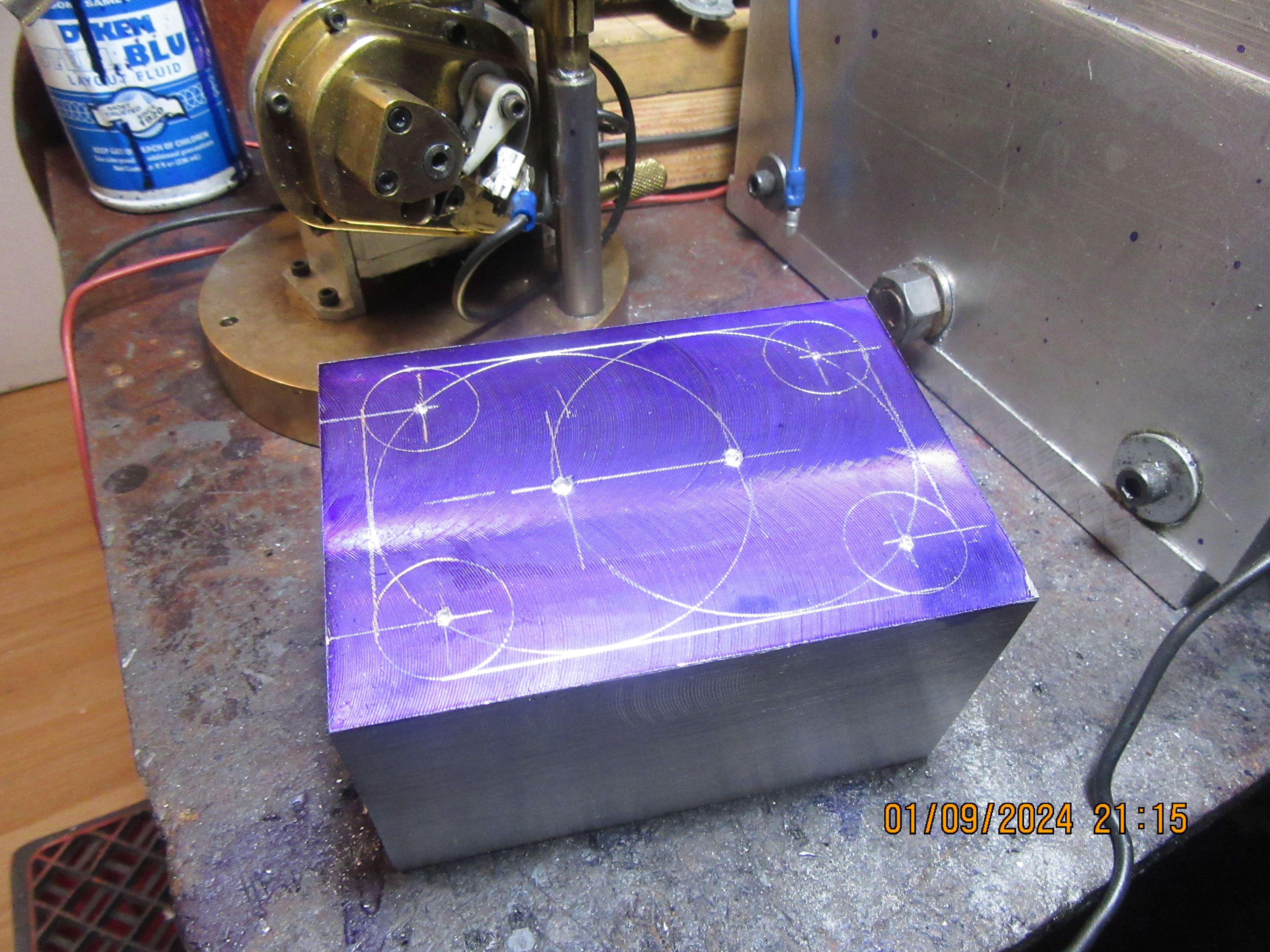
Charles, you have demonstrated that "you are not a robot" - no damage anyway.
K2
K2










![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)






Hi Brian, would you mind saying where you got that quote? Is it continuous cast rod? That is quite cheap compared to the quote Brian R received. Only AU$96 (CAD87) and it's 9 times as long at 1m (39.37") and 4mm bigger in dia. I guess that's the advantage of buying 39" vs 4.5". I'm in NSW too, so would be handy to know where to get C.I. rod.Brian,
That is expensive, just checked my supplier, a meter(39") of 55mm(2.16") dia is AU$96. They know how to get at you.
Cheers
Andrew
Ross,Hi Brian, would you mind saying where you got that quote? Is it continuous cast rod? That is quite cheap compared to the quote Brian R received. Only AU$96 (CAD87) and it's 9 times as long at 1m (39.37") and 4mm bigger in dia. I guess that's the advantage of buying 39" vs 4.5". I'm in NSW too, so would be handy to know where to get C.I. rod.
Thanks, Ross.
Wow. I though materials here were expensive. I recently bought maleable cast bar @ 3.3CAD per KgA different supplier just gave me a price of $44 for the same thing.

So about $40 US for 10" of 2" diameter delivered. Sounds about the same as our cost.250mm of 50mm dia EN8B round bar £32 in UK. (includes "Free" delivery).
K2
























![MeshMagic 3D Free 3D Modeling Software [Download]](https://m.media-amazon.com/images/I/B1U+p8ewjGS._SL500_.png)













