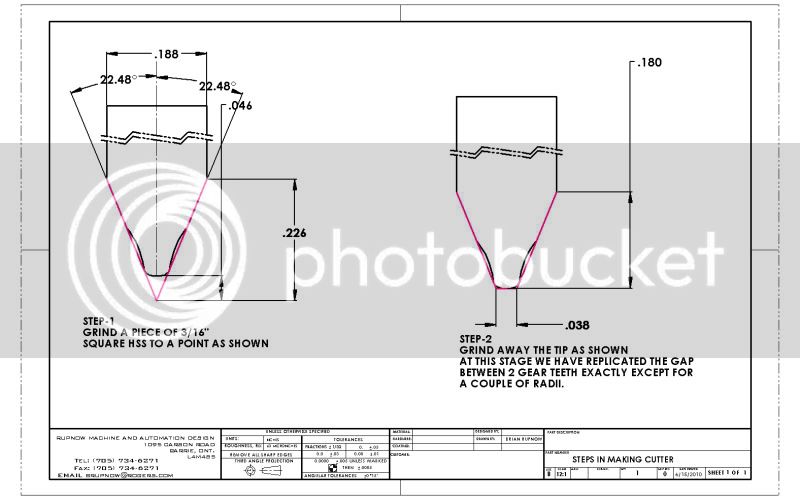
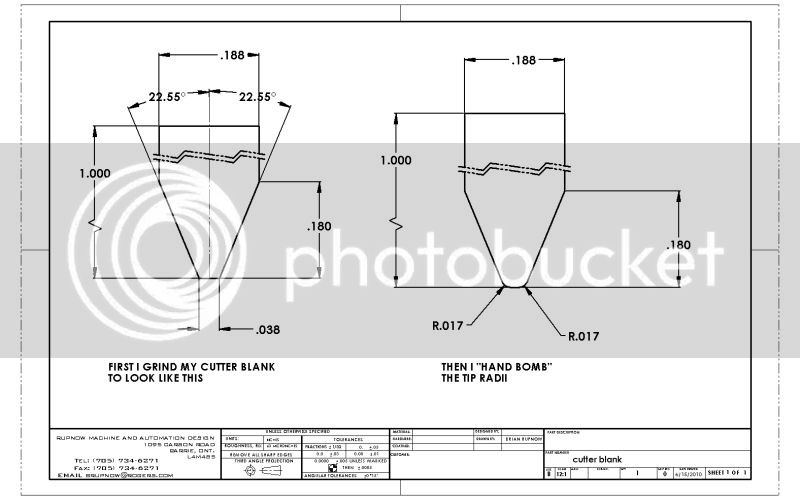
With a little judicious grinding, I can get most of the profile required in two steps, as per the drawing---







![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)







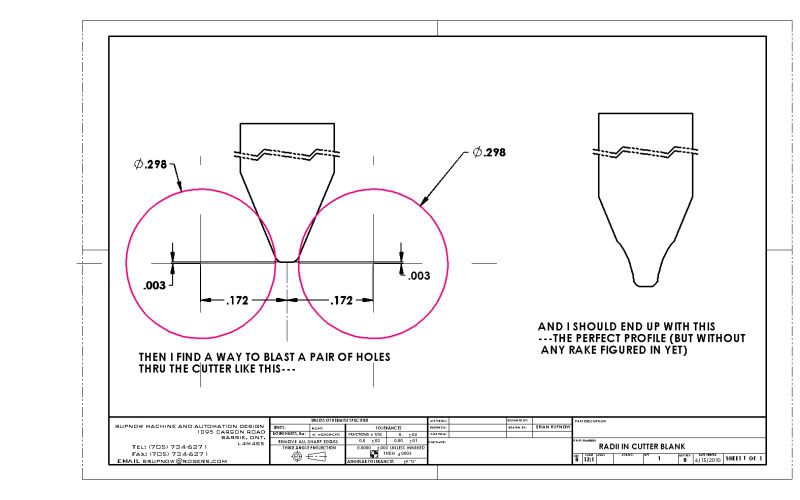
Brian Rupnow said:So, Captain Gerry---Am I close so far to what you did?---And if I am, how much relief angle did you add in?-----and did you add relief angles to the large radii???----Brian



Dan Rowe said:Kvom, The plates I have for my RT do not have every division between 2 and 100. It has most of them but not all so if an odd prime number gear was needed the only option would be by degrees.















































