barnesrickw
Well-Known Member
- Joined
- Sep 8, 2012
- Messages
- 645
- Reaction score
- 121
I like that cam grinder, looks easy enough for me to use.







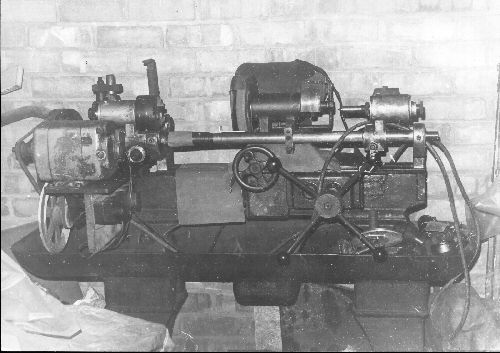
A few here. I am working on the wheelhead frame at the moment, but have put the spindle on V-blocks to show where it goes.Charles do you have any photo's of your project?














![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)








That looks interesting. The spindle is adjustable for wheel wear on the slots in the mounting plate?what are the dimensions of your grinder and what is the longest length of cam will you be able to grind.

Package? There are quite a number of model cam grinders to be seen in various places on the web, but as far as I know there is no published design. They are often quite ad-hoc and tend to depend on what motors and materials are to hand.Hi this is John Samphier from Melbourne Australia. I am building a 4 cylinder engine and to get accurate identical timing a grinder would be most beneficial.
Brian, the motor shaft runs at 20 rpm. Messing with available 5mm HTD belt and pulley combinations, I settled on a 2:1 reduction so the cam does a stately 10 rpm. This seems to work very nicely with the finished templates in place, and I think 20 rpm would be fine too, but I would not want to go a lot faster than that.Charles - what RPM are you going to turn the cam at when grinding. The geared motor I have is 6 RPM at the output shaft but my thought is to speed this up to 2:1 or 3:1 for 12 or 18 RPM. The only info I have been able to dig up was a machine running at 20 RPM. What are your thoughts?
Enter your email address to join:













![MeshMagic 3D Free 3D Modeling Software [Download]](https://m.media-amazon.com/images/I/B1U+p8ewjGS._SL500_.png)










![[The Haynes GM, Ford, Chrysler Engine Performance Manual: The Haynes Manual for Understanding, Planning and Building High-Performance Engines (Haynes Techbook)] [Author: Haynes, Max] [August, 2008]](https://m.media-amazon.com/images/I/51x6eyiUHhL._SL500_.jpg)


























![TurboCAD 2020 Designer [PC Download]](https://m.media-amazon.com/images/I/51UKfAHH1LL._SL500_.jpg)