Gentlemen,
Over the course of time I have made cranks by almost every conceivable process, cut from roundstock, cut from flatstock, fully lathe turned, partially milled first and by fabrication.
Each process was a learning procedure, how to hold the material, what type of tools to use, how to support the stock, how much it would warp when silver soldered and most importantly if there was any warpage could the crank be saved.
Depending on the type of crank you're making, single, double, 4 cylinder, 8 cylinder or more one of the most important elements is how rigid your tooling is. When you start turning off center you generally have to deal with center supports for the crank and this means you have already lost some of the rigidity of your setup.
The best way I have found for making multi-cylinder cranks is to mill out as much stock as possible before turning. Trying to 'turn' a piece of stock off center with a long bifurcated tool is nerve wracking. As you slowly feed the cutter in listening to the 'kachunk, kachunk, kachunk and just waiting for the tool to dig in and knowing you've go 4 more of these to do is quite daunting for even the most skilled machinist. That's why I like to mill out as much stock as possible, allowing for cleanup, spring and possibly some warpage.
Once you get down to say .004 remaining stock you should switch from the bifurcated tool to a narrow left hand and right hand tool. They should be small enough at the tip to allow a small amount of overlap to clean up the entire journal. The critical part of this operation is matching up the 2 cuts and for that matter measuring the first cut so you can get it to the finished diameter. I have made narrow tipped extensions for my mikes because I'm not a big fan of calipers for accuracy.
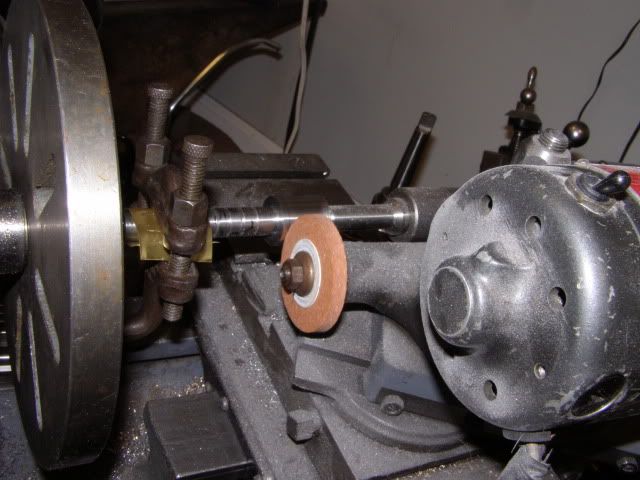
The other way to finish is to grind, which is in answer to the original question. I have finish ground several crankshafts. The nice thing about grinding is there is virtually no tool load (when small cuts are made) and therefore no spring. With the grinding wheel dressed and square you can touch the work and then move back and forth to clean up the whole journal, no tool changing and no cut matching.
As far as the grit goes, cover your exposed ways with whatever material you desire, aluminum foil, rags or paper towels soaked with oil or even make up some thin neoprene sheet covers.
I have never used coolant because first, I don't have a collection system, second it's a mess and third if you're only taking .0005 per pass the material just doesn't burn.
A dedicated grinder would be nice but as with a cam grinder, how many cranks and cams are you going to make in your lifetime?
Sorry for the long-winded reply for just a couple of sentences but sometimes a little more information helps out with understanding the situation.
George





")