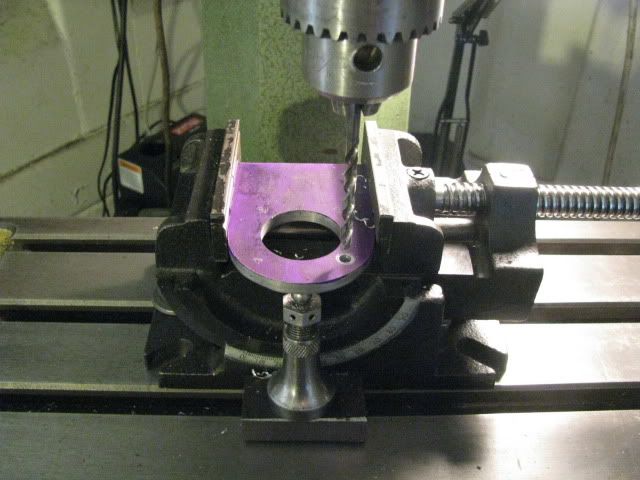
I'm wondering why you did the boring on the lathe rather than the mill. Of course, if you don't have a boring head that would be the answer.





kvom said:I'm wondering why you did the boring on the lathe rather than the mill. Of course, if you don't have a boring head that would be the answer.

![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)









 except for my complete repertoire of foul language, (just to see if it would help). :
except for my complete repertoire of foul language, (just to see if it would help). :



 Tanks got in the way today so minimal progress.
Tanks got in the way today so minimal progress.











































![MeshMagic 3D Free 3D Modeling Software [Download]](https://m.media-amazon.com/images/I/B1U+p8ewjGS._SL500_.png)



