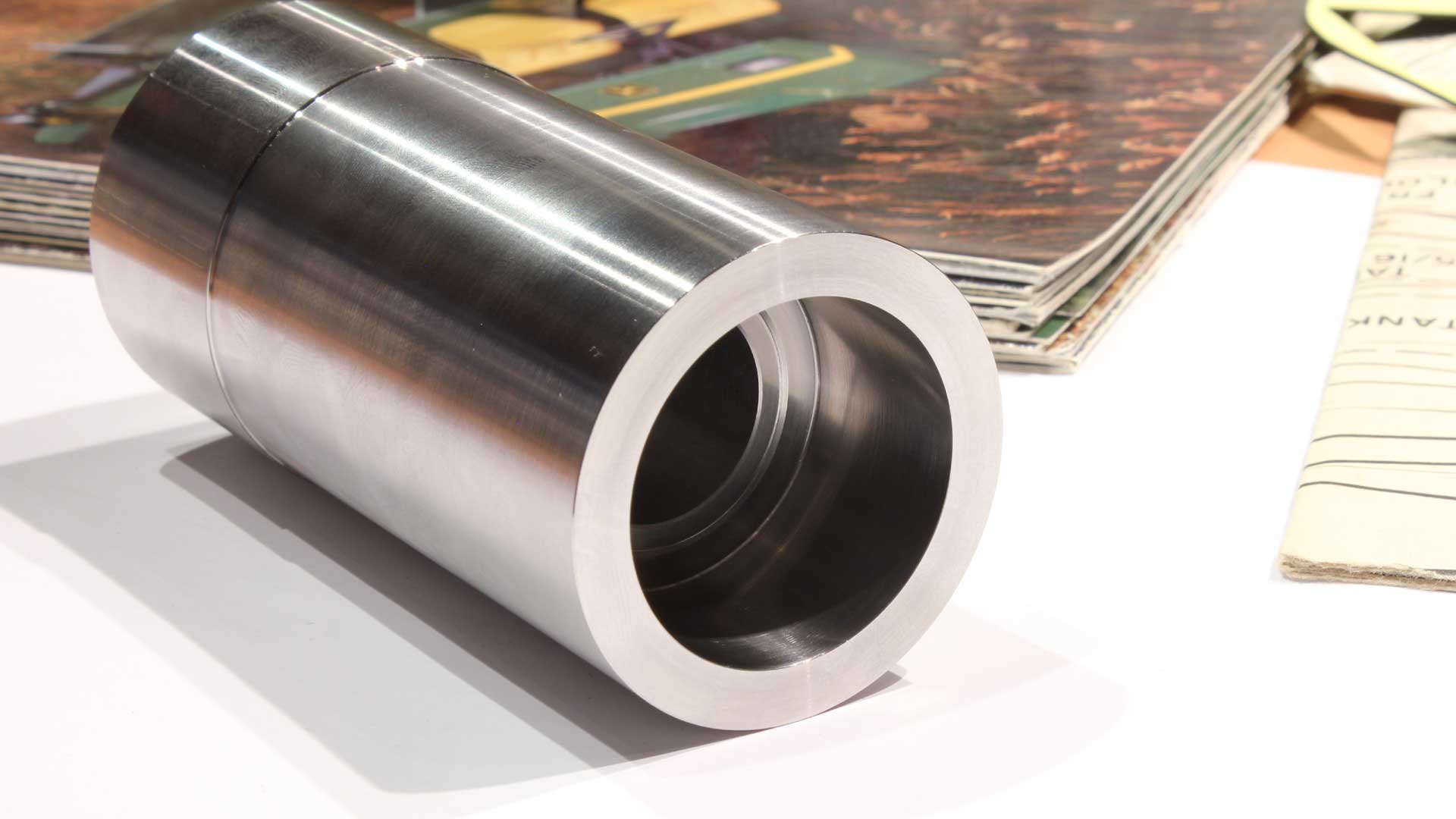
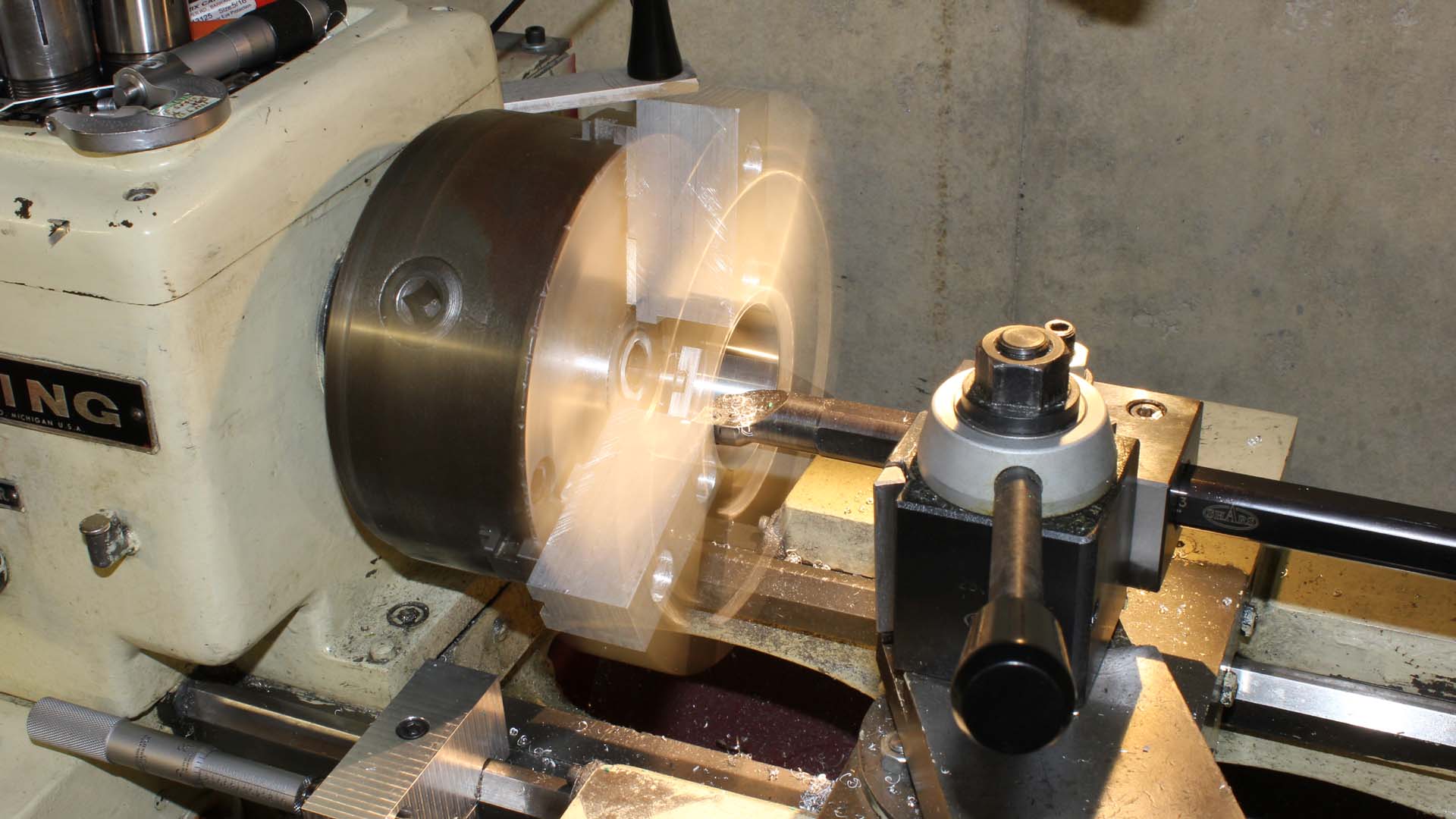
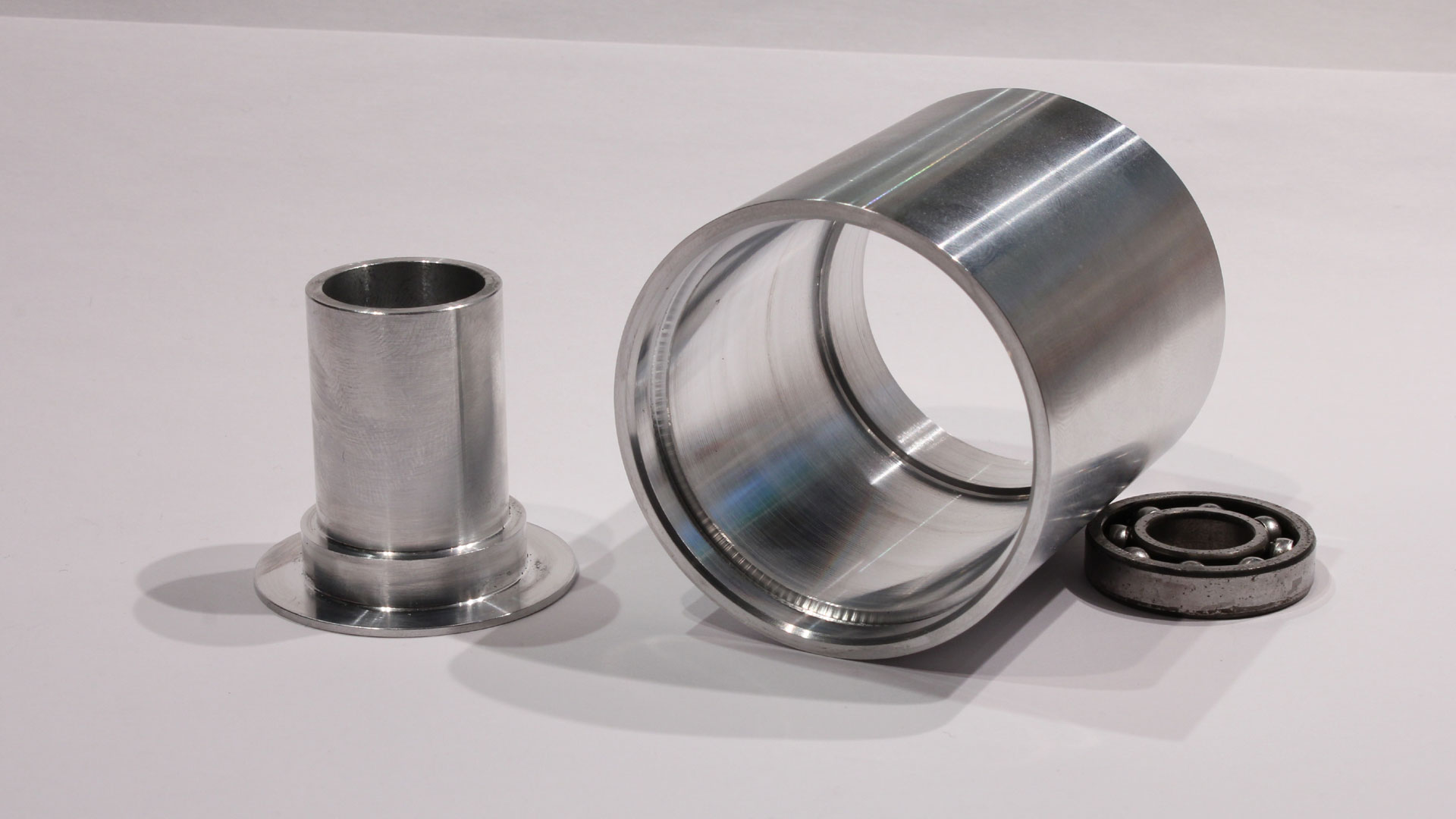
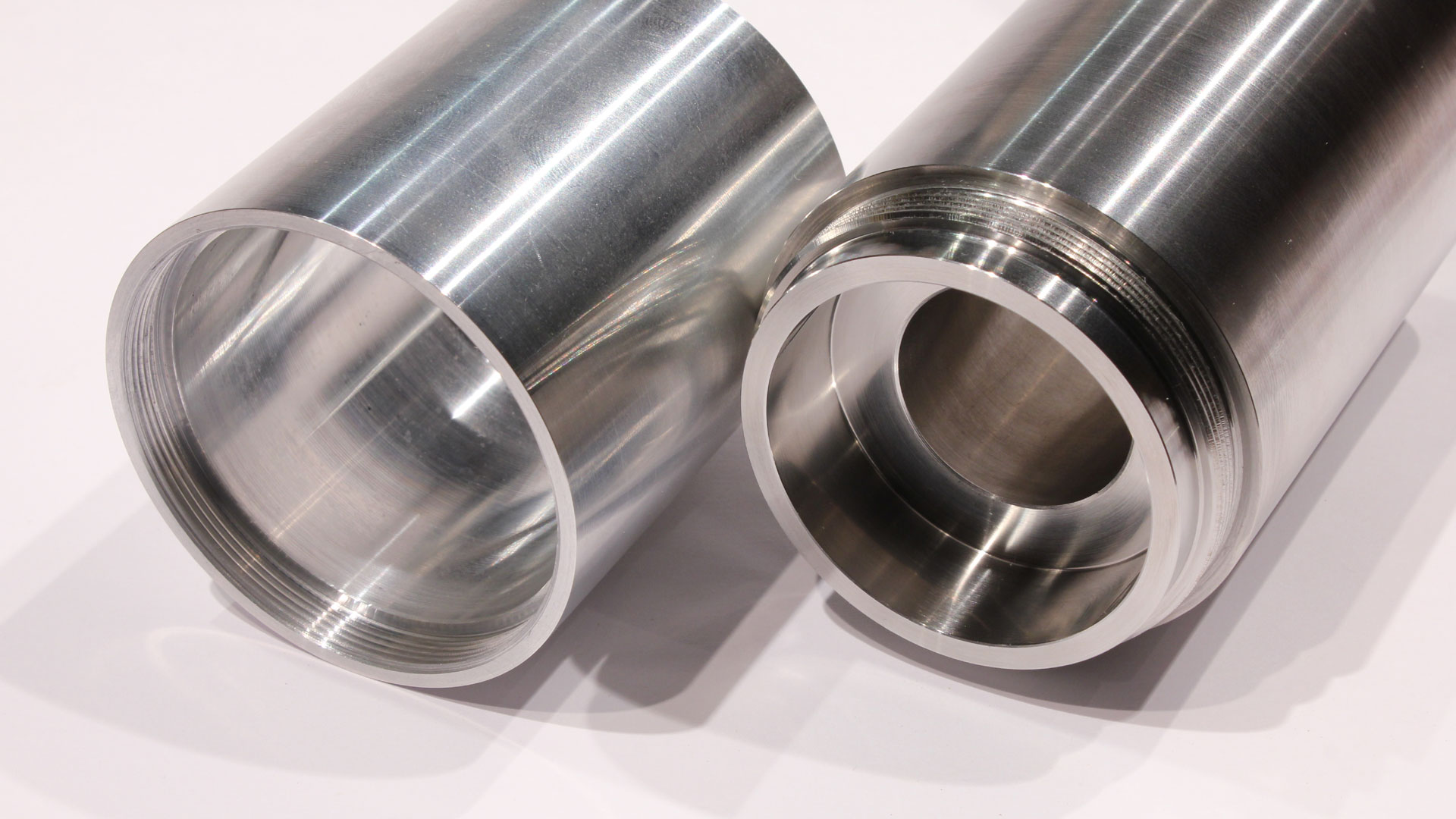
My concern is mostly whether or not I have taper in the main bearing bore. I've fit bearing bore to said bearings but I don't want touch these bearings until they are ready to be installed. They are high speed spindle bearings. The plan is to shrink fit the bearing, which is easy, but the tech spec calls for +4/-3micron on the diameter. I can't claim to be that good, but I'm going to try to get close. Right now i've left plenty of material to practice. The telescoping gage is tricky to use, I might try polishing the ends before giving up on it.

High speed CNC spindle
- Thread starter mu38&Bg#
- Start date