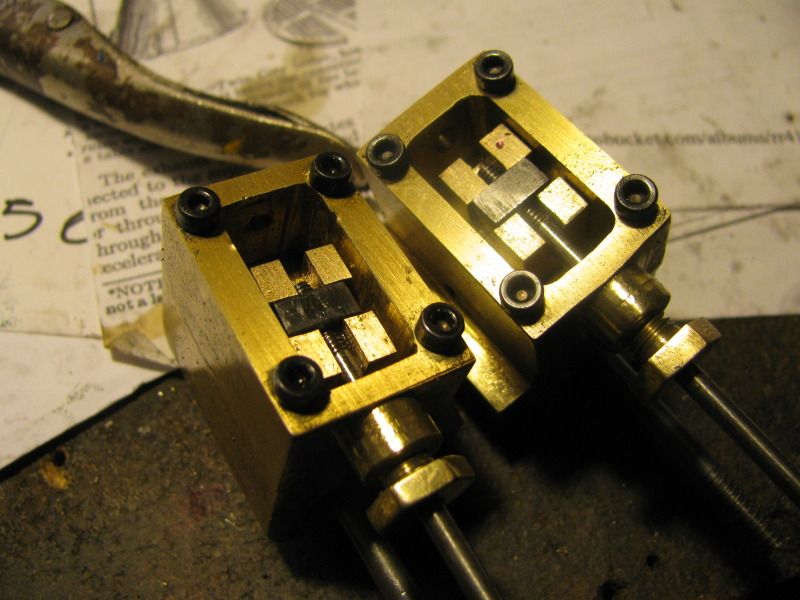
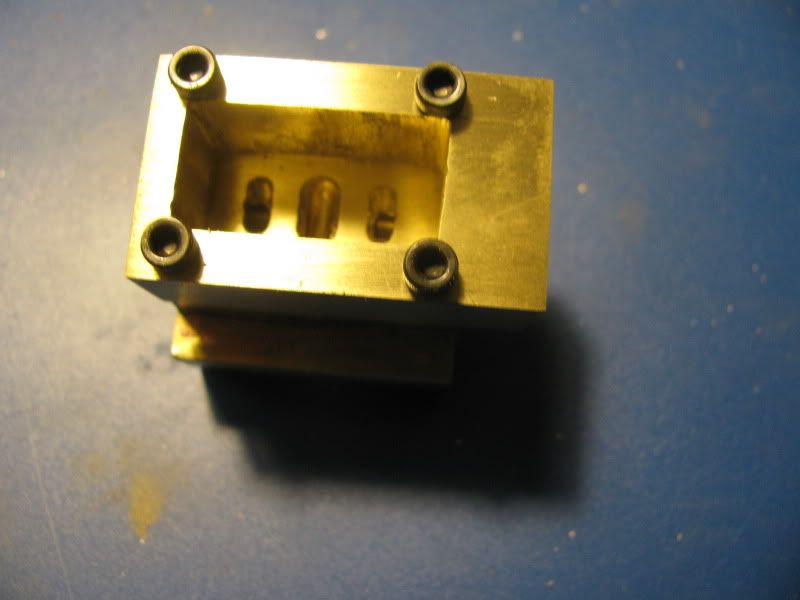
Mike---When I made those four end caps, I did it by turning the o.d. on a single piece of brass to the largest diameter, then parting them off one at a time. As you can see, there are a number of "steps" in each end cap, and the only way to really accomplish what I did is to plunge blind and depend on the dials for diameter, and also to depend on the dials for travel along the bed. The parts are so short that once cut from the main piece of brass its damn near impossible to set them up individually in the chuck for more work and have them "run true", so I like to get all the turning, facing, drilling, reaming, etcetera all done while the pieces are still attached to the main blank in the chuck. I know I could build a chuck spider or a "purposed collet", but the way I did it works---its just not horribly accurate. ---And Oh yes, I grind my own HSS cutters.













































![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)