The Floor and Bases
Made them long time ago, no pictures were taken.
Milled them to size from various offcuts taken from the scrap pile, then drilled all the holes using the DRO.
Bevelling will be the last operation, after checking all parts are fitting OK.
The cylinder
A friend of mine brought me this partially machined con-rod cap from work: the drill obviously wandered and the item had to be discarded. Thats cast-iron of the finest grade!!! And theres enough
material to make 3 cylinders.

After a quick (so to say) session with the hacksaw Ive got the blanks to start working on.

1st step: I secured the material into the vice, suspended on two spacers and a rod through the bore, to mill a face reasonably parallel with the bore axis.

2nd / 3rd step: (no pictures taken) The recently milled face was put against the fixed jaw of the vice, and the same method as before applied to mill a second face, square to the first and (again)
reasonably parallel to the bore.
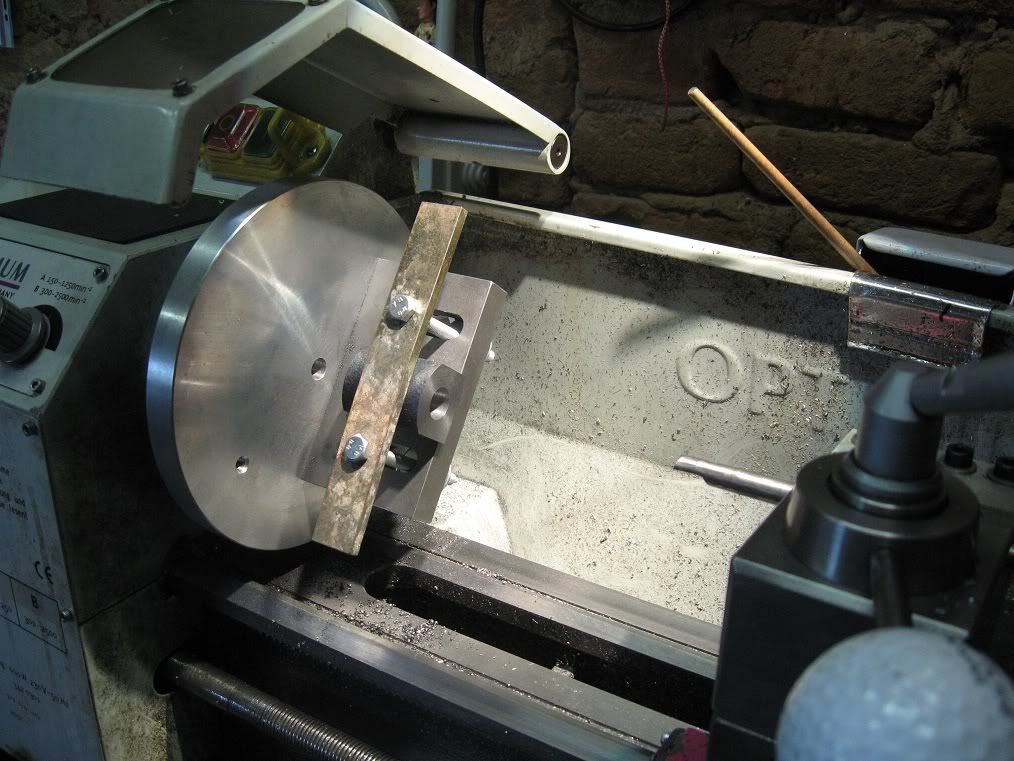
4th step: now on the lathe faceplate, making use of the two surfaces at right angle to face one end of the cylinder and machining the bore.
Steps 5, 6, 7, ... n: OK, I messed up!
When I dismounted the cylinder, all would have been OK if only I had not forgotten to make several passes with the boring bar on the final cut, to for the springiness of the tool. Took a final heavy
cut, instead, to improve the finish.
(Yep! Finish was definitely better on heavy cuts than on shallow ones)
Results were a noticeable taper into the bore, too evident to correct in any way but machining again.
(Stopped taking pictures for a while, at this point).
The cylinder was mounted vertical into the mill vise, checked for trueness and centred with a DTI and then bored to a cylindrical shape with a carbide tipped bar into the boring head. Several last
passes were not forgotten, in this occasion.
Step n+1: some more work on the mill to bring the external dimensions of the cylinder to size, taking reference from the bore. With the material finally squared and brought to size, I drilled all the
passages, the holes for the holding screws and milled the slots for the steam.
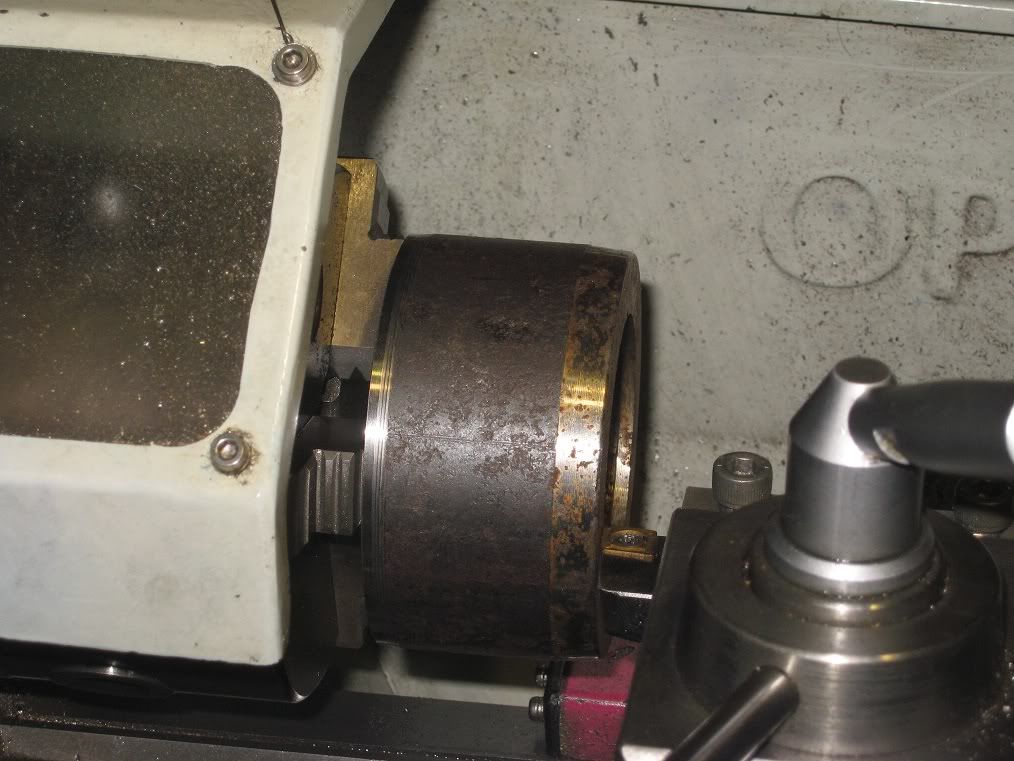
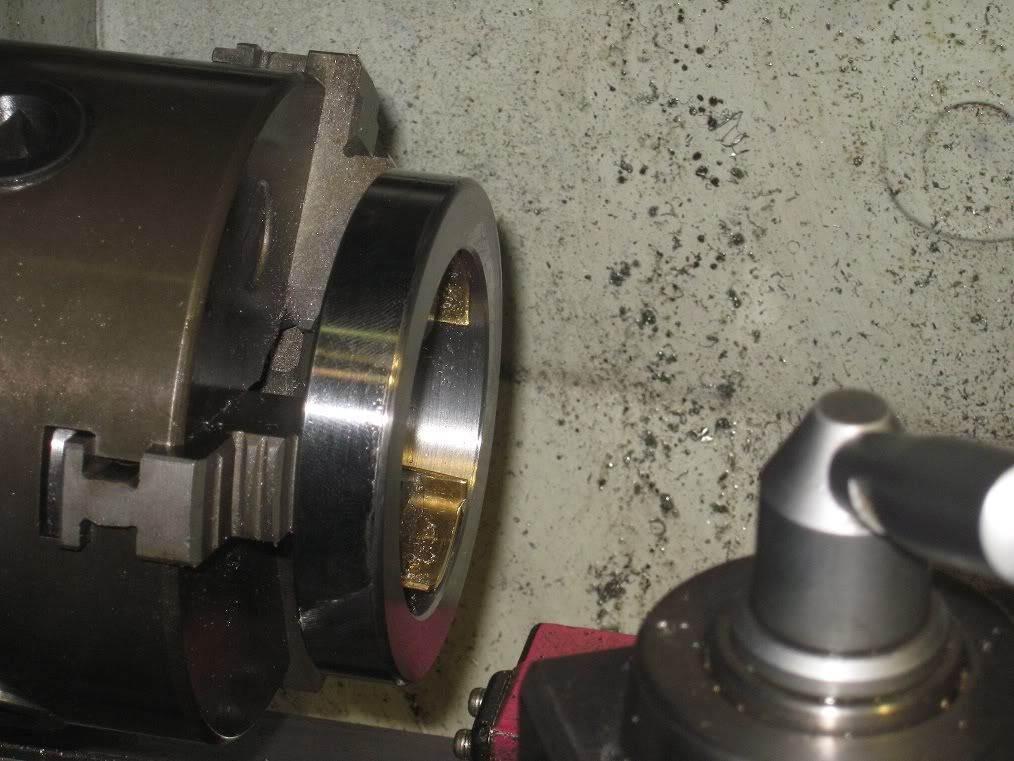
Step n+2: after machining a mandrel + cap to bore size, I mounted the cylinder on the lathe spindle to turn round the upper and lower portions. (the next two pictures show the mandrel and cylinder I
had made while building #29, same principle applies)
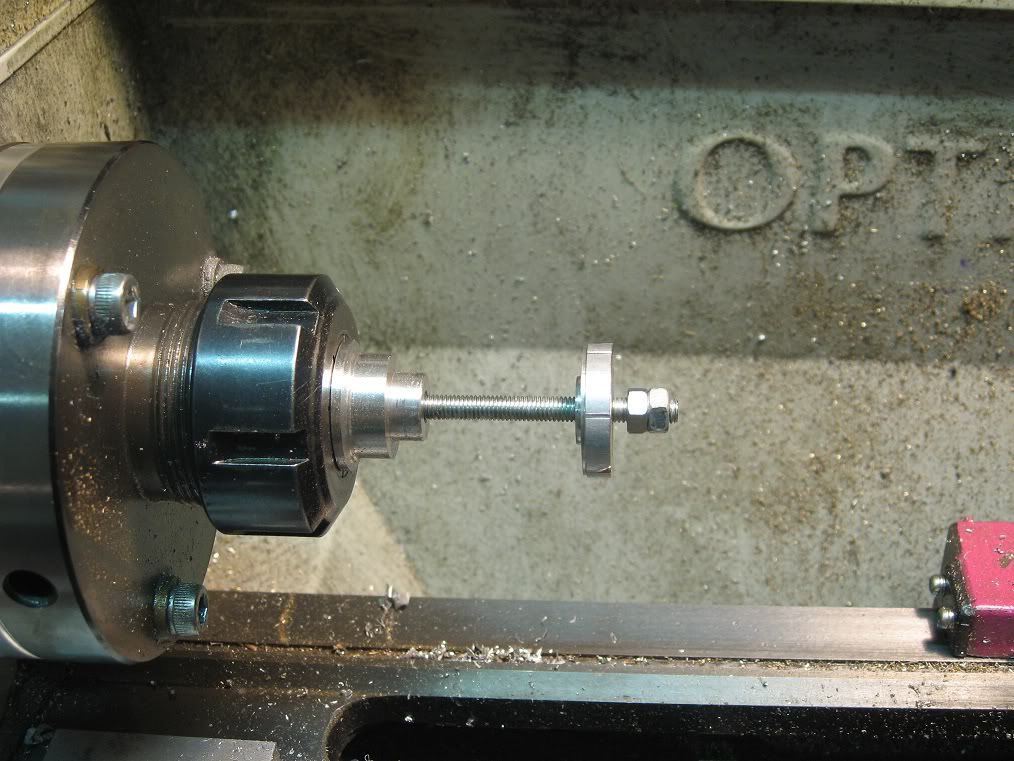

Step n+3: the mandrel assembly was then transferred to the rotary table (picture shows the mill ER32 collets holder I used) to be milled and rounded in the central part.



The Heads
Chucked a small brass rod into the lathe, faced and turned it to size. Zeroed the adjustable carriage stop and took a light facing cut, then moved the micrometer 9/10mm to the left to machine the
portion to fit the cylinder diameter, then parted off the outboard head. (The remaining pip was removed with pliers, file and sandpaper).
The inboard head was made by machining the external part first, then reversed into a collet to make the hidden portion.
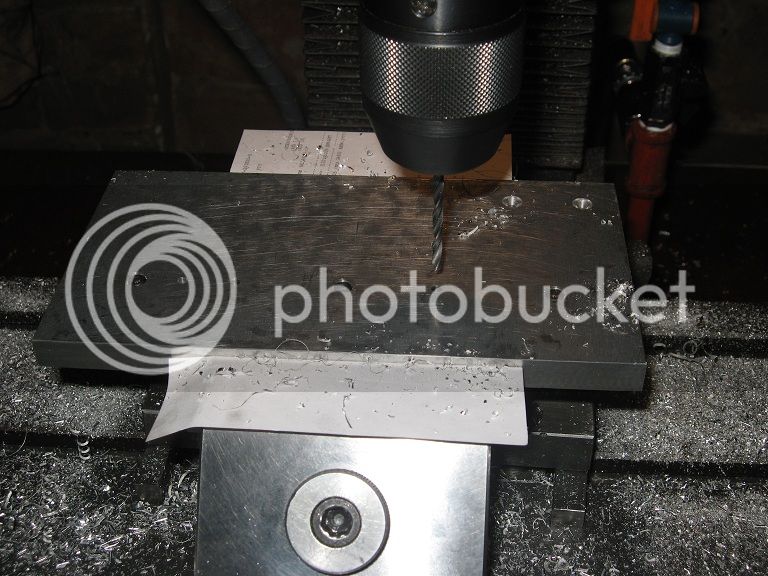
Drilling the hole was a slower job: first of all, I set a piece of scrap al. Into the vice, zeroing the DRO roughly in the center. Then I drilled a hole to fit the outer head
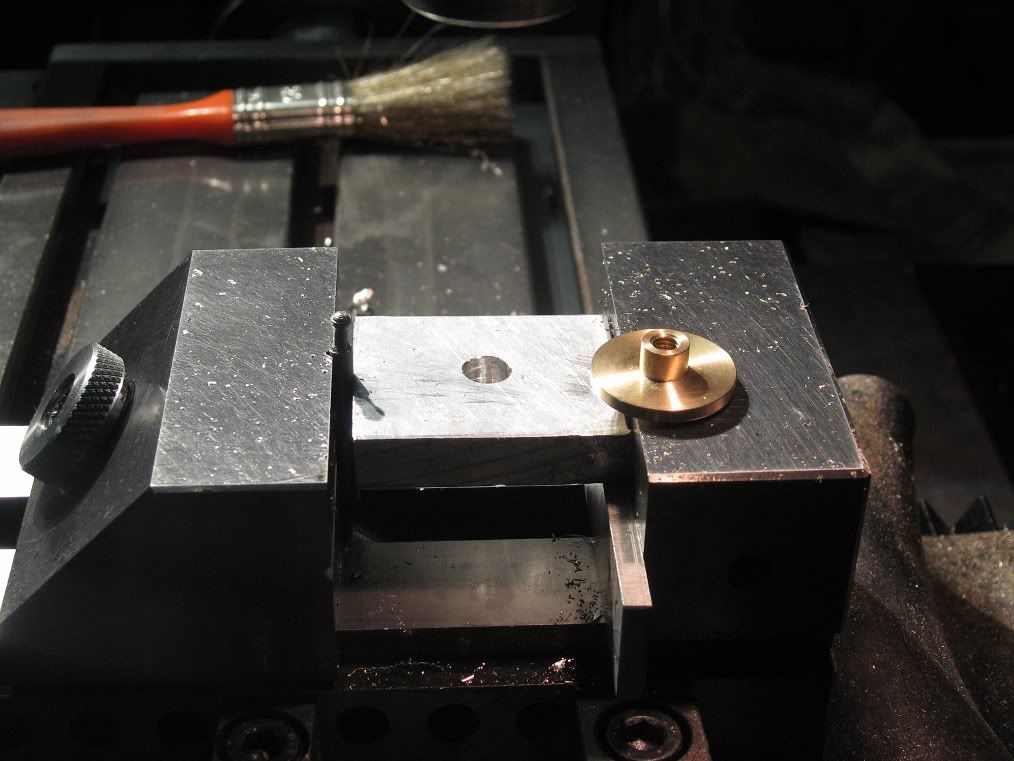
Inserted the head (reversed) and drilled the holes at coordinates (the DRO helped a lot into that!)
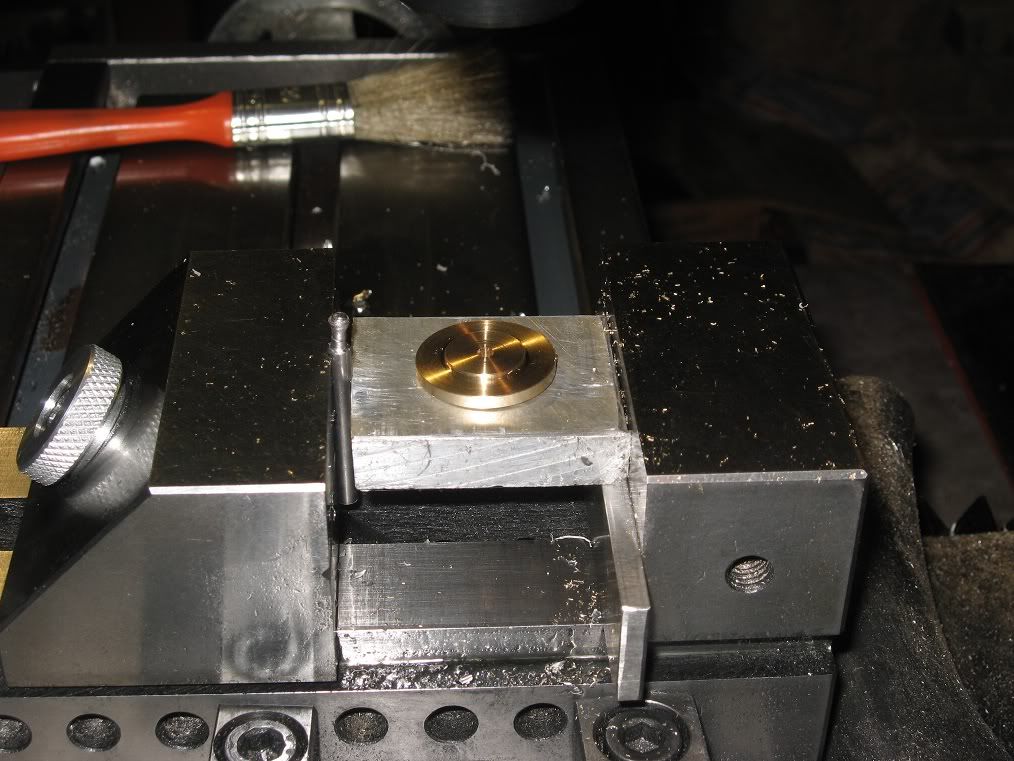
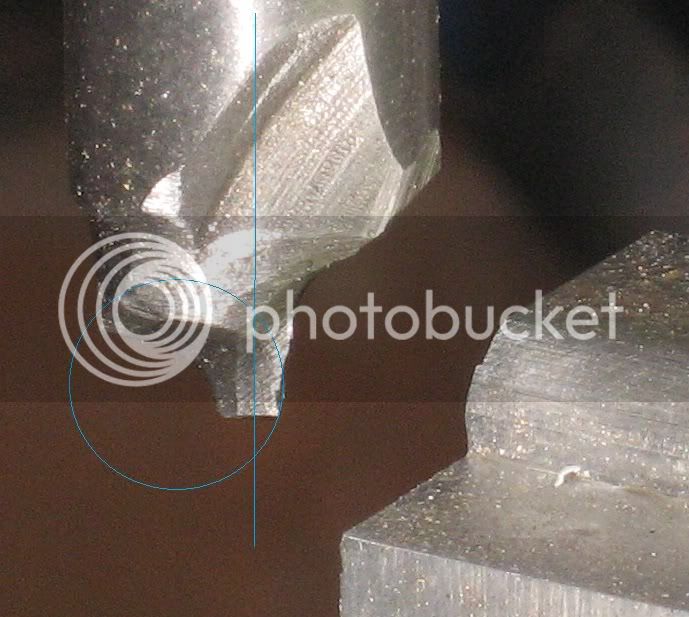
The outboard head was held through enlarging the hole with the aid of a boring head till it was large enough to accept the head in its normal position. Had some issues regarding the head possibly
moving during the drilling operations, so I held it in place using some paper tape.

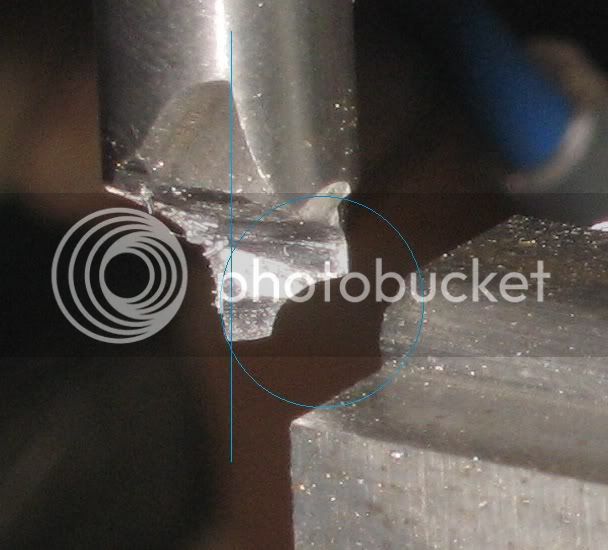
Was right about the issues, not so about preventing the head from moving: when the centre bit grabbed on the third hole...
Fortunately, the head was not ruined: at that point I drilled the plate through, and used a screw and nut to keep the head in place. Then drilled a diametrically opposed hole for a second screw.
Heres a coupla picts of the cylinder, complete with the heads.


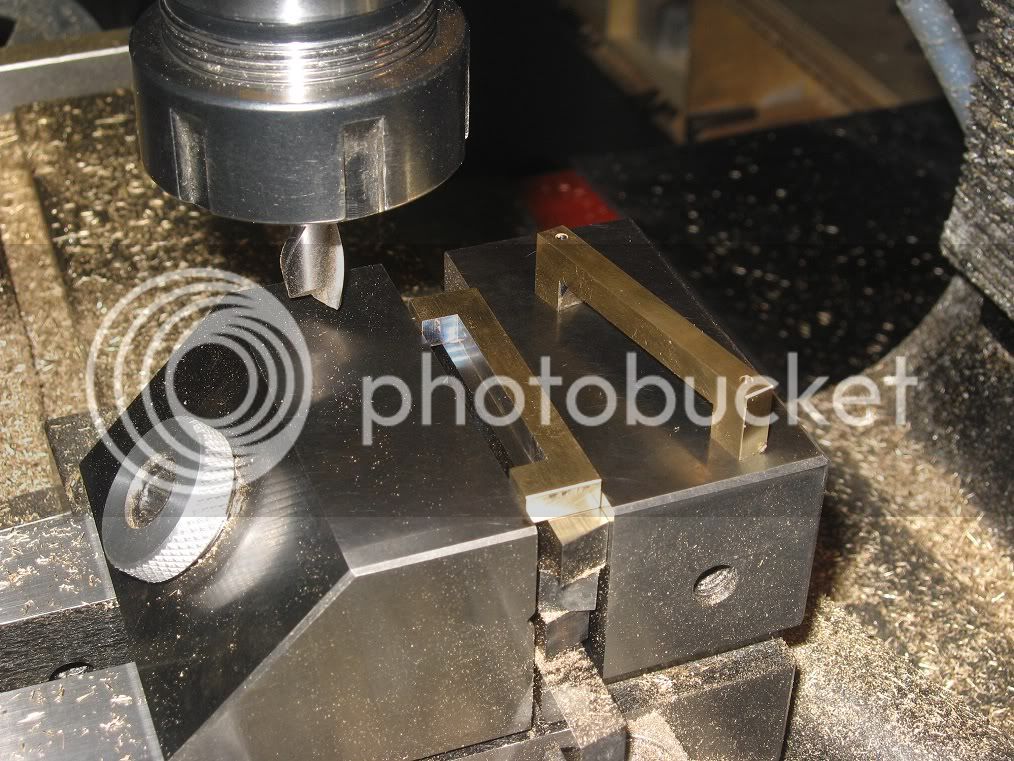
The Crosshead Guides
Sawing part of the unneeded material, I will find some use for that.
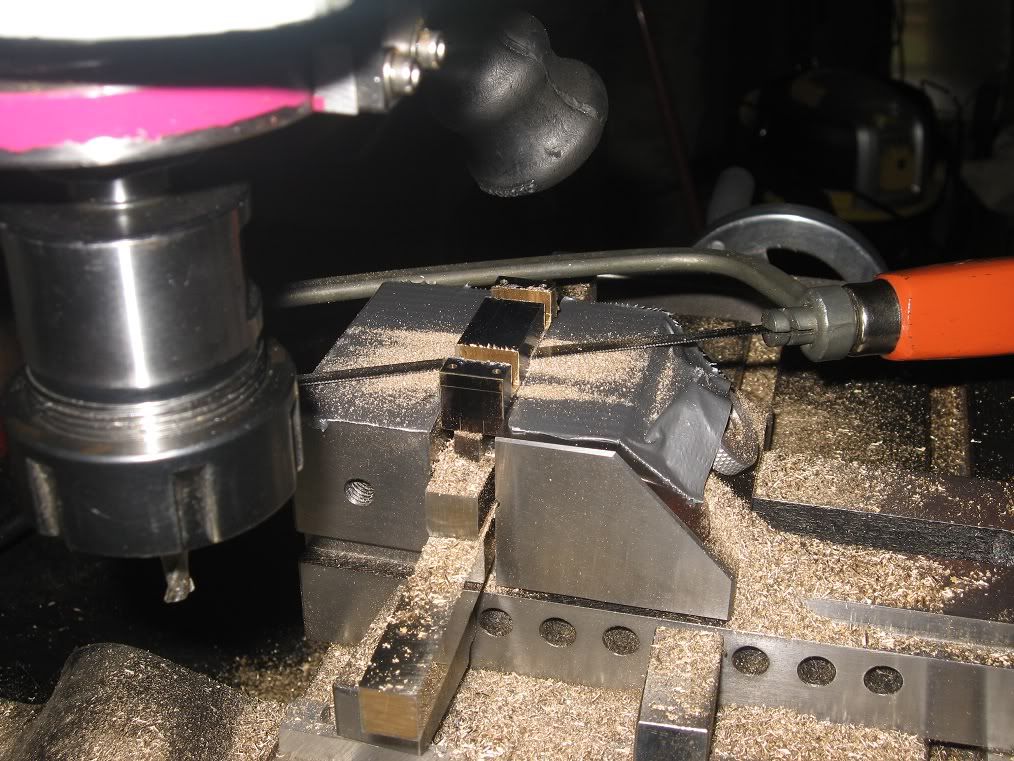
Next, I milled the part to size and a decent finish marked it, and finally cut it. Here theyre shown after the final milling on the parting line.
The Piston shaft wont line with the guides!
While test fitting the cylinder ,crosshead guides and a temporary piston shaft on the base, I had the unpleasant vision of a piston shaft unequally spaced among the guides, because the two fixing
holes on the bottom of the cylinder were misplaced. Chose the easy way of re-drilling the holes on the base.
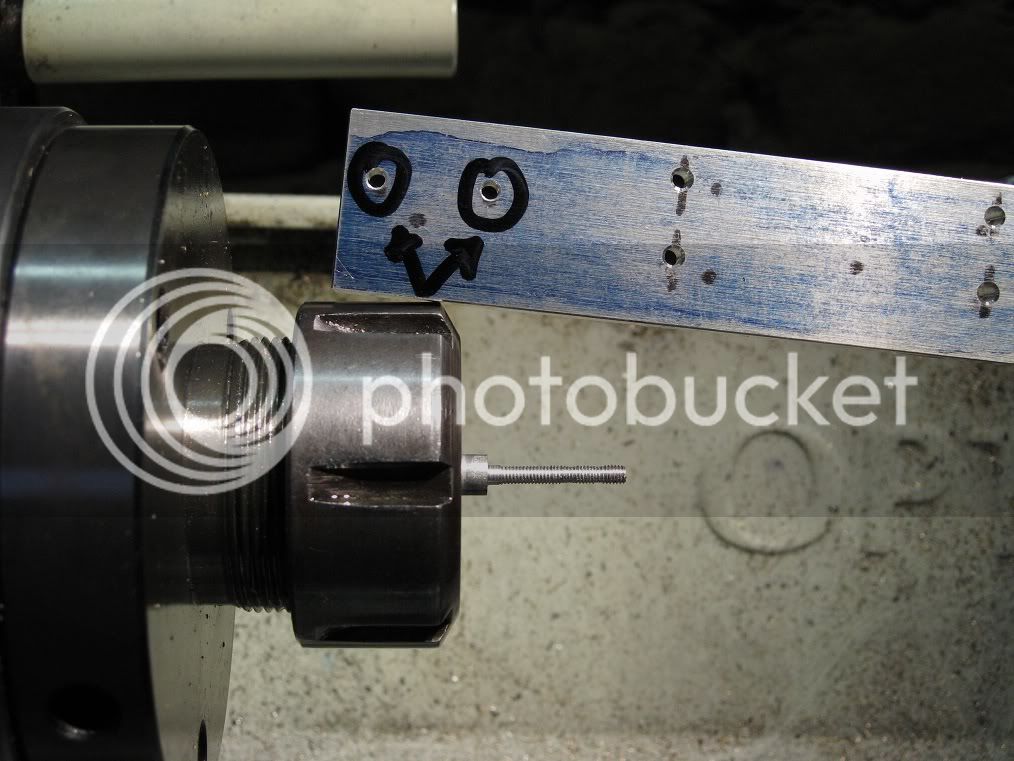
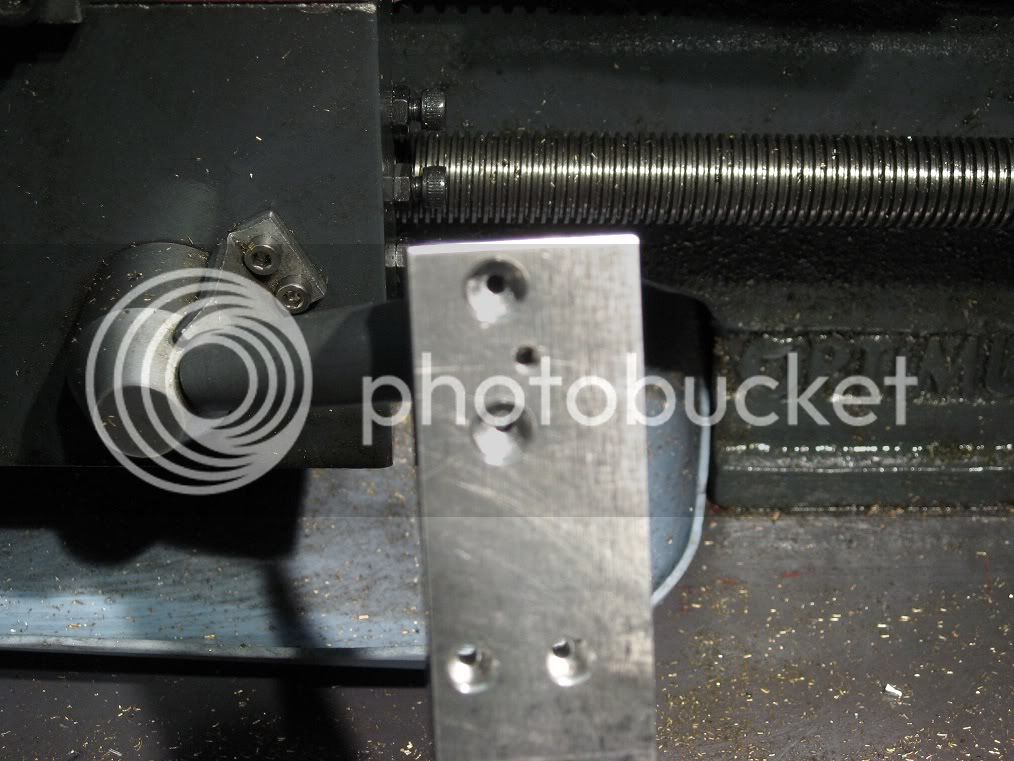
First of all, I need to fill the voids: here, im machining a 3mm screw from a short rod of gummy al.
Not such a good thread, but hopefully thread locker will aid.
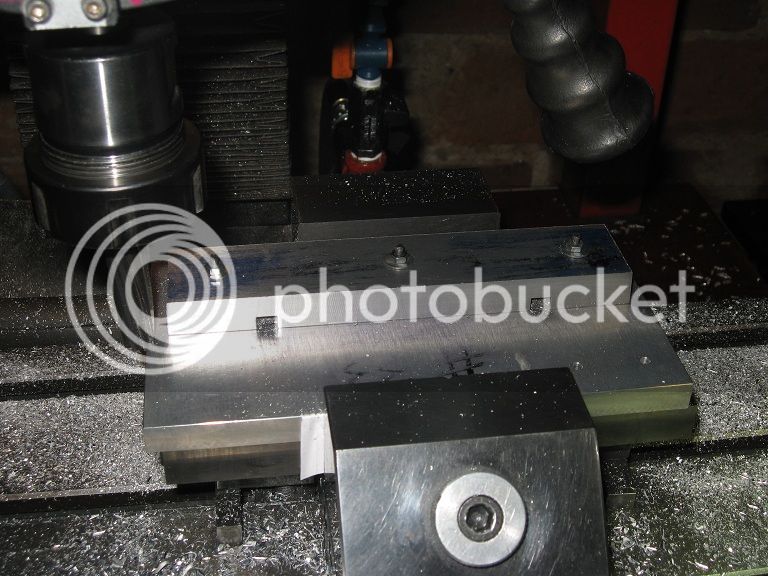
In the background, the base evidencing the two holes I need to move.
Barely visible, the two holes already filled. Now im ready for re-drilling them in a more suitable position.
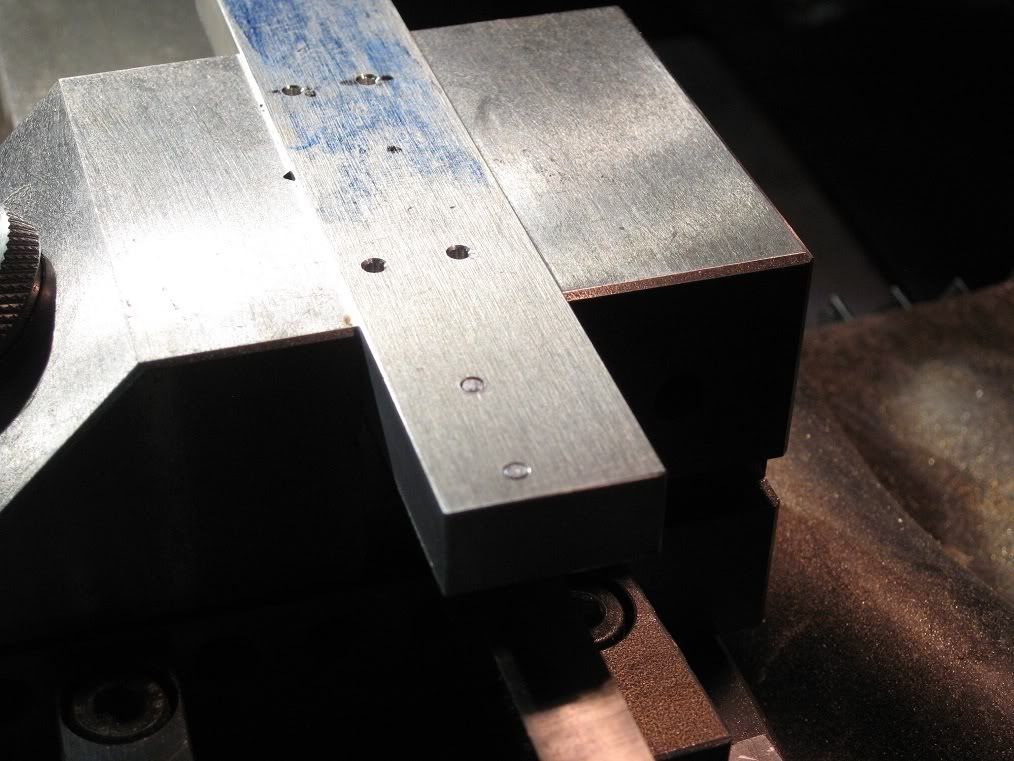
Had to enlarge the coutersinks on the bottm side. Sure, this piece has evidence of poor craftmanship.
But they will be hidden, and no one will ever see them..
Things are much better aligned, now.

Marcello
")


























































![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)