Looking at it from a different direction: turn a bit of scrap wooden board or MDF in the lathe with a centre hole and a shoulder to fit inside the rim, and mount that on the rotary table, in place of the chuck.

You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
Brian builds a Corliss
- Thread starter Brian Rupnow
- Start date




Help Support Home Model Engine Machinist Forum:
This site may earn a commission from merchant affiliate
links, including eBay, Amazon, and others.
Charles--I like that. I may glue something up tonight so it will be ready in the morning.
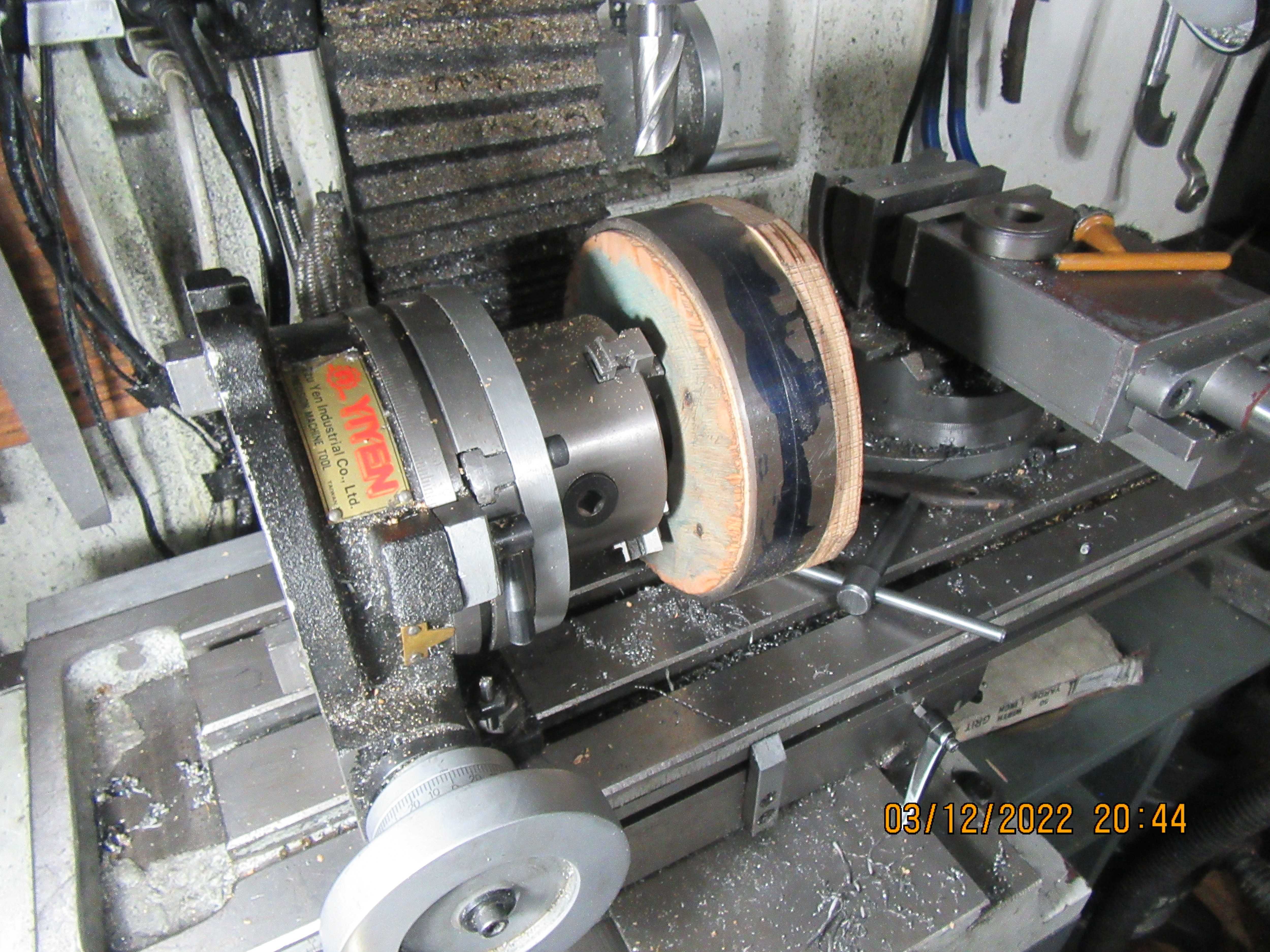
I've went "Full Hillbilly" on the set up to drill the outer rim of the flywheel. Thanks to Charles Lamont of the U.K. for the idea. A piece of 3/4" plywood was turned to be a snug fit into the counterbore on one side of the flywheel rim. The plywood has a 3" hole cut in its center and is gripped by expanding the jaws of the chuck on the rotary table. A second piece of 3/4" plywood is attached from the other side with long screw-nails to hold the steel rim so it doesn't fall off while being drilled. There is a centerline scribed on the outer diameter of the rim. Even if the outer diameter and the hole in the plywood aren't perfectly concentric, it doesn't matter. What I'm after here is the correct number of degrees between holes drilled in the rim. As long as I pick up the centerline marked on the outer rim every 45 degrees, the holes will be in the right place, even if the plywood "orbits" a bit when I advance the rotary table. The holes in the hub are reamed for an exact fit of the 1/4" spokes, because I am using loctite between the spokes and the hub. The holes in the outer rim will be drilled 1/4" and not reamed. This gives me a better chance of getting the spokes exactly in place, and since they will be welded to the outer rim I can afford a bit more clearance for fit-up.
ajoeiam
Well-Known Member
- Joined
- Aug 14, 2020
- Messages
- 1,042
- Reaction score
- 308
I've went "Full Hillbilly" on the set up to drill the outer rim of the flywheel. Thanks to Charles Lamont of the U.K. for the idea. A piece of 3/4" plywood was turned to be a snug fit into the counterbore on one side of the flywheel rim. The plywood has a 3" hole cut in its center and is gripped by expanding the jaws of the chuck on the rotary table. A second piece of 3/4" plywood is attached from the other side with long screw-nails to hold the steel rim so it doesn't fall off while being drilled. There is a centerline scribed on the outer diameter of the rim. Even if the outer diameter and the hole in the plywood aren't perfectly concentric, it doesn't matter. What I'm after here is the correct number of degrees between holes drilled in the rim. As long as I pick up the centerline marked on the outer rim every 45 degrees, the holes will be in the right place, even if the plywood "orbits" a bit when I advance the rotary table. The holes in the hub are reamed for an exact fit of the 1/4" spokes, because I am using loctite between the spokes and the hub. The holes in the outer rim will be drilled 1/4" and not reamed. This gives me a better chance of getting the spokes exactly in place, and since they will be welded to the outer rim I can afford a bit more clearance for fit-up.
There was a very easy solution - - - surprised no one mentioned it.
1. Calculate the circumference (this is one time I really like to use mm!).
2. using your scribed line center punch a dimple.
3. circumference divided by 8 - - - except you actually have to use the chord length
(formulas chord length = 2 x sq root of r2 - d2 or 2 x r x sin of c/2 where c is the angle of the chord in degrees)
4. set something you scribe such distance with (I usually just used my 8" vernier) starting at the center punch mark
5. mark lightly - - - when complete you should get a mark back at your center punch mark
6. if your last mark is NOT right on the center punch mark measure the difference, adjust your tool and re-mark the distances
7. if correct spacing has been achieved - - well I used a pin punch for the first round and then a center punch.
Easy peasy!
Used this technique a lot for flanges - - - up to 16 - 2" dia holes on a big boy.
That took some drilling (a big old Cincinnati radial arm drill with about 20 hp on the crank!!!).
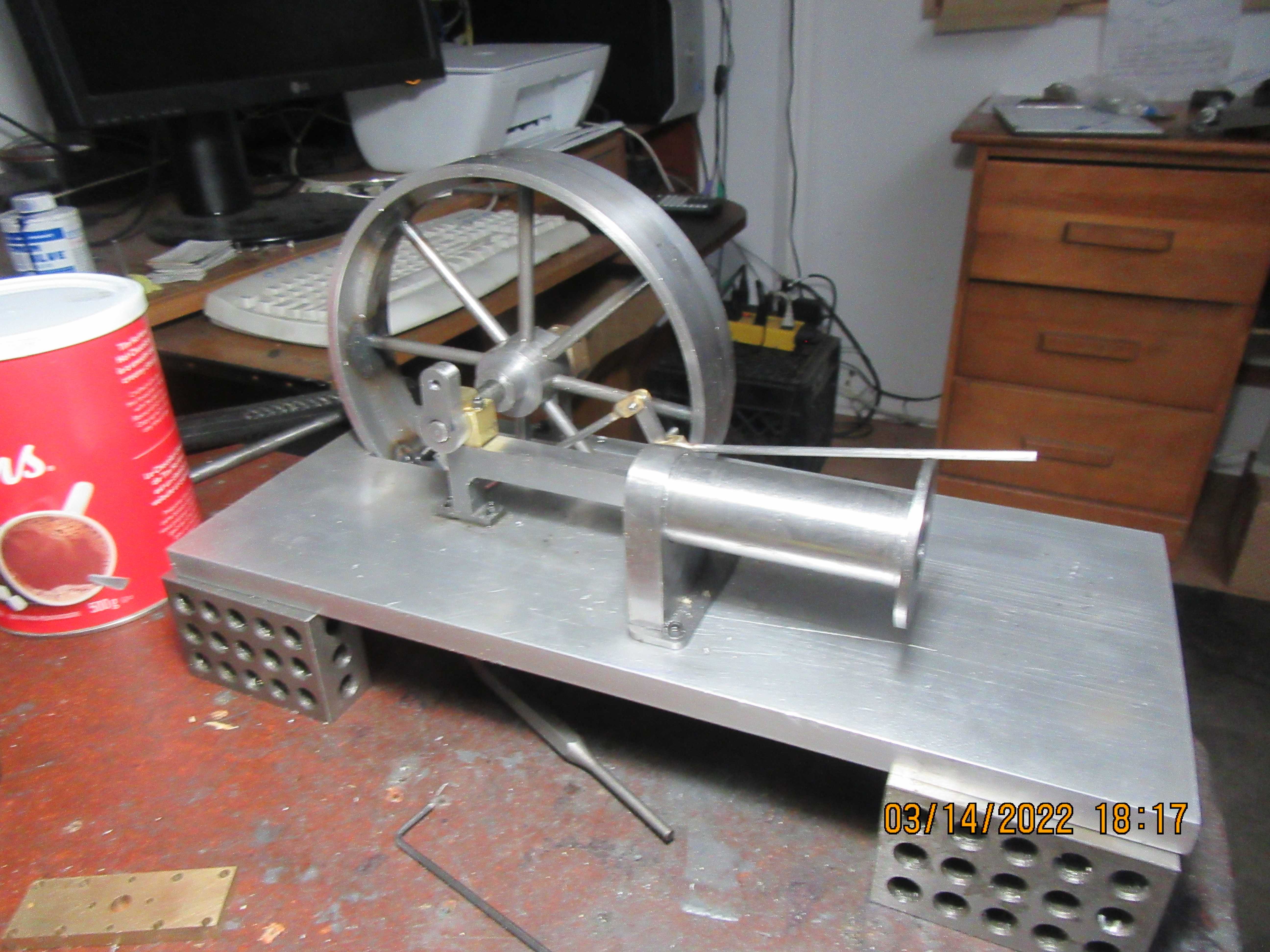
So there we have it. The outer rim has been drilled and everything put together for a "mock up". It looks good. Now that I know it will all fit together I have to take it apart, put the faceplate back on the lathe, and clamp the outer flywheel rim so that it is on center. Then take the faceplate off the lathe, reassemble it all, Loctite the spoke ends that fit into the hubs, let it set up 4 hours, then weld the spokes to the outer rim.

Everything is Loctited and assembled and will be welded tomorrow after the Loctite has had a good set up time. It was far harder to get that outer rim centered on the faceplate than I thought it was going to be. I had to walk away from it a couple of times and do other things because it just wasn't happening for me. I finally managed to get it "close" and decided "close" was good enough for me. Tomorrow I will do my magic TIG weld trick to tie the spokes to the outer rim. I haven't worked nearly enough with the TIG welder to become proficient in any ways, but these welds won't be visible by the time I get finished. I haven't put the bore in the hub yet. When I'm all finished welding I will grip the outside diameter of the rim and drill/ream the hub then so they will be concentric.








$19.15
$29.95
Competition Engine Building: Advanced Engine Design and Assembly Techniques (Pro Series)
MBC Inc.





$99.99
AHS Outdoor Wood Boiler Yearly Maintenance Kit with Water Treatment - ProTech 300 & Test Kit
Alternative Heating & Supplies




$49.95
$55.99
DjuiinoStar Hot Air Stirling Engine Assembly Kit: Spend 30 Minutes to Build Your Own Stirling Engine
djuiinostar






$599.00
$649.00
FoxAlien Masuter Pro CNC Router Machine, Upgraded 3-Axis Engraving All-Metal Milling Machine for Wood Acrylic MDF Nylon Carving Cutting
FoxAlien Official





![MeshMagic 3D Free 3D Modeling Software [Download]](https://m.media-amazon.com/images/I/B1U+p8ewjGS._SL500_.png)




$45.99
Sunnytech Mini Hot Air Stirling Engine Motor Model Educational Toy Kits Electricity HA001
stirlingtechonline



$26.89
$34.99
Peachtree Woodworking Supply Bowl Sander Tool Kit w/Dual Bearing Head & Hardwood Handle, 42 Pieces Wood Sander Set, 2 Hook & Loop Sanding Disc Sandpaper Assortment, 1/4 Mandrel Bowl Sander
Peachtree Woodworking Supply Inc







$37.82
$49.99
Becker CAD 12 3D - professional CAD software for 2D + 3D design and modelling - for 3 PCs - 100% compatible with AutoCAD
momox Shop







![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)
$0.00
DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]
Amazon.com Services LLC







I too utilize occasional hillbilly engineering and I like the overall process you used (except for the lathe fail part) and will file it away for future reference. Looking at your photo, I have two questions: what is the greenish stuff around the hub at the faceplate and in what way do you incorporate the slippers on the bench in the background?
The green stuff is 638 loctite between the spokes and the hub. The slippers are there because my wife and I wage constant war about the chips I carry from my shop up to the main floor of the house.
Did the locktite drip down onto the faceplate and glue the hub to the plate or does it break free easily?
I can identify with the chips issue. I have to take off my shoes at the basement door and carry them across the kitchen floor to where my house shoes (aka slippers) are to keep the peace. A small price to pay since she does allow me the latitude and budget to pursue my interests.
I can identify with the chips issue. I have to take off my shoes at the basement door and carry them across the kitchen floor to where my house shoes (aka slippers) are to keep the peace. A small price to pay since she does allow me the latitude and budget to pursue my interests.
Loctite is an anaerobic compound that sets up in the absence of oxygen. Any of it that just "pools out" doesn't really harden. Eventually it will dry into a sticky mess with very little strength..
And now you know how I spent most of my day. The TIG welding went fine--I always surprise myself. There are a few pockets that need filling, but that's why they make J.B. Weld. The flywheel will be painted. After welding and removing the flywheel from the welding jig, it went back up on the lathe for a bit more finessing. I got up earlier than my good wife this morning, so in aid of being quiet until she got up I made the crank arm. All in all, a good day!!!
Richard Hed
Well-Known Member
- Joined
- Nov 23, 2018
- Messages
- 2,800
- Reaction score
- 757
If you can get some left hand drills, sometimes the tap can be "unscrewed"Steamchick--I use a center cutting carbide end mill the same diameter as the tap drill to remove the broken tap.--OR --I use a larger endmill, cut a larger hole which includes the tap, mill to depth or all the way thru, then ream the hole and Loctite in an aluminum plug, then start over.
Richard Hed
Well-Known Member
- Joined
- Nov 23, 2018
- Messages
- 2,800
- Reaction score
- 757
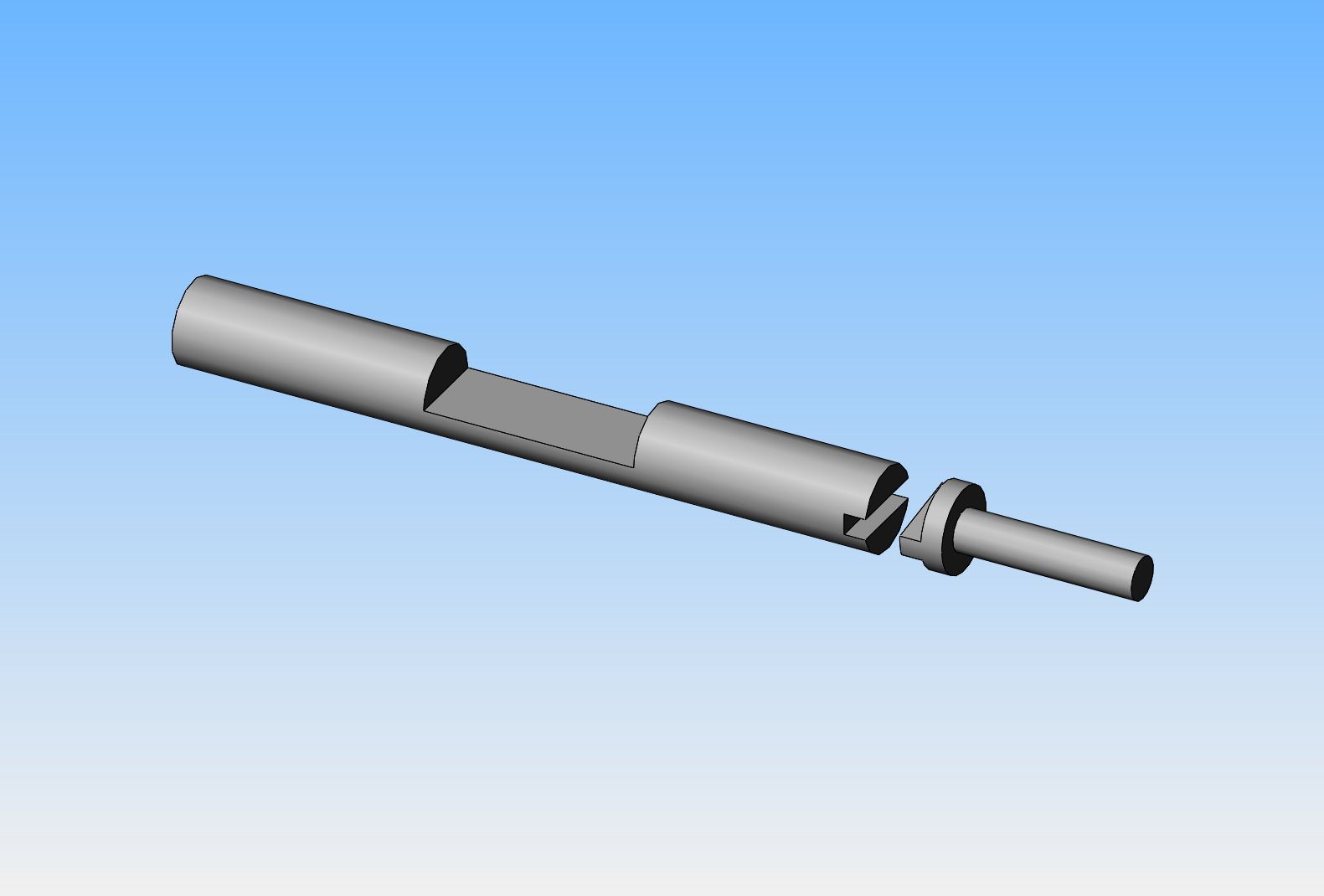
I have the Coles Corliss. I redesign LOTS of parts. Some are, IMNSHO, ridiculous in the way they are two parts instead of one. In your case, is the valve cast iron? This may be why there are two parts.Question for anyone who may have built this engine. The 3D model I downloaded has the valve shafts in two separate pieces keyed together with a mechanical tongue and groove. Why is this so? Why not combine those two separate pieces and make them a one piece unit?
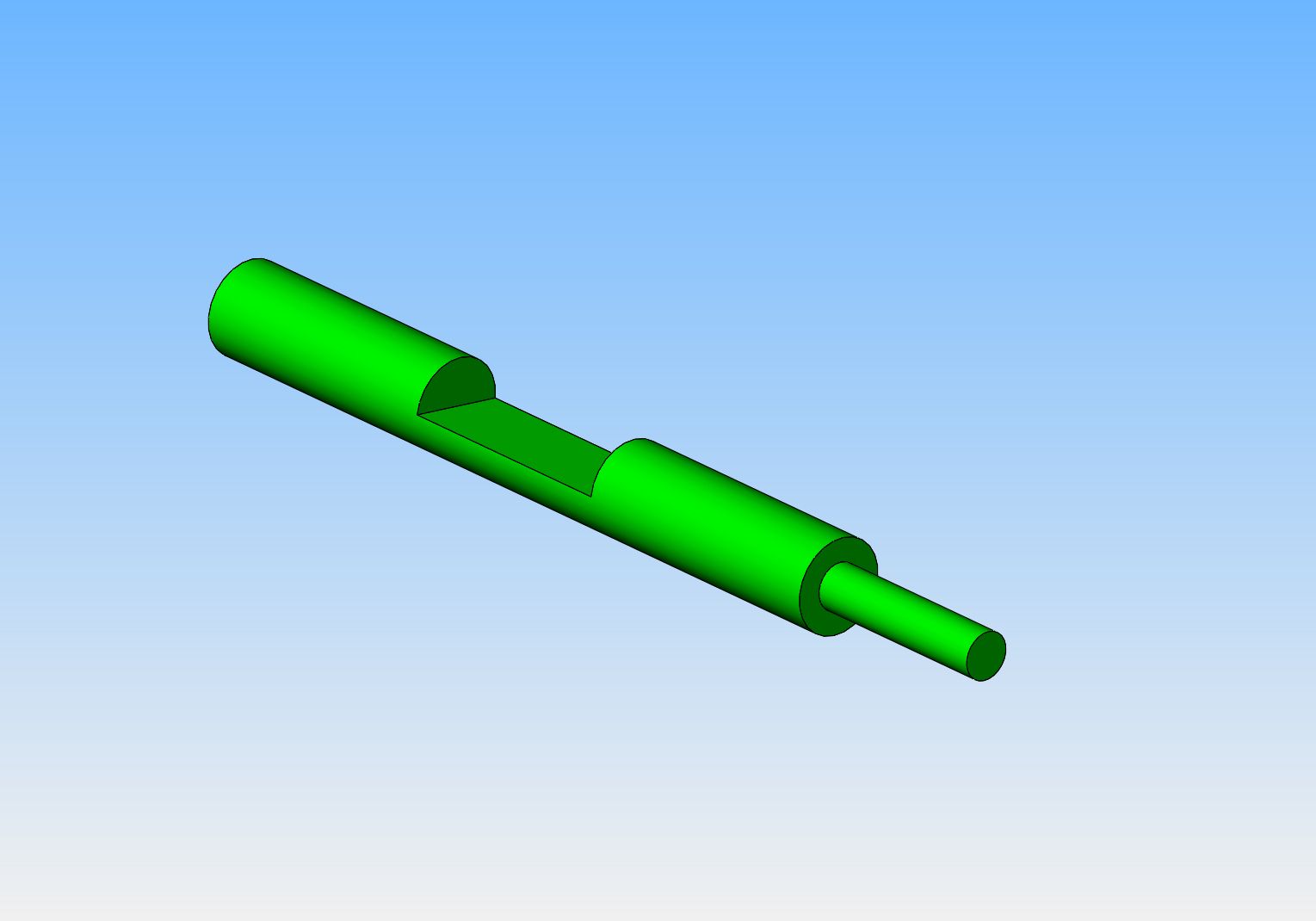
I am working from a set of cad models that give the dimensional information, but not the material. I don't plan on using cast iron for the valves.
That flywheel looks mighty fine. Nice job.
I agree with Almega. An excellent job - and tutorial - on the flywheel. A typical "Brian" engine. Just looks right all the way... sets a standard for my aspirations.
K2
K2
Did the locktite drip down onto the faceplate and glue the hub to the plate or does it break free easily?
I can identify with the chips issue. I have to take off my shoes at the basement door and carry them across the kitchen floor to where my house shoes (aka slippers) are to keep the peace. A small price to pay since she does allow me the latitude and budget to pursue my interests.
I solved the chip issue with a grooved doormat placed at the entry/exit to the basement: it's amazing how much fine dust and chips will accumulate, and none make it upstairs.
Nothing to report today. Spent the morning designing a robot arm gripper and spent the afternoon going to doctors appointments. Doctor said I was good for another seventy five years. I attempted to make a cylinder end cap, but something moved in my set-up and I buggered up the part. Will try to make the part a different way tomorrow.
I hope you make it another 75 years and mine is the last voice you hear.
Cheers
Cheers
I am working from a set of cad models that give the dimensional information, but not the material. I don't plan on using cast iron for the valves.
Brian if you download the original drawings that the CAD model was produced from they give the materials.
Original engine would likely have had them as machined castings so that is probably whey the spindle is separate and the model like several others carry that feature over. Possibly also helps with any poor alinement between valve bores and the cover plates.
Similar threads
- Replies
- 34
- Views
- 3K
- Replies
- 1
- Views
- 207