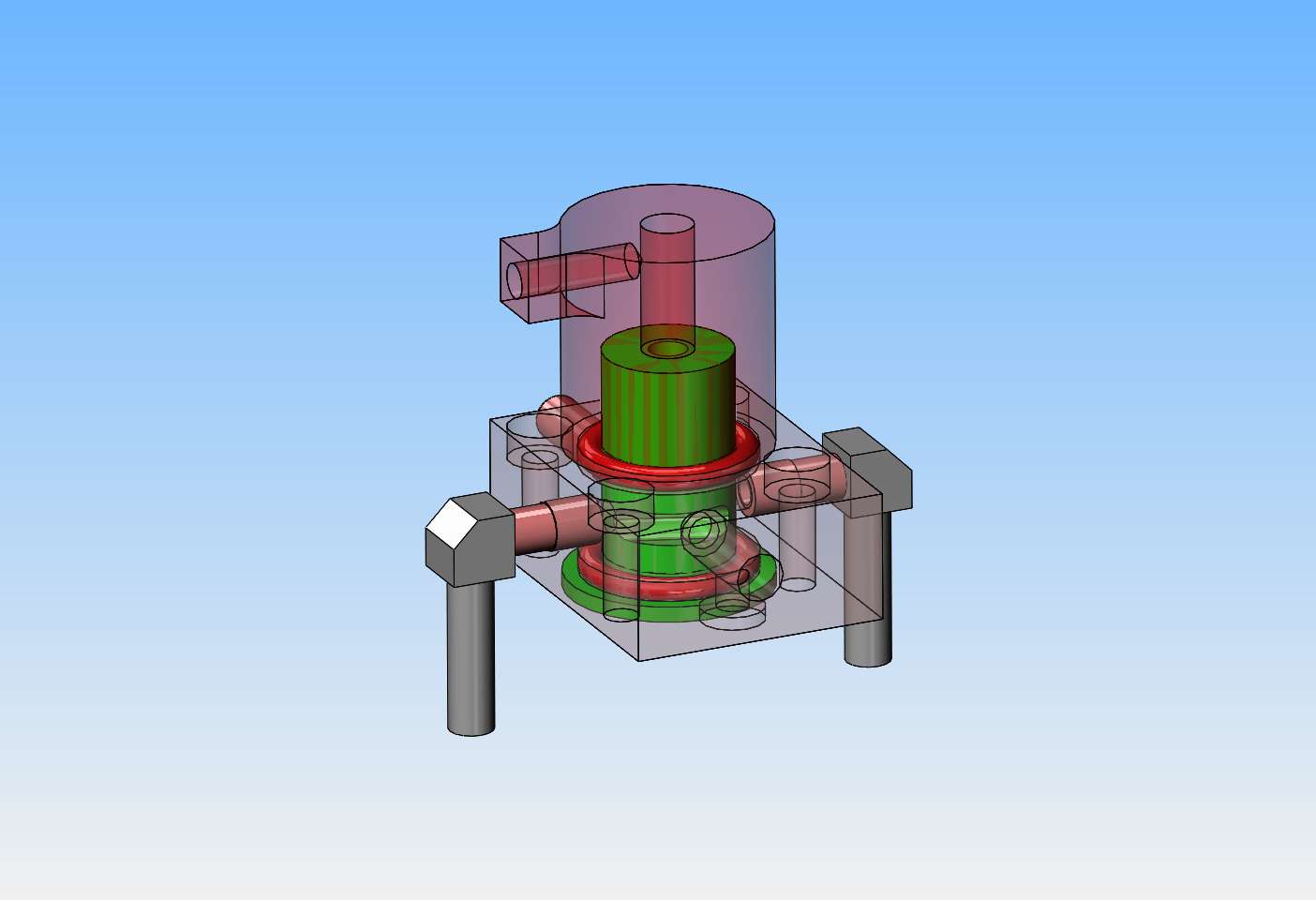
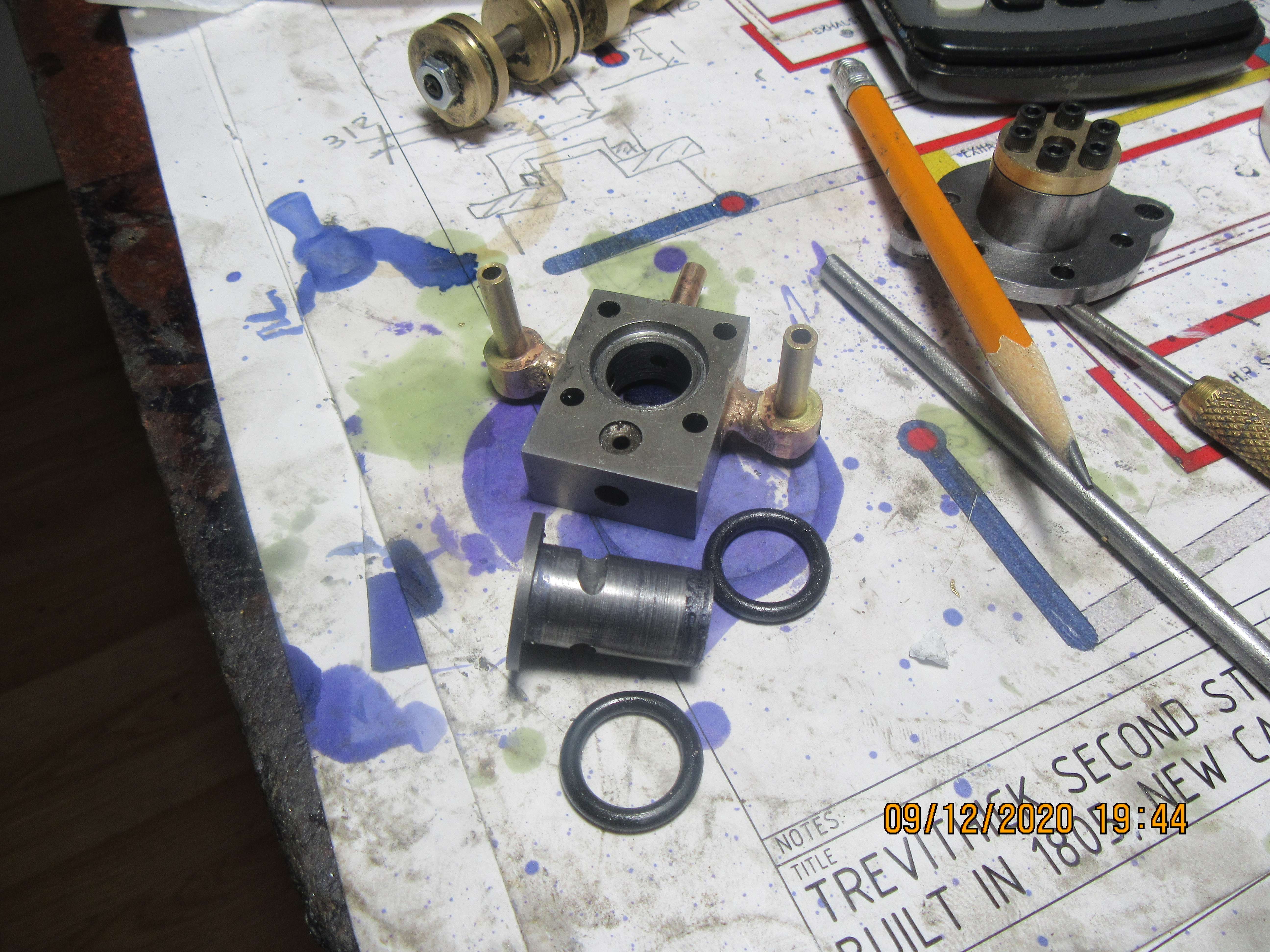
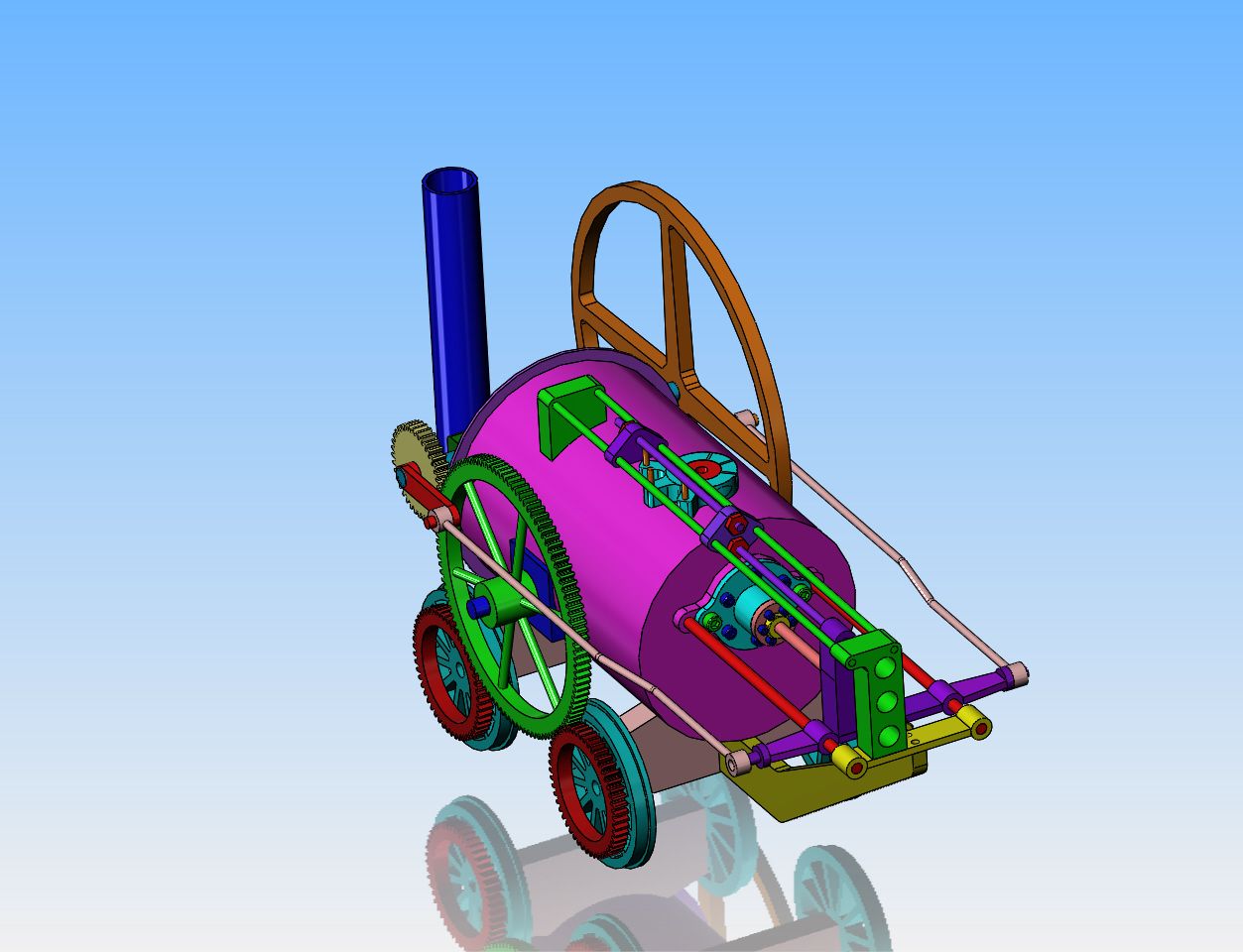
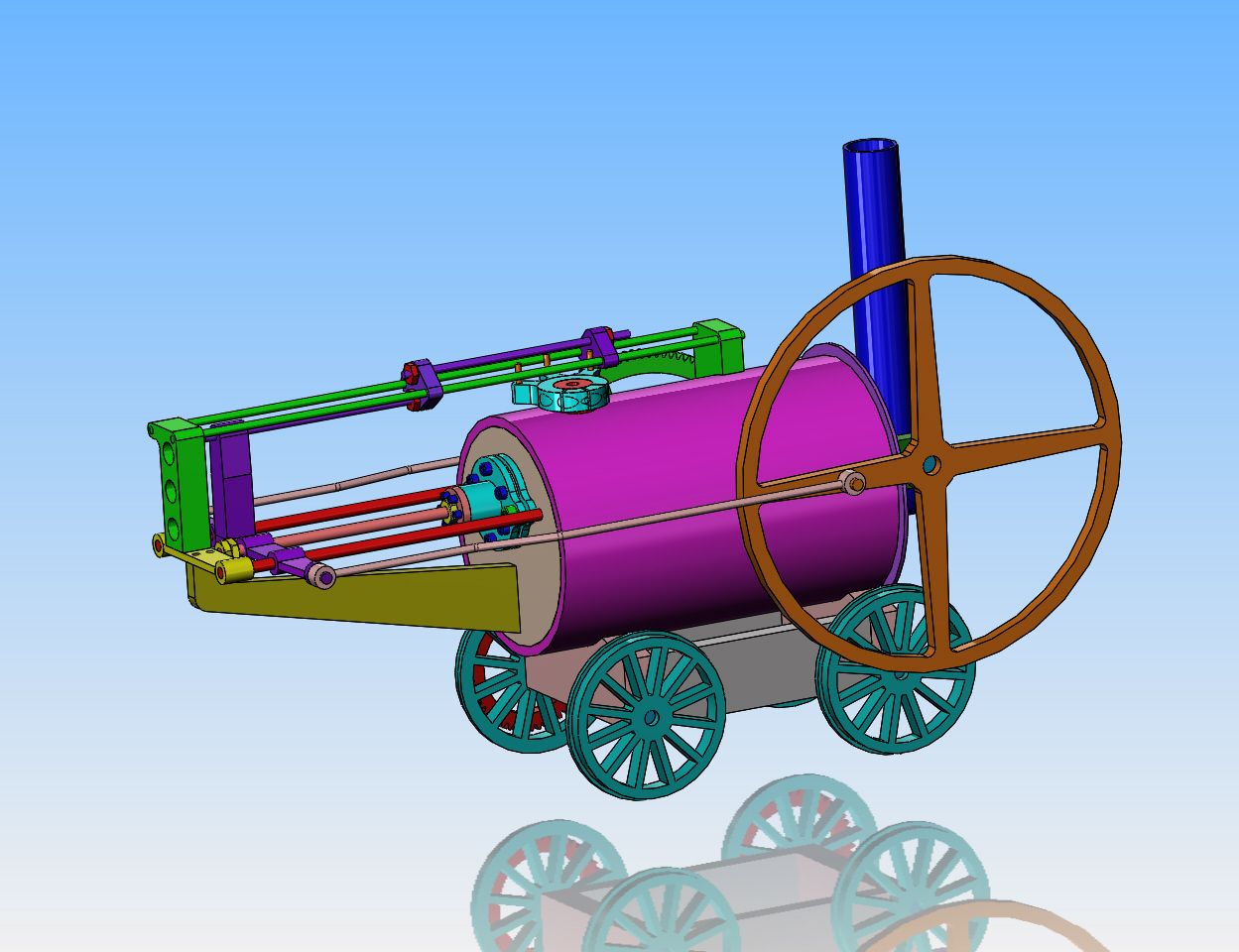
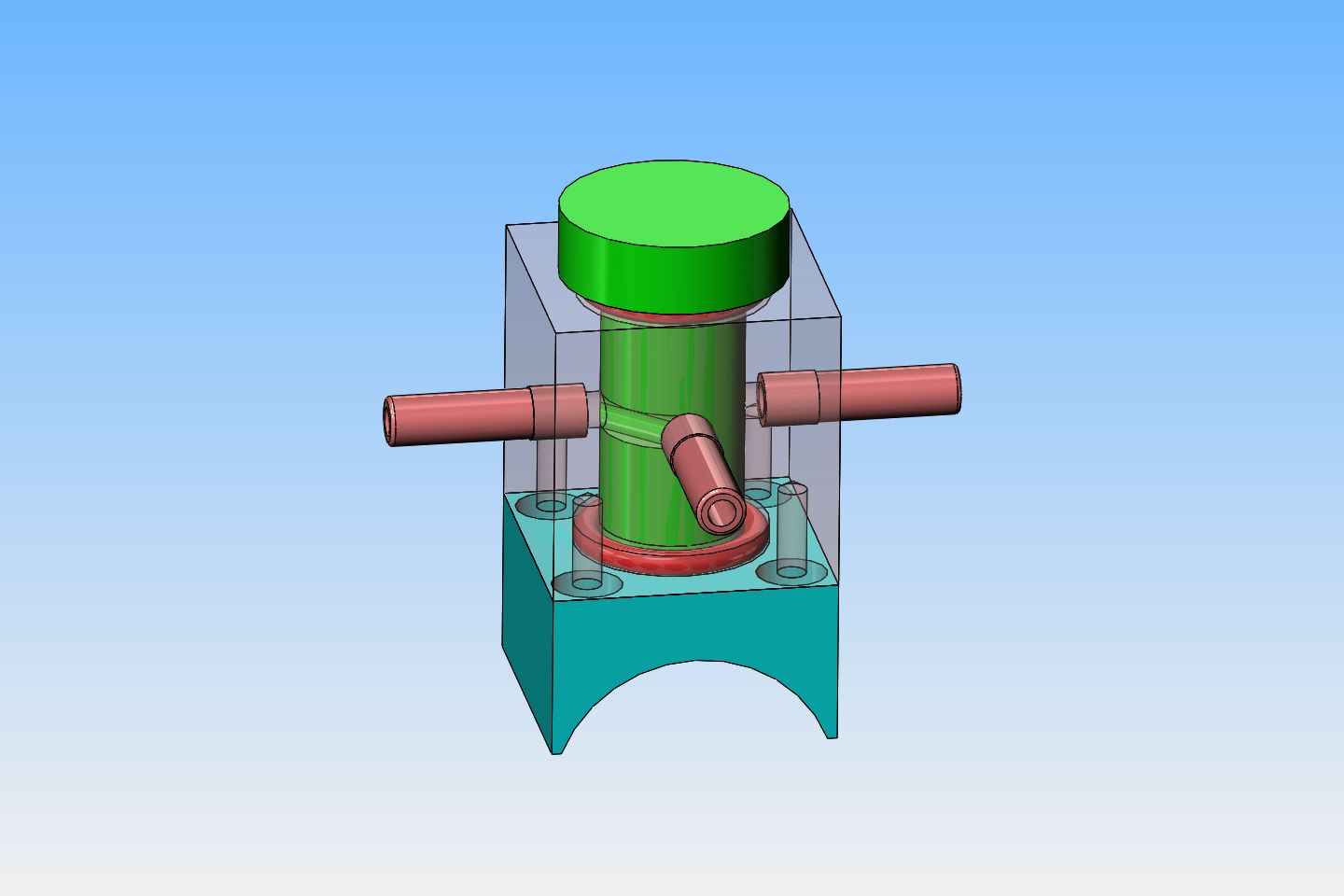
The self reversing cylinder as designed by Julius is almost ready for final assembly. I have all the parts finished, but I have to buy a very small center drill tomorrow to use for starting a 1 mm diameter drilled hole thru a collar which sets out of site inside the spool. I honestly don't know what to expect here. If it works, I will be greatly impressed. If it doesn't, I will go ahead with a design using a rotary valve as used on the original Trevithick engine.










![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)