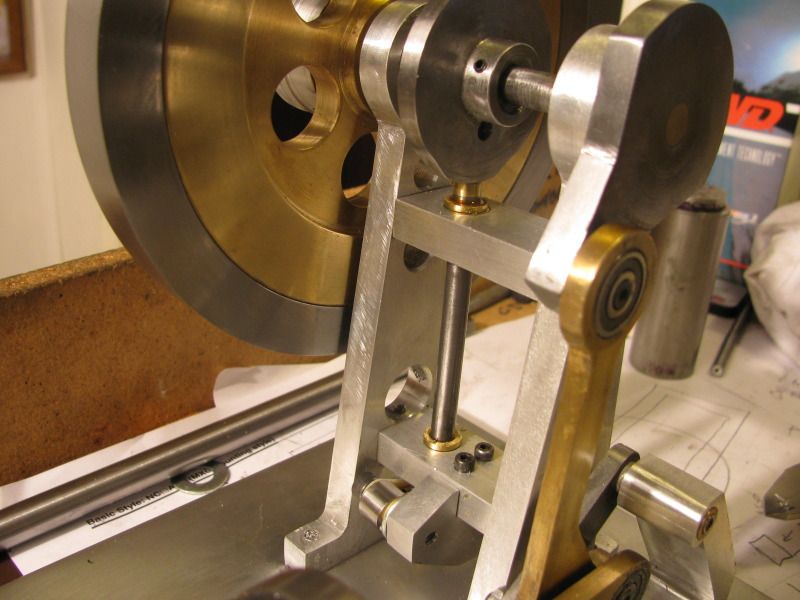
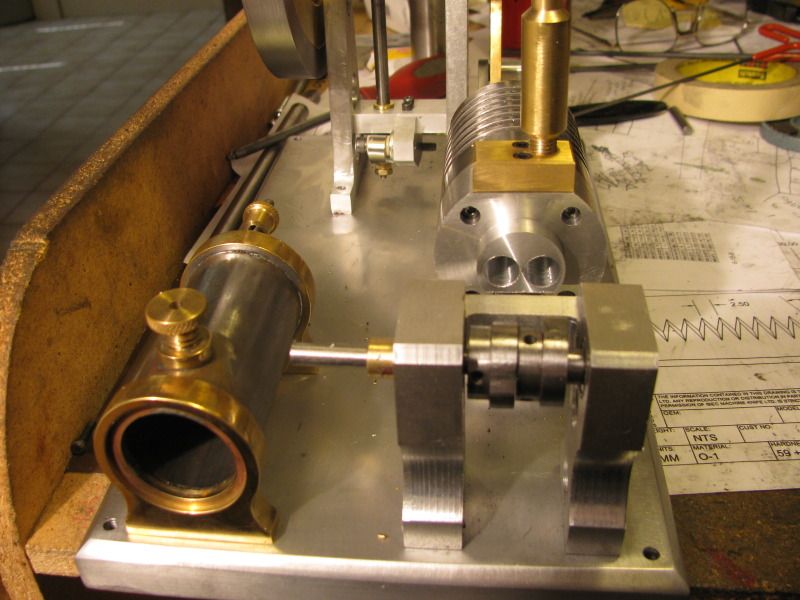
That head is really nice. I didn't realize how big this model is. Should make some nice noise when it's running. ")
Todd
Todd











![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)


Yes, its a standard 12 volt automobile coil.Neat modification. Do you know what you will use for a coil?






















![MeshMagic 3D Free 3D Modeling Software [Download]](https://m.media-amazon.com/images/I/B1U+p8ewjGS._SL500_.png)





























