Thanks Al. Had to see what a Sprag Clutch was. Seems complicated

but clever.
I've made two sets of four piston rings, the sets differ by 0.004" thickness. I made these using a technique some of my fellow modellers described to me. And I think Model Engineering magazine had an article in early 2013 with the same process.
Basically, make the OD of the ring oversized (by 0.060" in my case). Make the ID of the ring about 0.006" more than the ring groove base in the piston. Part the rings, split them by a number of techniques, file the ends smooth. Make a clamping fixture, clamp the ring so its proud of the fixture with the ends butted. Turn the ring to the bore size.
Here's a picture sequence:
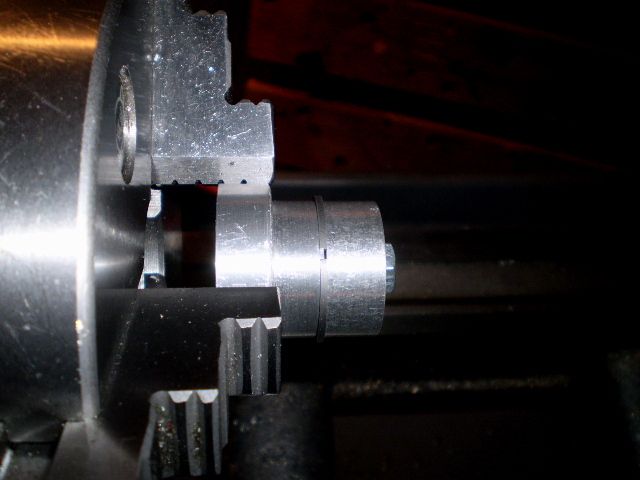
Drill out the cast iron

bore to size
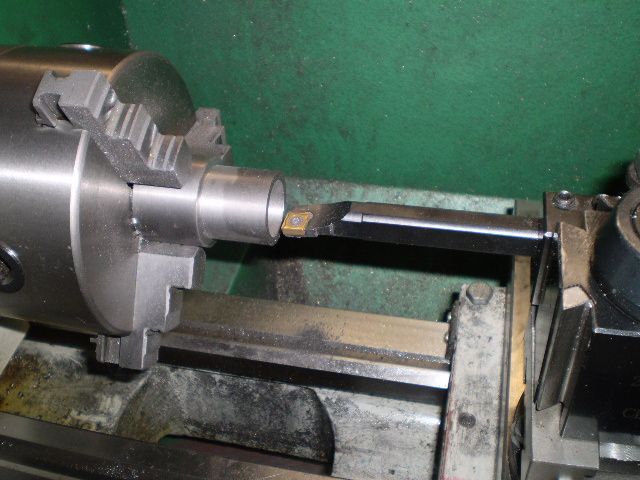
Turn the OD to size, then part the ring off. The ring is in the foreground here, and the very thin ring behind it falls off the workpiece when a very slow feed rate is used near the end of parting. Almost no burr is left on the ring.

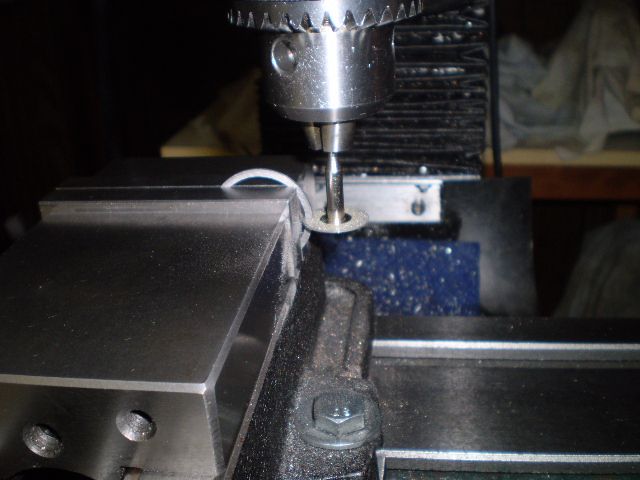
I split the ring with a 0.020" thick slitting disk:
Here's the piston, 2 sets of rings and the clamping fixture

And the ring in the fixture ready for turning. In this picture I haven't closed the ring gap yet
Next few days I'll be doing some turning, fitting and perhaps I'll make a ring compressor so I can get the piston in the cylinder.
Thanks for looking in
Cheers,
Phil































![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)






































