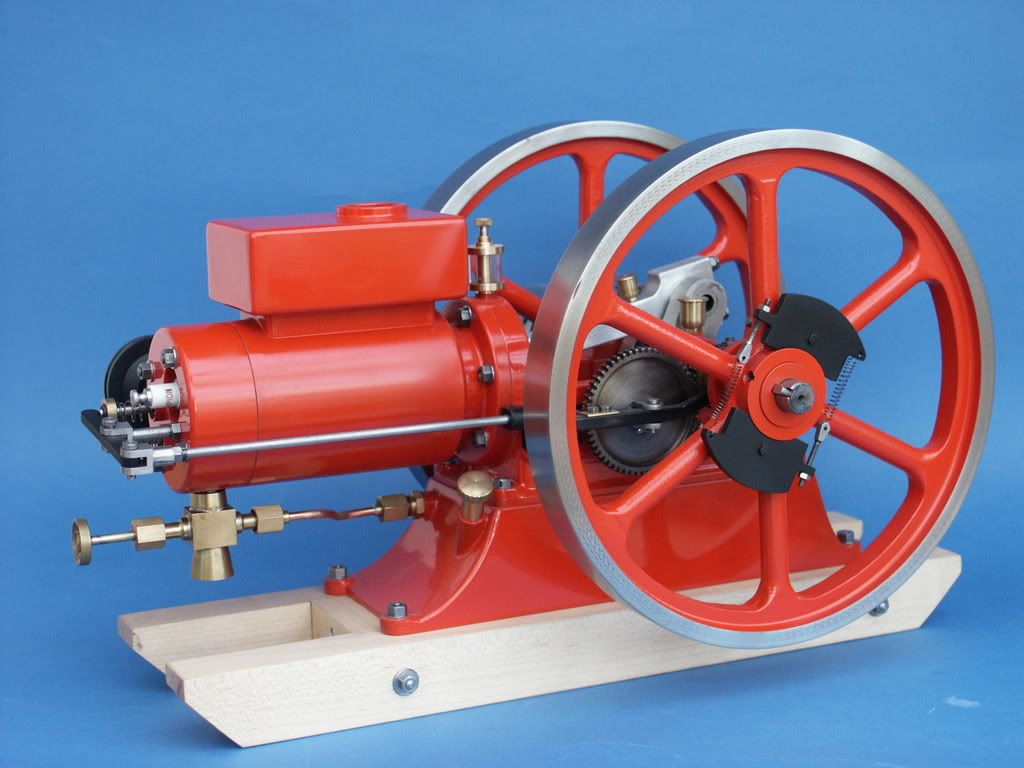
@GreenTwin That bottle engine would be a bear to mold. The cores would be real head scratchers. Nice engine tho, and definitely worth the extra effort.
Thanks for sharing.
Todd.
Thanks for sharing.
Todd.





Yeah, the undercuts on the crosshead guides had me thinking for a bit. If they were solid instead of hollowed, I wonder if you'd get sinkers on the external surface. It's not like undercuts on an injection mold though, if the cores are discarded after casting, correct?@GreenTwin That bottle engine would be a bear to mold. The cores would be real head scratchers. Nice engine tho, and definitely worth the extra effort.
Thanks for sharing.
Todd.














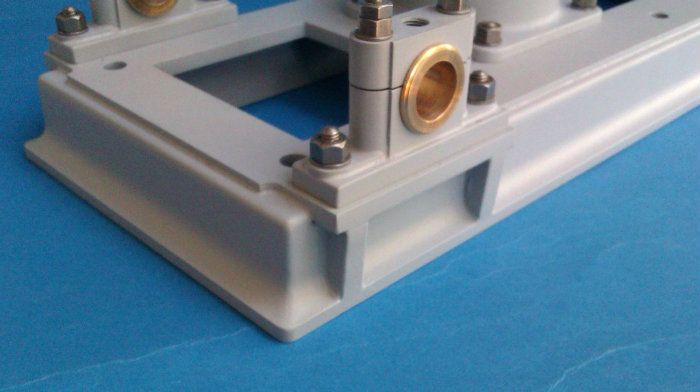



@Jasonb This is spot on. Our core boxes are sand-cast aluminum, machined and polished smooth. These are set up for a hot-process, shell core (blown) coremaking machine at the foundry we work with in Hanover, PA -- another reason to work closely with your foundryman. The patterns for the core boxes are 3D printed, epoxy-coated, and then loose cast in green sand or no-bake sand molds. They are good for thousands of iterations. These can also be hand filled and gassed or baked if needed. The matchplates are baltic birch ply with 3D printed or resin-cast patterns complete with all gates and risers. They are coated in an epoxy resin and/or an industrial lacquer. These may last for 500 or more molds before requiring any major service. This takes a lot of my time, but saves tremendously at the foundry. Nearly all older model engine kits are not made with production patterns.This is where there is a big difference between what an individual working at home may do where time does not cost anything compared with the likes of what Todd is doing and as the subject of the thread is casting KITS not home casting there are factors to consider.
Complex cores take time to design & produce the boxes for, 3D printed boxes may well not last long enough for Todd's run of 50 so may need making in something more durable. All this inversted time needs to be recovered in the sale price of the kit
Then there is time and materials to make the actual core and time to place into the mould all these will add to the sale price of a casting kit as the foundry are not going to do that for nothing
Add to that there is more risk of a failed casting if a core moves or gets damaged so the foundry will want to cover needing to make say 55 sets of cores, place 55 sets of cores into the mould and take up casting time pouring the iron. This would be ontop of some trial castings to make sure what is on the screen actually works with sand and metal. Forget the fact that you (Pat) says you get perfect castings, maybe you have been lucky with the small number of iron ones you have actually done but if foundries that are casting all year round and over many years get a percentage of failures then they nee dto cover that in their overhead. Just look at some peoples complaints about Stuart castings which they honour and send out replacements for if complex cores up the failure rate then any business will want to cover themselves for the costs both actual and bad press.
") Either way, I'm having fun doing what I enjoy doing.
Either way, I'm having fun doing what I enjoy doing.Hopefully we can meet ways at the Black Hills Model Engineering Show if you still plan to attend. Doesn't sound like it would be a cheap roadtrip for you either. I need to sell a few things to even make it, but it would be great to pick up one of your horizontal Parsel & Weed kits. They sound great for the size.When we go to shows, we hope to recoup the costs of what we sell, plus the booth, hotel, food, and gas. (This doesn't usually happen.)
Nearly all older model engine kits are not made with production patterns.
Todd.
















