Maryak
Well-Known Member
- Joined
- Sep 12, 2008
- Messages
- 4,990
- Reaction score
- 77
Brian,
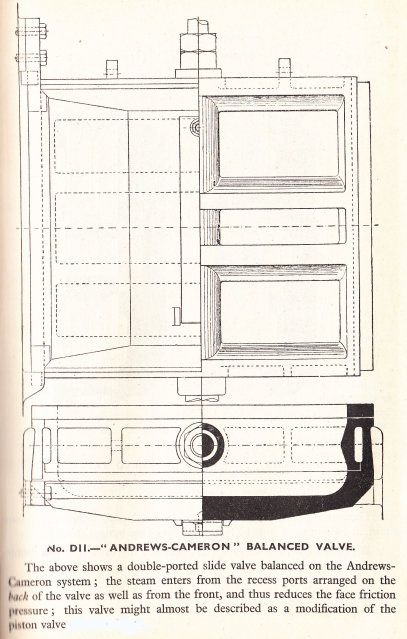
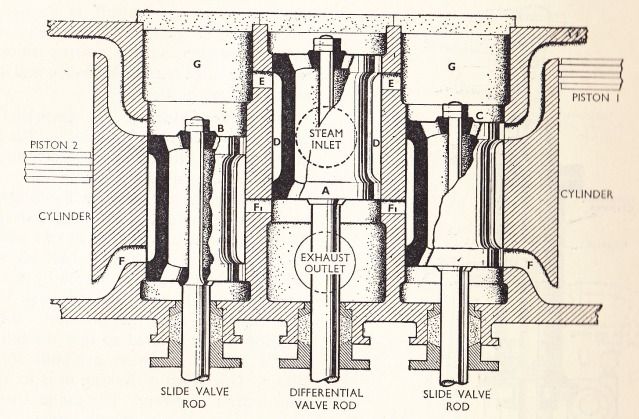
Almost without exception these engines were controlled by a throttle and a Differential Valve to reverse the direction of rotation. The engines were also full admission with no lap or lead.
I hope this is what you are looking for.
Best Regards
Bob
Almost without exception these engines were controlled by a throttle and a Differential Valve to reverse the direction of rotation. The engines were also full admission with no lap or lead.
I hope this is what you are looking for.
Best Regards
Bob
















































![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)




![MeshMagic 3D Free 3D Modeling Software [Download]](https://m.media-amazon.com/images/I/B1U+p8ewjGS._SL500_.png)