
You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
British 0-4-0 Toy Locomotive: he said
- Thread starter zeeprogrammer
- Start date




Help Support Home Model Engine Machinist Forum:
This site may earn a commission from merchant affiliate
links, including eBay, Amazon, and others.
zeeprogrammer
Well-Known Member
- Joined
- Mar 14, 2009
- Messages
- 3,362
- Reaction score
- 13
Sigh and sigh.
The first sigh is for all you people that a) watched that sorry video (from Rick Martin...black85vette...remember...Rick Martin)....and b) owned up to it.
I'm really surprised by the level of jealousy on this forum. I mean...I may have looked good then...but I certainly don't now. (Actually...I do look pretty good. Well...good enough.)
The second sigh is for my feeble attempt to do some machining tonight. You just can't rush these things. If you don't have the time...don't even try.
Back to the piston rods. 1018. When last we left our 'idiot' he was trying to turn .25 rod down to .11 and it was sticking out some 1.5" inches from the chuck.
Well, even though the rod was sticking out 1.5" inches, it was actually about 7" long. So I wondered if that length on the other end was causing the short end to wobble.
I cut if off...and it helped quite a bit. But still not good enough.
So I rechucked it so that only about a 1/2" was sticking out. Better...but I'm still not happy with the finish. And the part is getting hot. So I'm thinking the cutting tool needs some work. (I'm pretty happy with the cutting height.)
At this point I'm thinking it's not going to work. If I turn it down, and move it out and turn it down...I can't see how it will stay true. The rod has to go through the cylinder end and I don't think it will be a good sliding fit.
I'm still wondering if a better way is to use a center (dead or alive) to turn down the center of the rod (that goes through the end of the cylinder) and then rechuck to turn the ends for their press fits.
Ah well...I'm sure hoping to get some quality time in the shop.
Heads up for my fellow Missourians...remember OMD?
Guess away. All you'll get from me is...heh heh heh.
The first sigh is for all you people that a) watched that sorry video (from Rick Martin...black85vette...remember...Rick Martin)....and b) owned up to it.
I'm really surprised by the level of jealousy on this forum. I mean...I may have looked good then...but I certainly don't now. (Actually...I do look pretty good. Well...good enough.)
The second sigh is for my feeble attempt to do some machining tonight. You just can't rush these things. If you don't have the time...don't even try.
Back to the piston rods. 1018. When last we left our 'idiot' he was trying to turn .25 rod down to .11 and it was sticking out some 1.5" inches from the chuck.
Well, even though the rod was sticking out 1.5" inches, it was actually about 7" long. So I wondered if that length on the other end was causing the short end to wobble.
I cut if off...and it helped quite a bit. But still not good enough.
So I rechucked it so that only about a 1/2" was sticking out. Better...but I'm still not happy with the finish. And the part is getting hot. So I'm thinking the cutting tool needs some work. (I'm pretty happy with the cutting height.)
At this point I'm thinking it's not going to work. If I turn it down, and move it out and turn it down...I can't see how it will stay true. The rod has to go through the cylinder end and I don't think it will be a good sliding fit.
I'm still wondering if a better way is to use a center (dead or alive) to turn down the center of the rod (that goes through the end of the cylinder) and then rechuck to turn the ends for their press fits.
Ah well...I'm sure hoping to get some quality time in the shop.
Heads up for my fellow Missourians...remember OMD?
Guess away. All you'll get from me is...heh heh heh.
Philjoe5
Well-Known Member
- Joined
- Jul 12, 2007
- Messages
- 1,727
- Reaction score
- 321
Zee,
This would be a good place to use a collet chuck. But if you're like me and don't have one you can make a decent substitute. Take a piece of steel rod about 1 inch diameter and turn it true. Center drill and ream it 1/4" and drill and tap two 8-32 set screw holes. Rechuck the steel rod in a four jaw, get it true. Now put the 1/4" rod in the hole, tighten the set screws, turn a 1/2" length down to 0.11", repeat as often as necessary.
Cheers,
Phil
This would be a good place to use a collet chuck. But if you're like me and don't have one you can make a decent substitute. Take a piece of steel rod about 1 inch diameter and turn it true. Center drill and ream it 1/4" and drill and tap two 8-32 set screw holes. Rechuck the steel rod in a four jaw, get it true. Now put the 1/4" rod in the hole, tighten the set screws, turn a 1/2" length down to 0.11", repeat as often as necessary.
Cheers,
Phil
- Joined
- Jan 19, 2010
- Messages
- 1,193
- Reaction score
- 41
Hey Zee, Phil has a pretty good Idea with the homemade collet.
I have another, less professional, method to share.
If you use the same method you tried by tuning it a little at a time and then re-chuck it and turn a little more. But instead of turning it to final dimension kepp it about .002" bigger. then when you get the length you want, CAREFULLY use a file to smooth the tooling marks (if any) and then using sandpaper 320 grit to 600grit between your fingers, and "pinching" it to the rotating shaft. I usually start at one end, and using a piece of brass with a hole the correct size for the fit as a gauge. When the brass goes the entire length of the part, your good, and it should still be concentric. This method will also give you that great finish your looking for.
hope this helps.
Kel
I have another, less professional, method to share.
If you use the same method you tried by tuning it a little at a time and then re-chuck it and turn a little more. But instead of turning it to final dimension kepp it about .002" bigger. then when you get the length you want, CAREFULLY use a file to smooth the tooling marks (if any) and then using sandpaper 320 grit to 600grit between your fingers, and "pinching" it to the rotating shaft. I usually start at one end, and using a piece of brass with a hole the correct size for the fit as a gauge. When the brass goes the entire length of the part, your good, and it should still be concentric. This method will also give you that great finish your looking for.
hope this helps.
Kel
Zee, just throwing this out here. Is there any reason you can't use 1/8" drill rod for this piece, then make adjustments to what ever it goes through? For instance, turn down the end where it goes into the pistons, and open up what ever guide it goes through on the end of the cylinder.
Directly to your trouble, it sounds like you have tool sharpness issues, as you suspect. Show us pictures of what you're using shot from a couple of angles.
Making this piece can be done, but you have a kind of crummy material to work with for what they want. If the print simply says to use "CRS", that leaves you wide open to many materials. 1045, 1144, 12L14, 1117, 1215, 11L17, (and more), are all CRS. Pick one you can work with.
Dean
stinky, crummy, Twinkie eating, stinking...
Directly to your trouble, it sounds like you have tool sharpness issues, as you suspect. Show us pictures of what you're using shot from a couple of angles.
Making this piece can be done, but you have a kind of crummy material to work with for what they want. If the print simply says to use "CRS", that leaves you wide open to many materials. 1045, 1144, 12L14, 1117, 1215, 11L17, (and more), are all CRS. Pick one you can work with.
Dean
stinky, crummy, Twinkie eating, stinking...
zeeprogrammer
Well-Known Member
- Joined
- Mar 14, 2009
- Messages
- 3,362
- Reaction score
- 13
Thanks Phil, Kel, and Dean.
I woke up in the middle of the night realizing that using a center wouldn't work...there's no good way to fit the cylinder end.
All 3 of you (Dean a couple of posts back) have basically suggested the same thing. So I'll give it another go.
First I'm going to try and improve the cutting tool...then maybe switch to some 12L14 I have. I don't have any drill rod.
I woke up in the middle of the night realizing that using a center wouldn't work...there's no good way to fit the cylinder end.
All 3 of you (Dean a couple of posts back) have basically suggested the same thing. So I'll give it another go.
First I'm going to try and improve the cutting tool...then maybe switch to some 12L14 I have. I don't have any drill rod.





$39.99
$49.99
Sunnytech Low Temperature Stirling Engine Motor Steam Heat Education Model Toy Kit For mechanical skills (LT001)
stirlingtechonline


![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)
$0.00
DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]
Amazon.com Services LLC

$12.56
$39.95
Complete Plans for Building Horse Barns Big and Small(3rd Edition)
ThriftBooks-Atlanta





$99.99
AHS Outdoor Wood Boiler Yearly Maintenance Kit with Water Treatment - ProTech 300 & Test Kit
Alternative Heating & Supplies


$40.02
$49.99
Becker CAD 12 3D - professional CAD software for 2D + 3D design and modelling - for 3 PCs - 100% compatible with AutoCAD
momox Shop




$45.99
Sunnytech Mini Hot Air Stirling Engine Motor Model Educational Toy Kits Electricity HA001
stirlingtechonline







$89.99
Outdoor Wood Boiler Water Treatment Rust Inhibitor- AmTech 300 & Test Kit
Alternative Heating & Supplies


$24.99
$34.99
Bowl Sander Tool Kit w/Dual Bearing Head & Hardwood Handle | 42PC Wood Sander Set | 2" Hook & Loop Sanding Disc Sandpaper Assortment | 1/4" Mandrel Bowl Sander for Woodturning | Wood Lathe Tools
Peachtree Woodworking Supply Inc





$519.19
$699.00
FoxAlien Masuter Pro CNC Router Machine, Upgraded 3-Axis Engraving All-Metal Milling Machine for Wood Acrylic MDF Nylon Carving Cutting
FoxAlien Official



$94.99
$109.99
AHS Woodmaster 4400 Maintenance Kit for Outdoor Wood Boiler Treatment
Alternative Heating & Supplies







$24.99
$27.99
HOZLY 5PCS/Lot ISO30 Tool Holder Clamp Flame Proof Rubber Claw CNC Machines Automatic Tool Changer
HOZLY











arnoldb
Well-Known Member
- Joined
- Apr 8, 2009
- Messages
- 1,792
- Reaction score
- 12
Zee, just another thought... (Well not on the video clips that were going round :big")
I don't know how much kit you have for your lathe, but for this kind of job the use of a traveling steady comes to mind - if you have one, it would be worth a try. You could cobble something together to make a temporary one if need be Thm:. That would allow you to make the entire length (and even longer) with single passes at the same size.
Oh yes, and a super sharp toolbit will help; get out the oilstone ;D
Good luck
Arnold
(Who also has a dirty mind sometimes :big
I don't know how much kit you have for your lathe, but for this kind of job the use of a traveling steady comes to mind - if you have one, it would be worth a try. You could cobble something together to make a temporary one if need be Thm:. That would allow you to make the entire length (and even longer) with single passes at the same size.
Oh yes, and a super sharp toolbit will help; get out the oilstone ;D
Good luck
Arnold
(Who also has a dirty mind sometimes :big
fcheslop
Well-Known Member
Hi Zee , sticking my nose in but why not either use 3/32 or 1/8 stubbs [driil rod]or stainless as it looks like a single acting engine so should not effect anything and save a bit of ball ache if you used 1/8 and the pistons are finished just turn the ends to size.
regards Frazer
regards Frazer
zeeprogrammer
Well-Known Member
- Joined
- Mar 14, 2009
- Messages
- 3,362
- Reaction score
- 13
Thanks Arnold, Frazer, Antman, and Jack.
Everyone's help is much appreciated.
I managed some shop time today. After playing around some more with the 1018 and different tools, I ended up switching to 12L14 and things went way better.
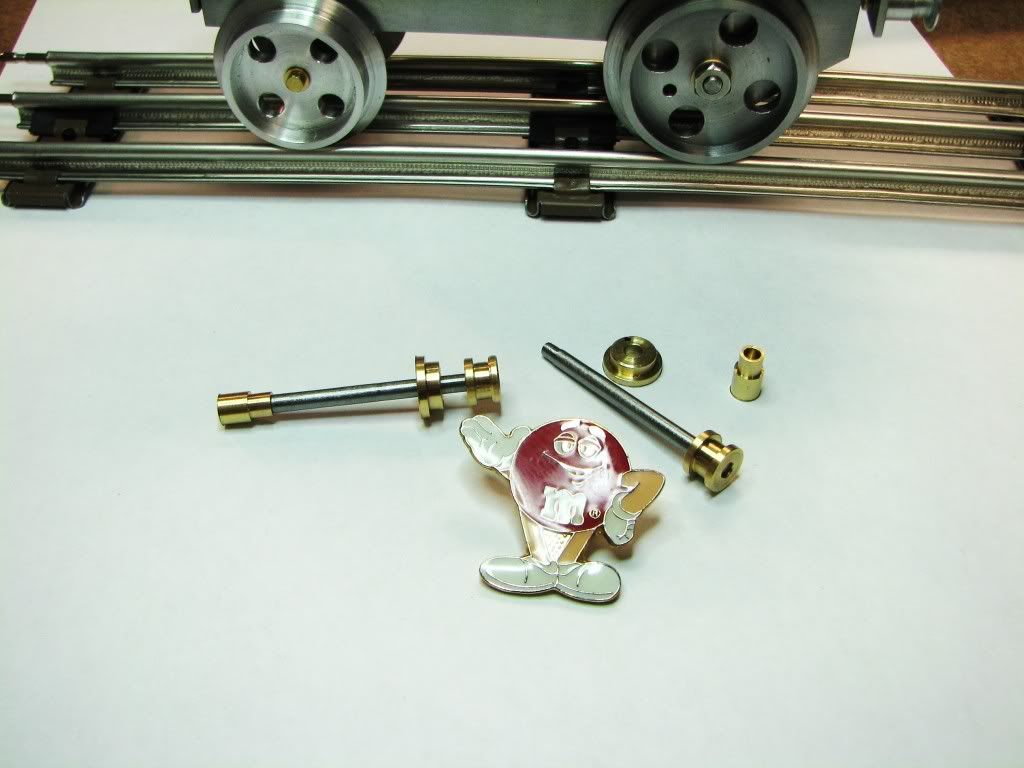
The pic shows one piston rod assembled up (press fits) with the piston, cylinder cover, and rod end. This may have been a mistake. I haven't drilled the hole for the crank pin through the rod end yet. But I think I'll be okay.
That was the first go. The second go was going even better...until the very end. I'd turned the piston rod down in steps and then turned the one end for a press fit to the end rod. Then it was time to turn the other end. Phooey. Fit, turn a little, fit, turn a little. I'm not sure what happened but a half thou more and the piston slips on with no trouble. Rats.
I either redo the piston rod or Loctite the piston on and hope for the best. What do you all think? Is Loctite good enough? There's about 0.19" of rod into the piston. The engine is supposed to be steamed and if things go well (ha ha he says) I intend to do just that.
I'm kind of limited to weekend work and next weekend I go to Missouri, down by Fort Wood, to visit the folks.
Everyone's help is much appreciated.
I managed some shop time today. After playing around some more with the 1018 and different tools, I ended up switching to 12L14 and things went way better.
The pic shows one piston rod assembled up (press fits) with the piston, cylinder cover, and rod end. This may have been a mistake. I haven't drilled the hole for the crank pin through the rod end yet. But I think I'll be okay.
That was the first go. The second go was going even better...until the very end. I'd turned the piston rod down in steps and then turned the one end for a press fit to the end rod. Then it was time to turn the other end. Phooey. Fit, turn a little, fit, turn a little. I'm not sure what happened but a half thou more and the piston slips on with no trouble. Rats.
I either redo the piston rod or Loctite the piston on and hope for the best. What do you all think? Is Loctite good enough? There's about 0.19" of rod into the piston. The engine is supposed to be steamed and if things go well (ha ha he says) I intend to do just that.
I'm kind of limited to weekend work and next weekend I go to Missouri, down by Fort Wood, to visit the folks.
mklotz
Well-Known Member
Loctite might work but I don't think I would want to depend on it for a joint exposed to steam temperatures. After all, we heat Loctited joints to free them.
Can you solder it? Even soft solder would be better than Loctite IMO. The soft solder I use melts at about 400 degF and the steam will never raise an exposed part to that temperature.
Can you solder it? Even soft solder would be better than Loctite IMO. The soft solder I use melts at about 400 degF and the steam will never raise an exposed part to that temperature.
Zee' could you knurl the rod to 'raise the grain' so to speak and then do your press fit into the piston? I believe it would work better than Loctite in that application, otherwise you might try soldering. Good luck mate, your getting close now.
BC1
Jim
BC1
Jim
Zee, not Loctite, but high strength sleeve retainer. Auto stores have it, and it comes in small tubes like Loctite. Good for around 400 deg.
No shame in this. I would put it on both of them anyway to make sure they don't leak.
The parts look good!
Dean
No shame in this. I would put it on both of them anyway to make sure they don't leak.
The parts look good!
Dean
zeeprogrammer
Well-Known Member
- Joined
- Mar 14, 2009
- Messages
- 3,362
- Reaction score
- 13
Thanks Marv, Jim, and Dean.
I thought about using Loctite anyway...but I don't think anything is coming off the one assembly. I'd taken my little brass hammer to it to seat the ends. I used thick paper in between to reduce the risk of damage.
Jim, I like the idea of knurling. I'll try that. If it doesn't work then I'll probably make another rod.
Dean, I'll take a look next time I'm at the auto store.
Thanks everyone.
Yep...getting close. For turning I have the safety valve, two crank pins, the two burner tubes, and a seating tool. Then fabricate the fuel tank. And then it's time to silver solder!
Hopefully nothing will rust by the time I finish this. :big:
I thought about using Loctite anyway...but I don't think anything is coming off the one assembly. I'd taken my little brass hammer to it to seat the ends. I used thick paper in between to reduce the risk of damage.
Jim, I like the idea of knurling. I'll try that. If it doesn't work then I'll probably make another rod.
Dean, I'll take a look next time I'm at the auto store.
Thanks everyone.
Yep...getting close. For turning I have the safety valve, two crank pins, the two burner tubes, and a seating tool. Then fabricate the fuel tank. And then it's time to silver solder!
Hopefully nothing will rust by the time I finish this. :big:
arnoldb
Well-Known Member
- Joined
- Apr 8, 2009
- Messages
- 1,792
- Reaction score
- 12
Good going Zee
: It's a pain when that half-thou too much thing happens. Like Marv & Jim suggested - knurl it (or even a couple of good center punch marks around it will work) or solder it, or both; then it will stay put.
Kind regards, Arnold
PS: Remember to spray the parts in storage with some oil ;D
:
It's a pain when that half-thou too much thing happens. Like Marv & Jim suggested - knurl it (or even a couple of good center punch marks around it will work) or solder it, or both; then it will stay put.Kind regards, Arnold
PS: Remember to spray the parts in storage with some oil ;D
zeeprogrammer
Well-Known Member
- Joined
- Mar 14, 2009
- Messages
- 3,362
- Reaction score
- 13
Thanks Arnold. The center punch might have been the better choice. ;D
I did not knurl it. I tried to knurl it.
The piston rod is only 0.11 thick. It had to stick out from the chuck about a half an inch in order to get the last 0.19 in the knurling wheels. Centered the knurler, slow rpm and slow tightening of the knurler...and tadaaa...a nicely curved piston rod.
Now if my cylinder were curved...I'd be a happy guy. :big:
Well no...had the cylinder been curved...I'd have been really bummed out some time ago.
I did not knurl it. I tried to knurl it.
The piston rod is only 0.11 thick. It had to stick out from the chuck about a half an inch in order to get the last 0.19 in the knurling wheels. Centered the knurler, slow rpm and slow tightening of the knurler...and tadaaa...a nicely curved piston rod.
Now if my cylinder were curved...I'd be a happy guy. :big:
Well no...had the cylinder been curved...I'd have been really bummed out some time ago.
zeeprogrammer said:I did not knurl it. I tried to knurl it.
Centered the knurler, slow rpm and slow tightening of the knurler...and tadaaa...a nicely curved piston rod.
Now thats funny. Was it a scissors type knurler or the feed in via the slide type. Course I'm still wiping oil out of my ear after changing the oil in the truck.
Time for a shot and some watching mud dry experience.
Robert
fcheslop
Well-Known Member
Not to worry just part of the learning curve.
regards Frazer
regards Frazer
zeeprogrammer
Well-Known Member
- Joined
- Mar 14, 2009
- Messages
- 3,362
- Reaction score
- 13
Hi Robert. Scissor type. Was the ear squeaky?
:big: Nice pun.
fcheslop said:Not to worry just part of the learning curve.
:big: Nice pun.
Similar threads
- Replies
- 44
- Views
- 12K
- Replies
- 3
- Views
- 2K